
Fターム[4F207AR08]の内容
プラスチック等の押出成形 (29,461) | 調整制御量(制御の対象) (2,807) | 速度 (308)
Fターム[4F207AR08]の下位に属するFターム
回転速度(←回転数) (125)
加速度
Fターム[4F207AR08]に分類される特許
61 - 80 / 183
光学フィルムの製造方法、及び光学フィルム、偏光板、液晶表示板用光学補償フィルムおよび液晶表示装置
【課題】十分な大きさの傾斜構造を有し、面状が良好で、光学特性のMD方向ムラが小さい光学フィルムの提供。
【解決手段】挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含む光学フィルムの製造方法であって、前記第一挟圧面の移動速度を前記第二挟圧面の移動速度よりも速くし、前記第一挟圧面と前記第二挟圧面との間の圧力を20MPa以上に制御し、前記第一挟圧面と前記第二挟圧面によって該フィルムに1m幅あたり3000〜30000Nのせん断応力を付与するように制御し、前記第一挟圧面および前記第二挟圧面をそれぞれ遊星タイプの減速機を介して連結される駆動モーターによって駆動させる光学フィルムの製造方法。
(もっと読む)
フィルム、フィルムの製造方法、偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置
【課題】傾斜構造を有し、ヘイズが小さく、ダンムラが改良されたフィルムおよびその製造方法を提供する。
【解決手段】狭圧装置を構成する第一挟圧面と第二挟圧面の間に、熱可塑性樹脂を含有する組成物の溶融物を通過させて、フィルム状に連続的に成形する工程を含むフィルムの製造方法であって、前記第一挟圧面の移動速度を前記第二挟圧面の移動速度よりも速くし、前記第一狭圧面および前記第二挟圧面の10点平均粗さRzが15nm〜250nmであることを特徴とするフィルムの製造方法。
(もっと読む)
PTFE混合物成形体及びPTFE多孔体の製造方法、並びに絶縁電線の製造方法
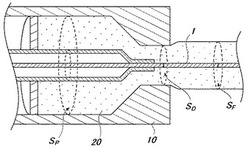
【課題】肌理が細かく、残留応力の少ないPTFE多孔体が製造でき、気孔率の微調整が可能なPTFE混合物成形体の製造方法、このPTFE混合物成形体によるPTFE多孔体の製造方法、及び、このPTFE多孔体を使用した絶縁電線の製造方法を提供する。
【解決手段】少なくともPTFE粉末と造孔剤と成形助剤とを混合したPTFE混合物を加圧成形してPTFEプリフォームを作成し、該PTFEプリフォームをペースト押出により所定形状に成形し、上記ペースト押出の際、上記プリフォームの断面積SP、上記押出ダイスの有効断面積SD、上記プリフォームの送り速度VP、及び、上記PTFE混合物成形体の引取り速度VRが、(式1)VR>VP(SP/SD)を満たすPTFE混合物成形体の製造方法。上記造孔剤を除去することによって気孔を形成するPTFE多孔体の製造方法。上記による電線の製造方法。
(もっと読む)
位相差フィルムの製造方法

【課題】面内位相差及び厚み方向位相差を制御できる位相差フィルムの製造方法を提供する。
【解決手段】溶融押出法による位相差フィルムの製造方法であって、樹脂Aのガラス転移温度をTg(℃)、熱分解開始温度をTd(℃)かつ結晶化温度をTm(℃)としたときに、比エネルギーを0.02〜0.24kWh/kgとし、かつ、樹脂Aの温度を(Tg+120)℃〜(Td−5)℃として、樹脂Aを金型4から溶融押出しする溶融押出工程と、溶融押出しされた樹脂Aを、(Tm−50)℃〜(Tm+15)℃の範囲内に温度調節された冷却ロールにより冷却する冷却工程とを備え、溶融押出しされる樹脂Aとして、ビニル芳香族炭化水素と共役ジエンとのブロック共重合体の水素添加物を用いて、溶融押出工程及び冷却工程において、ドロー比を11〜40の範囲内とする位相差フィルムの製造方法。
(もっと読む)
位相差フィルムの製造方法
【課題】面内位相差及び厚み方向位相差を制御できる位相差フィルムの製造方法を提供する。
