
Fターム[4F207AR13]の内容
プラスチック等の押出成形 (29,461) | 調整制御量(制御の対象) (2,807) | 形状(←表面粗さ、光沢等) (157)
Fターム[4F207AR13]に分類される特許
61 - 80 / 157
フィルムとその製造方法、液晶表示板用光学補償フィルム、偏光板および液晶表示装置
【課題】レターデーションの発現性および傾斜構造が大きく、フィルム面内の遅相軸方向または進相軸方向のいずれか一方向に傾斜方位を有し、且つ、面状が良好な熱可塑性フィルムの製造方法を提供する。
【解決手段】挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含むフィルムの製造方法であって、前記第一挟圧面または前記第二挟圧面の少なくとも一方が弾性であり、前記第一挟圧面の移動速度を前記第二挟圧面の移動速度よりも速くし、前記第一挟圧面と前記第二挟圧面のうち先に前記溶融物から剥離する方の挟圧面の剥離点において、前記挟圧面からのメルトの滑り性を低減する熱可塑性フィルムの製造方法。
(もっと読む)
フィルムの製造方法
【課題】非常に高さの低い粗大突起をも低減ことができるフィルムの製造方法の提供。
【解決手段】溶融状態の熱可塑性樹脂をシート状に押し出す工程と、それを巻き取る工程および巻き取られたフィルムを良品と不良品とに選別して良品を製品とする工程とからなるフィルムの製造方法であって、少なくとも巻き取られたフィルムの一方の表面に波長100〜400nmの光の干渉によって測定される粗大突起数を測定し、測定された粗大突起数が基準値以下のフィルムを良品とすることを特徴とするフィルムの製造方法。
(もっと読む)
偏肉樹脂シートの製造方法及び偏肉樹脂シートの製造装置

【課題】偏肉樹脂シートの切断時における切断不良や保護フィルムの剥がれを防止することができる偏肉樹脂シートの製造方法及び偏肉樹脂シートの製造装置を提供する。
【解決手段】ダイ16から押し出される溶融樹脂を、型ローラー20とニップローラー18とで挟圧して偏肉樹脂シートSを成形し、剥離ローラー22によって型ローラー20から剥離した後、切断機32により偏肉樹脂シートSを所望の長さに切断する。このとき、偏肉樹脂シートSの切断は、偏肉樹脂シートSに応じて形状が予め調節された弾性体により偏肉樹脂シートSを押さえつけた状態で行われる。これにより、偏肉樹脂シートSの全幅にわたって弾性体で押さえつけた状態で、偏肉樹脂シートSの切断を行うことができるため、切断不良や保護フィルムの剥がれを防止することができる。
(もっと読む)
樹脂発泡シート及び発泡樹脂製容器

【課題】ソリッド層の表面に接着させた表装シートなどの接着物を容易に剥離しうる樹脂発泡シートを提供し、ひいては、表面に表装シートなどを接着させて用いられる用途に適した発泡樹脂製容器を提供することを課題としている。
【解決手段】発泡層の表面にソリッド層が形成されている樹脂発泡シートであって、前記ソリッド層の表面粗さが0.10μm以上の算術平均粗さ(Ra)となるように形成されていることを特徴とする樹脂発泡シートなどを提供する。
(もっと読む)
凸形状が賦形されたポリカーボネート樹脂シートを製造する方法および該方法から製造された樹脂シート
【課題】微細な凸形状が賦形されたポリカーボネート樹脂シートを、賦形押出法により安定して製造する。
