
Fターム[4F207AR08]の内容
プラスチック等の押出成形 (29,461) | 調整制御量(制御の対象) (2,807) | 速度 (308)
Fターム[4F207AR08]の下位に属するFターム
回転速度(←回転数) (125)
加速度
Fターム[4F207AR08]に分類される特許
141 - 160 / 183
押出機の押出材寸法制御方法および装置

【課題】バッチ間或いは同一バッチで押出材の引取り速度を変更する場合があっても、常に、精度よく目標寸法の厚さの押出材を得られるようにする押出機の押出材寸法制御方法および装置を提供する。
【解決手段】押出材Rが押出機8から押出された時点から寸法センサ2により押出材Rの厚さ寸法を検知する時点までの検知前時間を予め一定時間として設定し、この検知前時間と押出材Rの引取り速度とに基づいて、制御装置7により寸法センサ2が厚さ寸法を検知する検知位置を算出するとともに、サーボモータ4を制御してボールネジ3によりスライドバー10を移動させることで、押出材Rの幅方向に間隔をあけて並設した寸法センサ2を算出した検知位置に移動させる。
(もっと読む)
セルロースエステルフィルムの製造方法、セルロースエステルフィルム、光学フィルム、偏光板及び表示装置
【課題】本発明の目的は、溶融流延法によるセルロースエステルフィルムの製造において膜厚バラツキ、リターデーション値バラツキの低減したセルロースエステルフィルムの製造方法、セルロースエステルフィルム、光学フィルム、偏光板及び表示装置を提供することにある。
【解決手段】セルロースエステルの溶融物を混錬する際に高圧の炭酸ガスを供給し、次いで該セルロースエステルの溶融物をフィルタを通過させた後該炭酸ガスを排出する溶融流延法によるセルロースエステルフィルムの製造方法であって、該炭酸ガスの排出時の圧力降下速度Sを0.01≦S≦0.2(MPa/sec)の範囲に入るように調整することを特徴とするセルロースエステルフィルムの製造方法。
(もっと読む)
粘着性フィルム
【課題】使用者がフィルムを手で伸ばす前は、粘着性がなく、フィルムを手で伸ばすことにより高い粘着性を発揮する粘着機能と、合紙を使うことなくロール状での保管が可能となり、100℃以下に加熱される可能性のある被包装物を包装することが可能となる耐熱機能を同時に提供すること。
【解決手段】スチレン含量が20重量%以下のスチレン/イソプレン/スチレンブロック共重合体60重量%以上90重量%以下、融点が90℃以上120℃以下のフィッシャートロプシュワックス5重量%以上20重量%以下、ポリエチレン5重量%以上20重量%以下からなり、50μm以上300μm以下の厚みで、かつフィッシャートロプシュワックスがフィルム表面に存在する粘着フィルム及びその製造方法。
(もっと読む)
押出成形体及びその形成方法、並びに光ファイバケーブル

【課題】高滑性、耐摩耗性及び難燃性に優れたオレフィン系樹脂の押出成形体とその製造方法を提供する。
【解決手段】オレフィン系樹脂に結晶径3〜10μmのタルク11を添加し、当該タルク11を添加したオレフィン系樹脂混合物を押出成形により形成することにより、押出成形の際にベース樹脂であるオレフィン系樹脂の表面側へタルク11が誘引されて成形体であるケーブル外被1表面に鱗片状に配列されることとなり、表面を鱗片状に覆うタルク11により表面硬度を高くして高滑性(低摩擦性)及び耐摩耗性を向上できる。
(もっと読む)
ポリ乳酸系樹脂製発泡シート、およびこのシート製容器の製造方法