【解決手段】溶融押出法による位相差フィルムの製造方法であって、樹脂Aのガラス転移温度をTg(℃)、熱分解開始温度をTd(℃)かつ結晶化温度をTm(℃)としたときに、比エネルギーを0.02〜0.24kWh/kgとし、かつ、樹脂Aの温度を(Tg+120)℃〜(Td−5)℃として、樹脂Aを金型4から溶融押出しする溶融押出工程と、溶融押出しされた樹脂Aを、(Tm−10)℃〜(Tg−20)℃の範囲内に温度調節された冷却ロールにより冷却する冷却工程とを備え、溶融押出しされる樹脂Aとして、ビニル芳香族炭化水素と共役ジエンとのブロック共重合体の水素添加物を用いて、溶融押出工程及び冷却工程において、ドロー比を5〜10の範囲内とする位相差フィルムの製造方法。
(もっと読む)
ポリカーボネート共押出し多層シート
【課題】 8mm以下の細幅で過酷な使用がなされる電子部品搬送体用のキャリアテープに使用可能な、品質が均一で安定しており且つ優れた帯電防止性能を有するポリカーボネート共押出し多層シートを提供する。
【解決手段】 カーボンブラックを4乃至7質量%の量で且つ界面活性剤を0.1乃至2.0質量%の量で含有するポリカーボネート樹脂組成物からなる最内層であるコア層と、カーボンブラックを7乃至15質量%の量で含有するポリカーボネート樹脂組成物からなる最外層である二つの表面層とを備えるポリカーボネート共押出し多層シートであって、体積固有抵抗値が1014Ω以下であり、表面抵抗値が1010Ω以下であり、その総厚は100乃至300μmであり、且つ二つの表面層の厚みの合計は総厚の25乃至67%であることを特徴とするポリカーボネート共押出し多層シートを使用する。
(もっと読む)
複合押出成形品及びその製造方法
【課題】装飾カバー部とモール本体部とを一体化したベルトモールディングの湾曲や反りを防止しながら端末に加工や処理を容易に施すことができるようにする。
【解決手段】ベルトモールディング10は、モール本体部12の外面形状のうちの装飾カバー部11の内面に対向する部分が装飾カバー部11の内面形状の相似的縮小形に形成されて、装飾カバー部11の内部空間内にモール本体部12の一部が非接着状態で嵌め込まれていて、装飾カバー部11とモール本体部12がそれぞれ相手部材に対して長手方向には移動が許容されて長手方向と交差する方向には移動が阻止されている。更に、モール本体部12の押出成形後の冷却に伴う長手方向の収縮によりモール本体部12の長さが装飾カバー部11の長さよりも短くなることで、装飾カバー部11の端末に装飾カバー部11の内部空間内にモール本体部12が存在しない端末段差部が形成されている。
(もっと読む)
樹脂丸棒成形方法及び成形用装置
【課題】構造が均整で真円度に優れた樹脂丸棒を得る製造方法を提供しようとする。
【課題を解決するための手段】熱可塑性樹脂を溶融状態で円形の吐出口を有するノズルから鉛直下方に押し出して液槽に貯留された冷却用液に突入させ、該冷却用液中で把持手段で把持して定速で鉛直下方に引き取る樹脂丸棒成形方法であって、引き取り速度が、引き取り中の樹脂丸棒の径が前記吐出口の径より大であるような速度である樹脂丸棒成形方法であり、前記吐出口と前記冷却用液とは接触せずかつ間隔が30mm以下である前記樹脂丸棒成形方法であり、冷却用液の温度が(Tg−20℃)以上、Tg未満(Tgは前記熱可塑性樹脂のガラス転移温度)である前記樹脂丸棒成形方法であり、前記熱可塑性樹脂がポリ乳酸のような生体吸収性樹脂である前記樹脂丸棒成形方法である。
(もっと読む)
無発泡成形物の押出成形方法
【課題】熱伝導率が0.2W/m・K以下の熱可塑性樹脂を用いた押出成形方法において、成形速度を速めることができる無発泡成形物の押出成形方法を提供する。
【解決手段】 熱伝導率が0.2W/m・K以下の熱可塑性樹脂を材料に用いて無発泡の成形物を成形するための押出成形方法であり、上記熱可塑性樹脂の加熱溶融物を押出機及びダイから押し出した後に、該押し出された加熱軟化状態の成形物を、−10〜10℃の温度に保持された不凍液が冷媒として送通されるサイジング装置の導入路に導入し、該導入路の周面を冷却面として、該冷却面に加熱軟化状態の成形物を接触させて所定の寸法に規制しつつ冷却固化し、このようにして冷却固化した成形物を引出ロールによって引っ張って該サイジング装置から引き出す。
(もっと読む)
ポリオレフィン系樹脂フィルムの製造方法
【課題】厚みムラが少なく、薄いポリオレフィン系樹脂フィルムを、Tダイを用いた溶融押出法により効率良く生産する方法を提供する。