【解決手段】溶融されたポリカーボネート樹脂材料(A成分)を、表面に微細な凹形状が形成された賦形ロールと、賦形ロールに対向した冷却ロールとの間で狭持して、凸形状が賦形されたポリカーボネート樹脂シートを製造する方法において、(I)該シートの厚みが0.8〜3mm、凸形状の高さが20〜300μm、並びに該高さをH(μm)および該凸形状の幅をD(μm)としたときH/Dが0.3〜1の範囲にあるシートを製造するにあたり、(II)該A成分として、キャピラリーレオメーターにより280℃で測定される、剪断速度6.08秒−1での溶融粘度η1、および剪断速度60.8秒−1での溶融粘度η2が、下記式(1)を満足するポリカーボネート樹脂材料を使用することを特徴とする製造方法。0.03<log(η1/η2)<0.5(1)
(もっと読む)
光学的平滑ライト・ガイドの製作
ライト・ガイドの製作に関する実施形態を提供する。開示する実施形態の1つでは、 押し出し成型品を形成するために、熱可塑性ポリマーをダイを通じて押し出すステップと、押し出し成型品を1つ以上の固定寸法に加工するステップと、押し出し成型品に圧力を加えている間、押し出し成型品の面を軟化または溶融するために、この押し出し成型品の面を、加熱モールド面と接触状態に維持するステップとを備えている。 (もっと読む)
ローラの製造方法及びローラ
【課題】少ない研磨量でも高い外径精度及び振れ精度を有する弾性層を形成することのできるローラの製造方法、並びに、高い外径精度及び振れ精度を有する弾性層を備えたローラを提供すること。
【解決手段】ストレートヘッドダイを備えた押出機を用いて、軸体胴部とその両端部に形成されたジャーナル部6、7とを有する軸体2の外周にゴム組成物を押出成形して弾性層を形成するローラの製造方法であって、軸体2を一列に配置したときに隣接するジャーナル部6、7間を支持すると共にジャーナル部6、7間で形成される凹部空間を閉塞するコマ部材9を介装して、複数の軸体2を一列に連接し、連接された複数の軸体2を前記押出機のヘッド内に移送して、軸体2の外周に前記ゴム組成物を押出成形することを特徴とするローラの製造方法、並びに、このローラの製造方法によって製造されたローラ。
(もっと読む)
熱可塑性樹脂シートの製造装置、製造方法及びそれにより得られた熱可塑性樹脂シート
【課題】残留位相差が小さく優れた光学特性を有し、しかも表面平滑性が高く、液晶表示素子などに用いられる光学シートとして好適な熱可塑性樹脂シート、その製造装置およびその製造方法を提供する。
【解決手段】製造装置1にベルト15及び第三の冷却ロール13間に加わる線圧を制御するニップ圧力制御手段と、第三の冷却ロール13の周面131の温度を制御するロール温度制御手段と、ベルト15の温度を制御するベルト温度制御手段と、を設けた。そのため、ロール温度制御手段が周面131の温度を制御しつつ、ベルト温度制御手段がベルト15の温度を制御し、さらに、ニップ圧力制御手段がベルト15および第三の冷却ロール13間の線圧も制御するので、残留位相差および表面粗さが小さく、表面平滑性が高いシートが安定的に得られる。
(もっと読む)
動力伝達構造及び二軸混練押出機
【課題】スクリュー軸に作用するトルクを正確に測定できる、二軸混練押出機の動力伝達構造、及び、二軸混練押出機を提供する。
【解決手段】動力伝達構造は、アウトプット軸3と、スクリュー軸4と、スリーブ6と、球体7とを有する。アウトプット軸3は、モーター21から伝えられた回転力によって回転する。スリーブ6は、アウトプット軸3の回転力をスクリュー軸4に伝える。球体7は、アウトプット軸3、及び、スクリュー軸4の間に挟まれる。アウトプット軸3及びスクリュー軸4と、スリーブ6とは、スプライン嵌合する。球体7には、アウトプット軸3の端部に向かって突出した曲面、及び、スクリュー軸4の端部に向かって突出した曲面が形成されている。
(もっと読む)
フィルムの製造方法および光学フィルム
【課題】溶融樹脂材料の供給の安定性と押出機内での異物の発生の抑制を両立させたフィルムの製造方法および該フィルムの製造方法により製造された光学フィルムを提供することを目的とする。
