
Fターム[4F207AR13]の内容
プラスチック等の押出成形 (29,461) | 調整制御量(制御の対象) (2,807) | 形状(←表面粗さ、光沢等) (157)
Fターム[4F207AR13]に分類される特許
121 - 140 / 157
表面形状転写樹脂シートの製造方法

【課題】樹脂(2)を加熱溶融状態でダイ(3)から連続的に押し出して連続樹脂シート(4)を得、この連続樹脂シート(4)を押圧ロール(5)と転写型(6)との間に挟み込むことにより転写型(6)の表面形状を転写して、転写型(6)の表面形状を精度よく、速やかに転写して、表面形状転写樹脂シート(1)を製造し得る方法を提供する。
【解決手段】本発明の製造方法は、転写型(6)が、有機材料で構成されていることを特徴とする。樹脂(2)を連続的に押し出して連続樹脂シート(4)を得るダイ(3)と、押圧ロール(5)と、連続樹脂シート(4)を押圧ロール(5)との間に挟み込むことにより表面形状を連続樹脂シート(5)に転写する転写型(6)とを備えた製造装置(10)により製造される。この製造装置(10)は、転写型(6)が有機材料で構成されている。
(もっと読む)
共押出フィルム用の環状フィードブロック及び方法
均一な多層ウェブ(19)を生産するために使用されるフィルム押出成形機用のフィードブロック(12)。フィードブロックは、芯材料(15)及び表面材料(17)を受け入れるために、概ね環形状を有する。フィードブロックは、表面材料が通過するための、変化する半径寸法を有する。芯材料及び表面材料をフィードブロックに通してからダイ(14)に供給した後では、少なくとも3層を有する、ウェブの幅を横切って均一な、平ウェブ(19)が得られる。  (もっと読む)
(もっと読む)
ポリアミド系混合樹脂積層フィルムロールの製造方法

【課題】スムーズに歩留まり良くラミネートによる製袋加工を行うことが可能な二軸配向ポリアミド系混合樹脂積層フィルムロールを効率的に製造し得る製造方法を提供する。
【解決手段】製造方法は、ポリアミド系混合樹脂を移動冷却体面上へシート状に溶融押出し冷却することにより未延伸シート4を得る溶融押出冷却工程、未延伸シート4を縦横に二軸延伸する二軸延伸工程、二軸延伸フィルムをロール状に巻き取る巻取工程を含んでいる。そして、溶融押出冷却工程においては、直流高圧を印可した電極6と溶融状態のポリアミド系混合樹脂積層シート2との間に、ストリーマコロナ状態のコロナ放電7が行われ、溶融状態のポリアミド系混合樹脂積層シートに移動冷却体面と密着させるのに十分な電荷が付与される。そして、得られたフィルムロールの沸水収縮率や厚み方向の屈折率等の物性の変動幅が、所定の範囲になるように調整される。
(もっと読む)
レーザーマーキング用共押出二軸延伸フィルム
【課題】テキスト、シンボル及びイメージ等を良好にかつ永久的にレーザーマーキングによりマーキングすること出来、IDカードやラベルの製造に好適である積層共押出二軸延伸ポリエステルフィルムを提供する。
【解決手段】ポリエチレンテレフタレート(PET)又はポリエチレンナフタレート(PEN)から成り、ベース層と1層以上の外層の少なくとも2層から成る共押出二軸延伸フィルムであって、当該フィルムが上記PETから成る場合はエチレングリコール及びテレフタル酸以外の共重合モノマーを構成単位として含み、当該フィルムが上記PENから成る場合はエチレングリコール及び2,6−ナフタレンジカルボン酸以外の共重合モノマーを構成単位として含み、上記ベース層は白色顔料および炭化可能なポリマーで被覆されたレーザー吸収剤を含有する。
(もっと読む)
エンボス賦形シートの製造方法及びその製造装置
【課題】形状深さがシートの総厚味に対して相対的に浅いエンボス形状を、シート表面上に形状精度良く、高い賦形率で連続的に賦形する。