【課題】発泡シート製造時の押出し特性、生分解性に優れ、かつ、外観が美麗なポリ乳酸系樹脂製発泡シートおよび耐熱性、生産性に優れたポリ乳酸系樹脂製発泡シート製容器を得る製造方法を提供すること。
【解決手段】 第1発明は、ポリ乳酸は190℃における溶融張力が25〜70gであり、このポリ乳酸100重量部に対してタルクを1.0〜4.0重量部配合した樹脂組成物に、発泡剤の存在下で、ダイの口金出口部分における発泡性ポリ乳酸系樹脂組成物のせん断速度を150〜800秒−1としてシート状に押出し、得られたポリ乳酸系樹脂製発泡シートの発泡倍率が1.1〜12.0倍で、かつ、厚さが0.5〜2.5mmの、ポリ乳酸系樹脂製発泡シートを要旨とし、第2発明は、特定の三工程を経て製造する耐熱性などに優れたポリ乳酸系樹脂製発泡シート製容器の製造方法を要旨とする。
(もっと読む)
水蒸気バリア性フィルムの製造方法
【課題】 水蒸気バリア性を向上できる水蒸気バリア性フィルムの製造方法の提供。
【解決手段】 脂肪族ポリエステル樹脂を含む生分解性樹脂と水蒸気バリア性付与剤を含有する樹脂組成物を、押出機を用いた成形法による水蒸気バリア性フィルムの製造方法であり、下記(a)及び(b)の要件を具備することにより、透湿度(JIS Z0208)が制御されたフィルムを得る、水蒸気バリア性フィルムの製造方法。
(a)前記樹脂組成物を溶融混練するとき、前記押出機の押出温度が150℃以上であること
(b)前記押出機から押し出した後のフィルムの引取速度が20m/min以上であること
(もっと読む)
熱可塑性樹脂フィルム及びその製造方法
【課題】ポリシングローラ法による歪みの発生を抑えることにより、レターデーション発現を抑制でき、高い光学特性のフィルムを得ることのできる熱可塑性樹脂フィルム及びその製造方法を提供する。
【解決手段】溶融樹脂をダイ24からシート状に押し出して、一対のポリシングローラ26、28の間に供給し、一対のポリシングローラ26、28で挟圧しながら冷却してセルロースアシレートフィルム12を形成する。少なくとも一方のポリシングローラ26は、金属製の弾性ロールによって構成される。
(もっと読む)
熱可塑性樹脂フィルム及びその製造方法
【課題】残留歪みの発生を抑制することにより、高い光学特性のフィルムを得ることのできる熱可塑性樹脂フィルム及びその製造方法を提供する。
【解決手段】溶融樹脂をダイ24からシート状に押し出して、金属ベルト26と冷却ロール28との間に供給し、金属ベルト26と冷却ロール28で挟圧しながら冷却してセルロースアシレートフィルム12を形成する。
(もっと読む)
ゴムシート製造設備のライン加減速制御方法及びゴムシート製造設備のライン加減速制御装置
【課題】製品の品質の低下を防ぎしかも生産効率の向上を図りながら、ライン速度を変化させる。
【解決手段】コードまたはキャンバスの外表面が、押出機によって押し出される未加流ゴムで被覆されたゴムシートを製造するゴムシート製造設備のライン加減速制御方法において、ライン速度を目標ライン速度に変化させるにあたり、ライン速度が目標ライン速度に近づくにつれて、速度変化率を漸次小さくなるようにライン速度を変化させる。
(もっと読む)
プラスチックフィルムの製造方法
【課題】スタティックミキサを用いたプラスチックフィルムの製造方法を生産機により工業的に実施する場合に、筋状のムラおよび異物といった外観上の不良のないプラスチックフィルムを製造することができる方法を提供する。