【解決手段】熱可塑性樹脂を押出機22で溶融し、溶融樹脂を押出機22から吐出してダイに供給し、ダイからシート状に溶融樹脂を押し出して冷却固化することによりフィルムを製造するフィルムの製造方法において、押出機22は、供給部Aと圧縮部Bと計量部Cとで構成されるとともに、供給部Aにおける溶融樹脂の供給部前半温度T1[℃]と、供給部後半温度T2[℃]と、の関係が樹脂のガラス転移温度をTgとした時、下記式(1)を満たすことを特徴とするフィルムの製造方法である。
Tg+30≦T2<T1≦Tg+160 (1)
(もっと読む)
未延伸ポリマー成形体の製造方法、並びに、該未延伸ポリマー成形体を用いた空洞含有樹脂成形体の製造方法、及び該製造方法により得られた空洞含有樹脂成形体
【課題】巻き取りが容易で、高速で延伸することが可能な、延伸加工性に優れた未延伸ポリマー成形体を製造することができる未延伸ポリマー成形体の製造方法、並びに、該未延伸ポリマー成形体を用いた空洞含有樹脂成形体の製造方法、及び該製造方法により得られた空洞含有樹脂成形体の提供。
【解決手段】ポリマー成形体の製造方法は、溶融混練した結晶性を有するポリマーを含むポリマー組成物をダイから押し出す押し出し工程と、前記押し出されたポリマー組成物を未延伸の状態で冷却速度を40℃/秒以上で冷却し、未延伸ポリマー成形体を成形する成形工程とを含む。
(もっと読む)
押出可能なフルオロポリマーブレンド
【課題】機械的性質を損なわずに製品の高品質を維持したまま、より高い生産速度でフルオロポリマー材料を加工できる組成物の提供。
【解決手段】多量の第1の半結晶質フッ素化コポリマーと、組成物中の溶融欠陥を低減させるために有効な少量の第2のフルオロポリマーとを含む組成物であって、各フルオロポリマーが、(a)半結晶質過フッ素化コポリマー、(b)少なくとも1つの本質的に過フッ素化されたモノマーと少なくとも1つの非フッ素化水素含有モノマーとの共重合単位から誘導されたフルオロポリマー、(c)少なくとも1つの部分的にフッ素化されたモノマー、及び任意に少なくとも1つの本質的に過フッ素化されたモノマーとの共重合単位から誘導されたフルオロポリマー、及び(d)テトラフルオロエチレンとヘキサフルオロプロピレンとの非晶質コポリマーから選択される溶融加工性フルオロ熱可塑性組成物。
(もっと読む)
軟質シートの製造方法
【課題】効率的な軟質シートの製造方法、特に圧延工程が短縮化された軟質シートの製造方法を提供すること。
【解決手段】前記軟質シートの原料である混合物と、この溶融物が通過する断面穴を有するダイとを用意し、当該混合物を当該ダイの断面穴へ通過させることにより長尺物を成形する押出工程と、前記押出工程により成形された長尺物を切断して所定の切断物を得る切断工程と、前記切断工程により得られた所定の切断物を圧延して均一な性状のシートを成形する圧延工程とを有し、前記混合物の材料がフッ素樹脂に無機質充填材を配合した組成物であり、前記押出工程により成形された長尺物の断面形状が環状であることを特徴とする軟質シートの製造方法。
(もっと読む)
医療用チューブを成形するための押出成形用金型および押出成形方法
【課題】 樹脂からなる成形用材料を用いて複雑な形状の医療用チューブの成形が行える医療用チューブを成形するための押出成形用金型および押出成形方法を提供すること。
【解決手段】 隔壁部12を挟んで流路13a等が形成された医療用チューブ10を成形する押出成形用金型20を、凹部25b,27a,28aが形成された外形成形金型と、ランド部23を備えたピン22とで構成した。また、外形成形金型とピン22との間に形成される空間を、成形用材料を先細り円筒状に形成する後部側成形空間部と、医療用チューブ10を形成できる断面形状を備えた先端側成形空間部とで構成した。そして、先端側成形空間部の断面形状のうち、先端部の断面形状を医療用チューブ10の断面形状と同じにし、後部側部分の断面形状をランド部23における流路13a等を形成する部分のうちの流路13a,13cを形成する部分を除いた形状にした。