【解決手段】ポリオレフィン系樹脂に環状オレフィン系樹脂を0.1質量%から10質量%配合させポリオレフィン系樹脂組成物にすることで、厚みムラが少なく、薄いポリオレフィン系樹脂フィルムを効率よく生産することができる。なお、「薄い」とは厚みが20μmから150μm、「厚みムラが少ない」とはフィルム中央部のMD方向の厚み変動が3%以下であることをいう。
(もっと読む)
濾過装置
【課題】フィルムの欠点の原因である、長期滞留溶融樹脂を劇的に減じることができる濾過装置を提供する。
【解決手段】溶融樹脂が流入する入口3、および流出する出口4を有するハウジング2と、前記ハウジング2内に設けられ、溶融樹脂流路を有するセンターポール11と、前記センターポールを外囲するように、前記センターポールの長手方向に積層された複数枚の環状のリーフディスクフィルター6と、を備え、前記入口3から流入した溶融樹脂が、前記リーフディスクフィルター6を通りその内方に濾過済みの溶融樹脂として流入し、濾過済みの溶融樹脂が、前記センターポール内の溶融樹脂流路に流入し、前記出口から流出する溶融樹脂の濾過装置であって、長期滞留樹脂排出用フィルター13を備えた長期滞留樹脂排出口5が、前記ハウジングの溶融樹脂流の最下流部に近設されていることを特徴とする、前記濾過装置。
(もっと読む)
ポリオレフィン系樹脂積層発泡シートの押出成形による製法
【課題】ポリオレフィン系発泡樹脂層と、充填材を含有した非発泡ポリオレフィン系樹脂層を積層する押出積層発泡成形において、冷却工程を改良して、シート外観が優れシートの表面が平滑な、ポリオレフィン系樹脂積層発泡シートを製造する。
【解決手段】発泡性ガスを含有し押出成形により発泡層を形成するポリオレフィン系樹脂(A)と、充填材を含有し押出成形により非発泡層を形成するポリオレフィン系樹脂(B)を溶融混練して積層し、成形ダイス出口より押出したシート状物を冷却ロール群で冷却して積層発泡シートを製造する方法において、第1の冷却ロールと第2の冷却ロールをベルト駆動により連動駆動させ、第3の冷却ロールをベルト駆動により駆動させることを特徴とする積層発泡シートの製造方法。
(もっと読む)
コルゲートチューブおよびその製造方法
【課題】コルゲート部の柔軟性を損なうことなく、ストレート部の強度を向上させる。
【解決手段】チューブ10は、コルゲート部11、及びチューブ10の両端を構成する小径、大径ストレート部12、13を備える。大径ストレート部13の厚さT3は、小径ストレート部12の厚さT2以上である。コルゲート部11の厚さは、厚さT2未満である。チューブ10は、移動する成型型に熱可塑性樹脂を押し出し供給して成型する。このとき、コルゲート部11に対応する成型面に熱可塑性樹脂を供給するときの成型型の移動速度V1は、小径ストレート部12に対応する成型面に熱可塑性樹脂を供給するときのチューブ成型型の移動速度V2より速い。移動速度V2は、大径ストレート部13に対応する成型面に熱可塑性樹脂を供給するときのチューブ成型型の移動速度V3より速い。
(もっと読む)
制御された冷却によりリサイクルされたPETを含む組成物を製造する方法
本発明は固体フィラーと熱可塑性バインダとを含む複合材料から造形品を製造する方法に関し、前記方法は以下の順々に続く工程:(a)固体フィラーと熱可塑性バインダとを混錬デバイスに供給する工程と;(b)固体フィラーと熱可塑性バインダとを混錬デバイスにおいて混合させ、複合材料を得るために、固体フィラーと熱可塑性バインダとの混合物にかける圧力が約100kPaないし約1500kPaの範囲にある工程と;(c)工程(b)で得られた複合材料を成形して造形品にする工程と;(d)工程(c)で得られた造形品を冷却する工程であって、造形品を少なくとも約5℃/分ないし約120℃/分の冷却速度で冷却する工程とを含む。造形品は好ましくはスラブであり、これは押出成形およびまたは射出成形技術により床、キッチン作業面、キッチントップ、バスルーム、内装材および外装材ならびに他の二次元形状の装飾において非常に好適に使用できる。 (もっと読む)
特に粉末材料の、粉末材料を加工する装置への給送装置