【解決手段】化学組成の異なる2種類の樹脂AおよびBを、それぞれ別々の押出機に投入して溶融し、溶融した樹脂AおよびBを合流させてスタティックミキサを通過させ、T−ダイから押出した後に冷却ロールに密着させることによりキャストフィルム化してプラスチックフィルムを得る方法において、合流直前の樹脂Aの溶融粘度ηAと合流直前の樹脂Bの溶融粘度ηBとの比ηA/ηBを0.5〜2.0とし、スタティックミキサ内の樹脂のせん断速度γ(1/秒)を2〜100(1/秒)とすることを特徴とするプラスチックフィルムの製造方法である。
(もっと読む)
コード入りゴムテープの製造方法及びその製造装置
【課題】長尺の円錐台形状のゴム被覆製品に螺旋状に隙間なく巻き付けることが可能なコード入りゴムテープの製造方法およびその製造装置を提供する。
【解決手段】ゴム被覆ヘッド3の押出ダイス2から複数のゴム被覆コード5を配列した状態で引き出しながらテープ状に成形してコード入りゴムテープを製造する際に、ゴム被覆コード5の引出し速度がゴム被覆コード5の配列方向一端側から他端側にかけて配列順に徐々に遅くなるように円錐台形状の引取ローラ6を用いて各ゴム被覆コード5を引き出すことにより、テープ幅方向一端側のテープ長さが他端側のテープ長さよりも長くなるようにする。
(もっと読む)
シート成形装置およびその制御方法
【課題】タッチロールによるシート成形過程で、溶融樹脂の押出量、粘度が変化しても、ロールを傷付けたり、シートがロールから離れて落ちるような不具合を生じることなくシート成形の連続運転を行えるようにすること。
【解決手段】ロール間隙一定制御下において、押付荷重の設定値と設定値との偏差に応じてシート引取速度(ロール回転速度)を制御する。
(もっと読む)
高分子化合物の処理方法
【課題】ポリマーを劣化させずに超臨界流体による化学変化のみをポリマに与えて目的とする処理を的確に行えるポリマーの処理方法を提供する。
【解決手段】高分子化合物と、該高分子化合物と化学反応させるための液体または気体または超臨界流体の薬剤を押出機1を用いて混合し、該高分子と薬剤を反応容器100で反応させて高分子処理物を生成する際に、押出機1で、高分子化合物に加えるせん断速度γ(s-1)と吐出量V(kg/s)の比γ/Vが100000kg-1以下の条件で混練するようにしたものである。
(もっと読む)
加硫ゴムベルトの製造方法及びゴムベルトの押出成形装置。
【課題】製造工程において円筒状金型の不足や滞留が発生することのない加硫ゴムベルトの製造方法並びに該製造方法に使用するゴムベルトの成形装置を提供する。
【解決手段】押出工程、及び後工程として少なくとも加硫工程と脱型工程とを有し、押出成形装置30を使用し、押出速度制御工程を有するものであり、調節部50は、押出速度信号を制御部52に送るものであり、制御部52は押出機のモーター32の回転速度を押出速度信号に基づいて制御して未加硫ゴムベルトの押出速度を制御するものであり、押出速度制御工程は、演算部46から送られる後工程の条件に基づき算出された基準押出速度(Ts)信号と押出速度計測部48にて計測して送られる押出機にて押し出される未加硫ゴムベルトの押出速度(Tp)信号の偏差を調節部50にて検知し、該偏差をなくす信号を制御部52に送る加硫ゴムベルトの製造方法とする。
(もっと読む)
帯電部材用被覆チューブの製造方法及び帯電部材用被覆チューブ、帯電部材、電子写真装置用カートリッジ及び電子写真装置
【課題】 本発明の目的は、チューブ使用部に触れずに引き取る手段を用いることにより、抵抗ムラや形状ムラに起因した画像不良が生じない帯電部材、また該帯電部材を搭載した電子写真装置用カートリッジ及び電子写真装置を提供することである。