【解決手段】押出機11によりに溶融混練した熱可塑性樹脂をTダイ12を通じてシート状に吐出させ、該シート状物16の一方の表面を第1の冷却成形ロール13で冷却し、且つ、該シート状物16の他方の表面を、エンボス形状が形成された第2の冷却成形ロール14で加圧ニップしつつ、エンボス形状の溝深さが浅いエンボス形状を転写付与させたエンボス賦形シート16を連続的に成形する場合に於いて、Tダイ12から吐出された直後のシート状物16の表面を、Tダイ12と第2の冷却成形ロール14との間隙に設けた外部ヒーター18で照射加熱する。
(もっと読む)
押出セルロース高分子組成物およびそれを製造するシステム
本発明は、オリフィスで構成されたセル状木材プラスチック複合材料を製作する装置に関し、これは、材料の均一な流れが移行型板に到達するように、押出機(12)のアダプタから、移行型板(30)に複合材料を供給する。さらに、本装置は、材料の流れを流束抑制型板(60)に誘導し、材料の等量が流束抑制型板の全ての領域に確実に供給されるようにする移行型板;材料の流れに十分な抵抗を提供し、流束抑制型板との関係で上流側において、材料の部分の溶融圧力を高める流束抑制型板であって、多数の適当な寸法形状のストリームに流れを分割することにより、この抑制により生じる温度上昇を制御する流束抑制型板;流束抑制型板からの分離ストリーム流を、材料の単一のストリーム流に溶解する圧縮型板(70)であって、材料内でセルの不十分な形成が抑制されるレベルに、溶融圧力を維持する圧縮型板;完全に膨脹した材料が、所望のプロファイルに近い形状となるように、材料を定形するように構成された定形型板(80)であって、多数の均一セルが形成されるように、セルの形成および膨脹の速度を制御する定形型板;を有する。 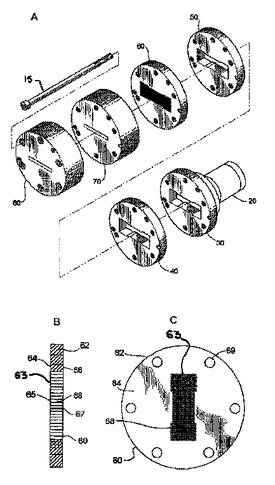 (もっと読む)
(もっと読む)
可動ダイ付きのコード外装装置
【課題】広い動作範囲にわたり圧力を調節できるコード外装装置を提供する。
【解決手段】コード(F)をプラスチック又は熱可塑性材料で外装するコード外装装置は、装置の入口のところに配置されていて、ダクトによって、材料を粘性状態で圧力下で送り出すことができる押出し手段に連結された中央チャンバ(51)に通じるコード案内手段(2)、外装されたコードのための所与の較正断面S1の出口ダイ(4)、及び較正断面S1よりも小さな較正断面S2の少なくとも1つの可動ダイ(12)を有する。各可動ダイはアクチュエータ(13,15,17)によってコード(F)の移動方向に動かされ、アクチュエータは中央チャンバを貫通しており、アクチュエータは中央チャンバを可動ダイの内部空間に連通させることができる通路(14)を有する。
(もっと読む)
光学フィルムとその製造方法
【課題】流延幅が1500mm以上の広いフィルム幅であって、液晶表示装置に組み込んだときに表面欠陥による明暗ムラが問題とならない光学フィルムの製造方法及び光学フィルムを提供すること。
【解決手段】溶融したセルロース樹脂を押出し機を用いて流延ダイからフィルム状に押出し冷却した後、巻き取る光学フィルムの製造方法であって、流延幅が1500mm以上のフィルムで未延伸状態での端部100mmを除いた部分の全凹凸の高さ、傾きがそれぞれ300nm、300nm/mm以下であること。
(もっと読む)
超高分子量ポリエチレンパネルの製造
機械方向を横切る方向で、好ましくは両側から狭くなり、かつ、金型の上部と下部とでその出口近傍に位置する横向きに設置され、もしくはそのいずれかの複数の冷却ゾーンを有するスリット金型を採用した連続ラム押出し法によって、大きな幅の超高分子量ポリエチレンパネルが調製される。パネルは、結晶融解温度より低い温度で金型を出る。 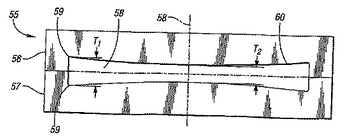 (もっと読む)
(もっと読む)
ポリカーボネート樹脂製フィルム、その巻層体及びその製造方法
【課題】透明性が高く、且つフィルムの面同士の滑性に優れたポリカーボネート樹脂製フィルムおよびその巻層体を提供する。