特に粉末材料の、粉末材料を加工する装置、特に押出し機への給送装置であって、材料を収容する収容エリアを具備した筐体を含み、該収容エリアは側方に少なくとも1つの柔軟な壁を有し、該壁は少なくとも1つの、壁とかみ合う可動性の機械的要素を使用して可動である装置において、前記要素(19)が壁(8、9)の長手方向に可動であり、その際前記壁外面(12、13)が起伏箇所(14、15)を備えており、該起伏箇所を介して前記要素(19)が動かされ、および/または該要素が運動する場合に回転する要素(19)が非円形である給送装置。 (もっと読む)
フィルムの製造方法、フィルム、偏光板、液晶表示板用フィルム、及びフィルム製造装置
【課題】 長期間の製膜を行なった場合においても、溶融物の挟圧位置が変化せず、光学特性が安定したフィルムの製造方法、及びその方法により製造されるフィルムを提供する。
【解決手段】
熱可塑性樹脂を含有する組成物をダイ16から溶融押出し、溶融押出しされた溶融物12Aを、タッチロール28とキャスティングロール18の間に連続的に挟圧してフィルム状に成形する。架台50を移動させることにより、溶融物12Aの挟圧する位置が一定となるように調整しながら、溶融物12Aをタッチロール28とキャスティングロール18により挟圧する。
(もっと読む)
光学フィルムの製造方法及び製造装置、並びに光学補償フィルム
【課題】面状不良が低減され、大きなレターデーションを有し、かつ、光軸が大きく傾斜した光学フィルムの製造方法及び製造装置、並びに光学補償フィルムを提供する。
【解決手段】
フィルム製造装置10は、熱可塑性樹脂を含有する溶融樹脂を供給する供給工程部14と、溶融樹脂を挟圧部Aにおいて連続的に挟圧して、フィルム状に成形する成膜工程部15と、成形された樹脂フィルム12を冷却するフィルム温度調節工程部16とを備える。フィルム温度調節工程部16では、樹脂フィルム12がキャスティングロール(「第2挟圧面」に相当)26上で搬送される間に、キャスティングロール26とは反対側から、冷却風噴射部40により冷却風を吹き付けて、樹脂フィルム12を冷却する。
(もっと読む)
多層押出し
ペット噛み具は、複数の組成物を共押出しして、層状構成を形成することによって製造される。栄養性添加剤などの、熱および/またはせん断に敏感な組成物に対して処理条件を調節するために、別個の押出し機が設けられ、それぞれの押出し物は、外側層として比較的高いレベルの栄養性組成物が提供されるように組合されてもよい。  (もっと読む)
(もっと読む)
フィルムとその製造方法、液晶表示板用光学補償フィルム、偏光板および液晶表示装置
【課題】レターデーションの発現性および傾斜構造が大きく、フィルム面内の遅相軸方向または進相軸方向のいずれか一方向に傾斜方位を有し、且つ、面状が良好な熱可塑性フィルムの製造方法を提供する。
【解決手段】挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含むフィルムの製造方法であって、前記第一挟圧面または前記第二挟圧面の少なくとも一方が弾性であり、前記第一挟圧面の移動速度を前記第二挟圧面の移動速度よりも速くし、前記第一挟圧面と前記第二挟圧面のうち先に前記溶融物から剥離する方の挟圧面の剥離点において、前記挟圧面からのメルトの滑り性を低減する熱可塑性フィルムの製造方法。
(もっと読む)
フィルムの製造方法、フィルム、偏光板、及び液晶表示板用フィルム
【課題】 フィルム厚みが薄いフィルムであっても、面内のレターデーションの発現を実現でき、また、光学的に傾斜したフィルムの製造方法およびそのフィルムを提供する。
【解決手段】
コア層となる第一の熱可塑性樹脂組成物12と、スキン層となる第二の熱可塑性樹脂組成物12’及び第三の熱可塑性樹脂組成物12’’をダイ16から溶融押出しし、溶融押出しされた溶融物12Aを、挟圧装置を構成するタッチロール28とキャスティングロール18により連続的に挟圧してフィルム状に成形する。タッチロール28とキャスティングロール18により溶融物12Aに加えられる圧力が20〜500MPaであり、第一の熱可塑性樹脂組成物12のTgが第二の熱可塑性樹脂組成物12’及び第三の熱可塑性樹脂組成物12’’のTgより0.5℃〜50℃低い。
(もっと読む)
61 - 80 / 183
[ Back to top ]