【解決手段】 帯電部材用被覆チューブの引き取り装置が2本の上下するチャック機構から成り、それらが交互にチューブを掴みながら下方へ引き取る搬送手段を用いる帯電部材用被覆チューブの製造方法とそのチューブであり、これにより作製された帯電部材であり、また、応用展開した電子写真装置用カートリッジ及び電子写真装置である。
(もっと読む)
成形機用の洗浄剤樹脂組成物
【課題】 熱硬化性樹脂用の成形機用の洗浄剤として好適な洗浄剤樹脂組成物の提供。
【解決手段】
(A)非晶性樹脂100質量部に対して、(B)モース硬度が3〜8の無機充填材を20〜200質量部、必要に応じて(C)界面活性剤を1〜10質量部含有し、比重が1.15〜2.5である成形機用の洗浄剤樹脂組成物。
(もっと読む)
セルロースアシレートフィルムおよびその製造方法、並びに、これを用いた反射防止フィルム、偏光板、光学補償フィルムおよび液晶表示装置。
【課題】一方の面上に反射防止層などの層を形成した場合であっても、湿度変動や高温高湿環境によって層が剥がれたりひび割れたりしないセルロースアシレートフィルムを提供すること。
【解決手段】下式(1)〜(3)を満足するセルロースアシレートを含有し、25℃における吸湿膨張係数が1.0×10-5〜10×10-5/%RHであることを特徴とするセルロースアシレートフィルム。
式(1) 2.0≦X+Y≦3.0
式(2) 0≦X≦2.0
式(3) 1.2≦Y≦3.0
[式中、Xはアセチル基の置換度を表し、Yは炭素数3〜7のアシル基の置換度の総和を表す。]
(もっと読む)
エラストマータイヤ構成部材とタイヤを製造する装置
【課題】ストリップ積層の持つ欠点を解消する、ストリップ積層の持つこれらの欠点を解消する、エラストマー材料のストリップを表面に貼り付ける装置を提供する。
【解決手段】ゴムアプリケータ装置100は、ゴム注入手段103と流体連通するノズル150であって、ゴムのストリップを表面上に貼り付ける出口オリフィスと、ノズル150に隣接して回転可能に取り付けられた舌状体300とを有するノズル150を有し、舌状体300は、ゴムのストリップを前記表面に押し付ける。
(もっと読む)
プラスチック薄膜の製造方法
ある実施形態において、薄膜製造方法は、プラスチック溶融物をカレンダロールと弾性ロールとの間のロール間隙に導入するステップと、前記プラスチック溶融物を前記カレンダロールと前記弾性ロールとの間に通して、薄膜を製造するステップと、前記弾性ロールの外側表面を能動的に冷却することによって、前記薄膜の粗度を制御するステップとを含むことができる。別の実施形態では、薄膜製造方法は、ある溶融温度を有するプラスチック溶融物をカレンダロールと弾性ロールとの間のロール間隙に導入するステップと、前記プラスチック溶融物を前記カレンダロールと前記弾性ロールとの間に通して、薄膜を製造するステップと、一定の製造速度と一定のロール間隙圧において薄膜の粗度を調節するステップとを含むことができる。 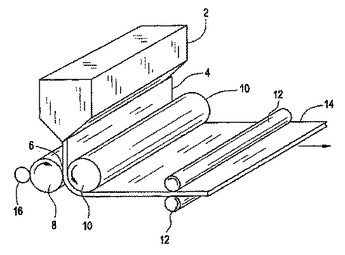 (もっと読む)
(もっと読む)
押出成形装置の吐出量制御方法およびこれを用いて成形したシート状物
【課題】厚みが均一で高品位のシート状物の成形を可能とする押出成形装置の吐出量制御方法を提供する。
【解決手段】原材料および塗工厚みに応じて押出機に備わったギアポンプの入口側と出口側の差圧目標値を予め設定し、かつ、ギアポンプの回転数を一定に保った状態で、当該目標差圧値を維持するように、スクリューの回転速度を調節するとともに、スクリューの回転速度の調節にともなう回転速度の変化量に応じて、ホッパーから押出機に供給する原材料の供給速度を調節する。
(もっと読む)
141 - 160 / 183
[ Back to top ]