【解決手段】ポリカーボネート樹脂を溶融押出して得られる厚さが30〜300μm、全光線透過率が90%以上、Hazeが2%以下のフィルムであり、且つ当該フィルムの表面と裏面とが面接触した状態での静摩擦係数が0.01〜1.8であるフィルムを、マスキングフィルムを重ね巻きすることなくロール状に巻き取って得られるポリカーボネート樹脂製フィルムの巻層体、およびポリカーボネート樹脂を溶融押出して得られる厚さが30〜300μm、全光線透過率が90%以上、Hazeが2%以下のフィルムであり、且つ当該フィルムの表面と裏面とが面接触した状態での静摩擦係数が0.01〜1.8であり、粒径0.1〜25μmの微粒子の含有量が0.002重量%未満であるポリカーボネート樹脂製フィルム。
(もっと読む)
配向された高分子物品及び方法
少なくとも1つの表面上にミクロ構造体を有する、配向された高分子フィルム又は繊維などの延伸された物品、及びこのような物品を作製するためのプロセスが開示される。繊維を作製する方法は、第1の表面及び第2の表面を有し、長手方向寸法を有する本体を有する高分子フィルムを形成する工程を含む。フィルムはまた、本体の長手方向寸法に実質的に平行な方向で、本体の第1表面上に配置される複数の伸長するミクロ構造体も含み、伸長するミクロ構造体は、実質的に平行である。本体の長手方向寸法と実質的に平行な方向に高分子フィルムを延伸する工程、及び延伸された高分子フィルムを、本体の長手方向寸法に沿ってフィブリル化して1つ以上の繊維を提供する(各繊維は、その上に少なくとも1つのミクロ構造体を有する)工程を更に含む。 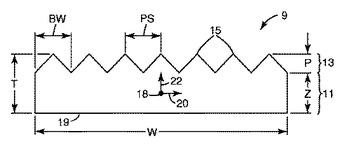 (もっと読む)
(もっと読む)
押出し成形用ダイス、押出し成形装置、多孔質膜、電解質膜および燃料電池
【課題】PTFEファインパウダーからなるペーストを効果的に練り混ぜることで、繊維化を十分に促進させることのできる押出し成形用ダイス、押出し成形装置と、該押出し成形装置によって製造される多孔質膜、電解質膜および燃料電池を提供する。
【解決手段】成形用ダイス1は、PTFEファインパウダーからなるペーストが充填される第1の中空体2と、中空体2に連通し、側面視が扇状の第2の中空体4とからなり、中空体2の下部開口22aは断面視矩形に成形され、その内壁面のうち、扇状の面に並行な辺の辺長をb、該辺に直交する辺の辺長をaとし、中空体4の2つの扇状の部分の離間長をcとした場合に、a/b>1、かつ、a/c>1の条件を満足するように構成されている。また、中空体4の内壁面には、中央付近が中空内部側に最も突出し、端部に向かって突出長が漸減する突起部41aが形成されている。
(もっと読む)
フィルムシート類成型用精密転写方法及びその精密転写装置
【課題】表面に微細な彫刻を施した彫刻ロールによるフィルムシート類表面に対する微細模様の転写形成に際し、転写性を良好にして高精度で精密転写させる。
【解決手段】表面に転写模様を付してある彫刻ロール3と、押圧成形ロール10との間に溶融合成樹脂材料を供給し、模様を付したフィルムシートSを成形する。このとき、彫刻ロール3外表面を、この彫刻ロール3と押圧成形ロール10との押圧成形の開始部位に配した加熱部4によって加熱し、押圧成形の終了部位では冷却している。加熱部4は、彫刻ロール3外表面の押圧成形部位を溶融合成樹脂材料の溶融温度とほぼ同一温度に加熱する。押圧成形ロール10は、彫刻ロール3の外周面に位置する一対の駆動ローラ11,12相互間に彫刻ロール3外周面に当接して循環する押圧帯13を掛巡して成る。
(もっと読む)
スクリューエレメント
少なくとも2つの混練ユニット(2)を有するスクリュー軸を備えた可塑化ユニットと共に使用するためのスクリューエレメント、特に混練エレメント(1)であって、混練ユニットが共通の軸例えばスクリュー軸例えばスクリュー軸上に配置可能であって、前記混練ユニットが所定の幾何学形状を有しており、特に両移行な可塑化及び減少された機械的な負荷に関連して、互いに相前後して配置された少なくとも2つの混練ユニットの幾何学形状が異なっている。  (もっと読む)