(もっと読む)
微多孔膜を製造するための冷却ロールアセンブリおよび微多孔膜の製造方法
ポリオレフィン混合物を押出ダイを通して押し出すことにより形成した押出物から熱を逃がすためのアセンブリ。当該冷却ロールアセンブリは、押出物に接触し押出物を受け取る位置に配置された上流ロールであって外表面粗さ≦1.0sを有する上流ロール;および、押出物に接触し上流ロールから押出物を受け取るための位置に配置された少なくとも1つの下流ロールであって外表面粗さ≧5.0sを有する下流ロール、を含む。微多孔膜を製造するための方法も提供する。 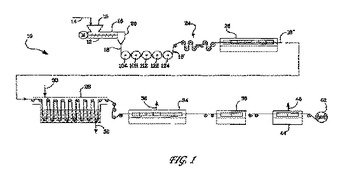 (もっと読む)
(もっと読む)
エンボス装置、バックアップロール、および、加工品の製造方法
【課題】原反に凹凸柄を形成するエンボス装置であって、とりわけ、高い稼働率で効率的に原反に凹凸柄を形成することができるエンボス装置を提供する。
【解決手段】エンボス装置10は、原反に形成すべき凹凸柄55に対応した凹凸形状を有するエンボス型面25を、有するエンボスロール20と、エンボスロールに対向して配置され、エンボスロールとの間で原反を圧するようになるバックアップロール30と、を備える。バックアップロールは、心部材32と、心部材上に設けられ、エンボスロールのエンボス型面と対面する表層部34と、を有する。表層部は、複数の金属粒子35と、金属粒子間に設けられた樹脂バインダー36と、を含む。
(もっと読む)
スクリュー
【課題】本発明は、発泡ガスを樹脂内に均一にし、効率的に発泡倍率が高い熱可塑性発泡樹脂成形品を成形できるスクリューを提供することを目的とした。
【解決手段】シリンダーバレルに収容されて成形機の一部を構成し、樹脂が溶融状態である領域(計量部MZ)が少なくとも1条以上のフライト7で構成されるスクリュー1であって、フライト7は蛇行形状を有し、そのフライト7同士によって溝8が形成され、その形成された溝8が蛇行形状を有する構成とする。
(もっと読む)
小さいスイープ角度を有するスクリュー素子
本発明は、二つ一組で同方向に回転し、二つ一組で正確にワイプするスクリュー軸を有する多軸スクリュー押出機用スクリュー素子に関する。本発明は更に、前記スクリュー素子の多軸スクリュー押出機における使用及び本発明に従うスクリュー素子の作製方法に関する。  (もっと読む)
(もっと読む)
改善された分散効果があり電力入力が低いウォームエレメント
本発明は、対で同じ方向に作用するウォームシャフトを有し、対で正確にきさげ作用(scraping action)を行う多軸ウォーム機械のための新規なウォームエレメントに関する。  (もっと読む)
(もっと読む)
アクリルフィルムおよびその製造方法、並びに、偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置
【課題】膜厚が薄く、ダイライン、表面粗さおよびフィルムシワが良好なアクリルフィルムおよびその製造方法を提供する。さらに、これを用いた光もれが起き難い偏光板、光学補償フィルム、反射防止フィルム、およびこれらを用いた液晶表示装置を提供する。
【解決手段】ガラス転移温度(Tg)が100℃以上のアクリル系樹脂を含有し、膜厚が20〜60μmであり、ダイラインの高さ及び深さが50nm以下であり、表面粗さ(Ra)が0.005μm〜0.2μm以下であり、かつシワ高さが5mm以下であることを特徴とするアクリルフィルム。
(もっと読む)
61 - 80 / 157
[ Back to top ]