
Fターム[4F207KK45]の内容
プラスチック等の押出成形 (29,461) | 押出成形の操作 (2,209) | 可塑化押出工程中材料の熱的処理 (113) | 特定部位に設けられた加熱冷却手段によるもの (101) | ダイに (44)
Fターム[4F207KK45]に分類される特許
1 - 20 / 44
樹脂発泡シートの製造方法
【課題】生産効率の低下を抑制しつつ、品質不良を抑制することが可能な樹脂発泡シートの製造方法を提供する。
【解決手段】押出機内で発泡剤を含んだ樹脂組成物を溶融混練しつつ前記押出機の先端部に装着されたダイから押出発泡させて発泡シートを連続的に形成させる押出工程を備えた樹脂発泡シートの製造方法であって、前記ダイの温度を前記押出工程での温度よりも高くして前記樹脂組成物を前記ダイから吐出させる予備吐出工程と、前記予備吐出工程の後、前記ダイに霧状の水を噴霧することにより前記ダイの温度を前記押出工程での温度まで低くする予備冷却工程とをさらに備え、前記予備吐出工程及び前記予備冷却工程の後、前記押出工程を実施することを特徴とする樹脂発泡シートの製造方法。
(もっと読む)
押出成型用口金及び板状体の製造方法

【課題】押出成型させる材料を部位別に温度制御することができ、得られる板状体の変形及び板状体を成型する際の金型への材料付着を抑制することができると共に板状体の品質を向上させることができる押出成型用口金並びに板状体の製造方法を提供する。
【解決手段】板状体10の押出成型に使用される押出成型用口金Aに関する。前記板状体10の厚み方向に温度差を形成するために、少なくとも一部が厚み方向に温度差が形成されるように温度調節手段5を備えて成る。
(もっと読む)
ヒータの温度制御方法及びこれを利用した温度制御装置
【課題】押出機等の加熱において効率的な加熱を行うこととともに資源保護、環境保護の観点からどのような使用条件下においてもヒータの過酷な使用を避け、ヒータの所定の寿命が確保できるようなヒータの温度制御方法及びこれを利用した温度制御装置を提供する。
【解決手段】本発明に係る温度制御方法は、押出機のシリンダ、金型又は付帯機器等の被加熱体の加熱源に用いられるヒータの温度制御方法であって、前記被加熱体の設定温度に対し、前記ヒータの温度が該ヒータの目標寿命から求められる設定温度を超えないように該ヒータの温度制御を行うことにより実施される。
(もっと読む)
押出発泡成形体の製造方法
【課題】 成形体を構成する各層間の剥離を抑制することができる、多層押出発泡成形体の製造方法を提供する。
【解決手段】 加熱可塑化した溶融樹脂を流れ方向に押出しながら金型で一定断面の形状に整えて連続的に成形する多層押出発泡成形体の製造方法において、高圧下で発泡剤を含有する少なくとも1つの溶融樹脂と、発泡剤を含有しない少なくとも1つの溶融樹脂からなる積層溶融樹脂を得る工程と、積層溶融樹脂を大気圧下に開放して発泡剤を気化させることにより高倍化させる工程との間に、積層溶融樹脂を高圧下で断面形状を保持した状態で下流側へ所定長さ移動させて積層溶融樹脂の構成層間の接着性を改善させる接着工程を設けた。
(もっと読む)
加熱溶融型成形装置
【課題】加熱溶融型成形装置から散逸する熱エネルギーを再利用可能であり、使用電力を削減する。
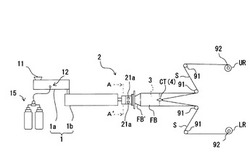
【解決手段】装置本体10と、装置本体10に連通し且つ熱可塑性材料が供給されるシリンダ20と、シリンダ20の先端に配設される成形ヘッド30と、シリンダ20及び成形ヘッド30を加熱し、シリンダ20内及び成形ヘッド30内の熱可塑性材料を加熱溶融する加熱装置40と、シリンダ内20に配設され、シリンダ20内の熱可塑性材料を成形ヘッド30に搬送する搬送スクリュー50と、一端がシリンダ20及び成形ヘッド30の少なくとも一方に接続され、他端が当該一方よりも低温である部位に接続された熱輸送部60と、熱輸送部60の他端側に接続された熱電変換素子70と、熱電変換素子70に接続され、熱電変換素70により発電した電力を蓄電する蓄電部80とを有する加熱溶融型成形装置1である。
(もっと読む)
ゴム部材の製造方法及び製造装置
【課題】押出機から押し出された帯状ゴムを吸着パッドで吸着移動させる際に、帯状ゴムの落下を抑制可能なゴム部材の製造方法及び製造装置を提供する。
【解決手段】押出機1の口金8からゴムを帯状に押し出し、この帯状ゴム2の先端部を吸着パッド5で吸着して成形機7まで搬送し、成形機7で帯状ゴム2を成形するゴム部材の製造方法であって、口金8から帯状ゴム2を押し出す際に、帯状ゴム2の吸着パッド吸着面に対応する口金部分を、押出機1から押出した直後のゴム温度以上に加熱することを特徴とする。