(もっと読む)
エンボスシートの製造方法
【課題】 表面性や転写性を確保しつつ、フラット性に優れ、横スジの発生がなくかつ位相差の低いエンボスシートを提供する。
【解決手段】 ダイ1から押し出された溶融状態の熱可塑性樹脂Mを、軸支点が固定されかつ表面にエンボス加工用の凹凸形状が施された固定ロール2と、軸支点が可動な2本以上のロール41,42に渡された金属製ベルト3とで挟圧することによって、厚み50〜130μmのエンボスシートを成形する方法において、固定ロール2に対するベルト3の抱き角を、固定ロール2の表面に0.5MPa以上の面圧で接触するベルト3の接触部31の円弧長が10〜20mmとなるように設定する。特に、円弧長が15〜20mmとなるように抱き角を設定した場合、横スジの発生がなく、光学用途に適したエンボスシートが得られる。
(もっと読む)
低減されたノイズレベルを呈する締着装置
ノイズ軽減区域及び締結構成要素を有する非弾性熱可塑性フィルム。ノイズ軽減区域は複数の開口を有し、複数の開口はそれぞれ、約4mm2〜約75mm2の面積を有する。締結構成要素は、締結構成要素がノイズ軽減要素に取り囲まれるようにして、ノイズ軽減区域内に配置される。  (もっと読む)
(もっと読む)
半導電性ベルト、半導電性ロール及びこれらを用いる画像形成装置
【課題】加工ストレスによる抵抗不均一を意識しない使い方が可能な半導電性ベルト/半導電性ロールを提供すること。
【解決手段】部分的に表面抵抗値が周囲と比較して高い異抵抗部が回動方向と垂直な方向に対して所定の角度を有する半導電性ベルト/半導電性ロールであって、異抵抗部の幅0.5mm〜50mm、角度30度〜60度であり、異抵抗部の個数1個〜10個である。
(もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】セルロースアシレートフィルムの厚み方向レターデーション値(Rth値)を制御する。
【解決手段】
セルロースアシレートを主成分としてフィルム原料を調製する。フィルム原料を押出機でダイに押し出す。ダイからセルロースアシレートシート41として吐出する。キャスト用ドラム17には表面粗さが25nmのものを用い、温度を116℃に調整する。弾性ドラム18には表面粗さが25nm、厚みZが1.5mmのシェル50を有するものを用いる。セルロースアシレートシート41が弾性ドラム18に接触する長さQを1.5cmとし、ドラム17,18から受ける線圧を90kg/cmとする。Rth値が32.3nm、変動率が0.5%に制御されているセルロースアシレートフィルムが得られる。
(もっと読む)
光学的な用途のためのプリズムフィルム
本発明は、プリズム構造を有する共押出し多層フィルム、プリズム構造を有する共押出し多層フィルムを製作するための方法及びプリズム構造を有する共押出し多層フィルムの用途に関する。 (もっと読む)
グラフィック用途の熱可塑性フィルムおよびその製造方法
一実施形態では、フィルムの製造方法は、熱可塑性材料を、この熱可塑性材料のガラス転移温度を超えて加熱するステップと、加熱した熱可塑性材料を、ダイを通して、艶のあるカレンダーロールと弾性のあるカレンダーロール上へと進めるステップと、加熱した熱可塑性材料を、艶のあるカレンダーロールと弾性のあるカレンダーロールの間に通してフィルムを形成するステップとを含む。この弾性のあるカレンダーロールは、約0.5μm〜約0.9μmの平均ロール表面粗さを有する。これらのカレンダーロール間のニップ圧は、約100kPa〜約2,000kPaである。このフィルムは、約0.5μm〜約0.9μmの平均フィルム表面粗さ、約10以下の光沢度、約60nm以下の平均応力、および約50以下の応力スプレッドを有する。  (もっと読む)
(もっと読む)
121 - 140 / 157
[ Back to top ]