(もっと読む)
多層フィルム製造装置及び製造方法
【課題】溶融温度が異なる複数種の樹脂を用いて多層フィルムを共押出で製造する。
【解決手段】多層フィルム製造装置15は、内部に樹脂A,B,Cを溶融状態で流動させるマニホールド流路16,17,18を設けた複数の第一ダイ19,20、21を放射状に配設する。各第一ダイには溶融温度の異なる樹脂A,B,Cを各溶融温度に応じた温度で加熱するヒータ24を設けた。マニホールド流路16,17,18は各第一ダイから第二ダイ22に延びる。各マニホールド流路16,17,18は各第一ダイ内で拡幅部16b、17b、18bを形成し、その下流側に薄膜化する流路16c、17c、18cを形成する。第二ダイ22内で各流路を合一し、リップ27から積層状態で押し出して、多層フィルムを形成する。
(もっと読む)
押出成形金型の温調構造
【課題】あらゆる熱可塑性樹脂を原料とする押出成形を良好に行え、しかもシームレス製品の品質を安定させることのできる押出成形金型の温調構造を提供する。
【解決手段】押出成形金型の温調構造11は、コア1をその軸方向に貫く挿通孔13と、コア1に設けたインナヒータ15と、間隙31から押出される熱可塑性樹脂の径方向の収縮を規制するインサイドマンドレル17と、コア1の挿通孔13に挿通されインサイドマンドレル17に冷媒を導入する冷媒導入管19と、ダイ7に設けたアウタヒータ21とを備え、インナヒータ15が冷媒導入管19の周りに空隙35を介して配置されたものである。
(もっと読む)
流動性材料を塗布する方法
【課題】製造物の部品に溶融流動性材料を塗布する方法を開示する。
【解決手段】本件に開示される方法および装置は、適切な流動性材料の作成,流動性材料が塗布される方法に対する制御,流動性材料の塗布前の製品処理などに関する。さらに、本装置および方法は、自動車,航空宇宙および海洋輸送手段における表面と部品とに流動性材料を塗布するのに特に適する。
(もっと読む)
ポリオレフィン系樹脂による積層発泡シートの押出成形方法
【課題】ポリプロピレン系発泡樹脂層と、充填材を含有した非発泡ポリオレフィン系樹脂層を積層する押出積層発泡成形において、発泡シートの気泡を微細にし、連続気泡率を抑制し、シート外観や各種の物性や容器の成型性に優れたポリオレフィン系樹脂積層発泡シートを生産効率よく製造する。
【解決手段】発泡性ガスを含有するポリプロピレン系樹脂(A)と、充填材を含有するポリオレフィン系樹脂(B)を別々のスクリュー型押出機にて溶融混練し、合流部分を通して積層して成形ダイスへ供給し、ダイス出口より吐出させることにより積層発泡シートを製造する方法において、発泡性ガス含有溶融ポリプロピレン系樹脂のスクリュー先端部での樹脂温度を(T1)及び樹脂圧力を(P1)とし、充填材含有溶融ポリオレフィン系樹脂のスクリュー先端部での樹脂温度を(T2)及び樹脂圧力を(P2)としたときに、T1がポリプロピレン系樹脂の結晶化温度Tc+30〜70℃に調整され、P1が15〜30MPa、P2が10〜30MPaであり、0.8≦P1/P2≦1.8の関係を満たし、T2がT1−20≦T2≦T1+40を満たす、積層発泡シートの製造方法。
(もっと読む)
ポリグリコール酸固化押出成形物及びその製造方法
【課題】切削、穴あけ、切断などの機械加工により二次成形品に成形することが可能なポリグリコール酸固化押出成形物とその製造方法を提供すること。
【解決手段】温度270℃及び剪断速度120sec−1で測定した溶融粘度が10〜1,500Pa・sのポリグリコール酸を含有する樹脂材料から形成され、1.575〜1.625g/cm3の密度、並びに5mm以上100mm以下の厚みまたは直径を有するポリグリコール酸固化押出成形物;並びに該ポリグリコール酸を含有する樹脂材料を固化押出成形後、固化押出物を加圧して、フォーミングダイ方向に背圧をかけながら引き取り、それによって、固化押出物の厚み方向若しくは直径方向への膨張を抑制する工程を含むポリグリコール酸固化押出成形物の製造方法。
(もっと読む)
押出成形用ダイ及びダイ流路決定方法
【課題】ユニフォミティの向上と滞留時間の短縮の双方を図ることができる高ユニフォミティ型の押出成形用ダイを提供する。
【解決手段】ダイの幅方向中央部から端部に向かって断面積が漸減するマニホールド2がダイの幅方向中央部において流入口1に連通し、マニホールド2の径より狭いギャップh1を有すると共にダイの幅方向中央部から端部に向かって直線的に漸増する流路長を有する第1のスリット3がマニホールド2の下流側に連通し、第1のスリット3のギャップh1より狭いギャップh2を有すると共にダイの幅方向中央部から端部に向かって直線的に漸減する流路長を有する第2のスリット4が第1のスリット3の下流側に連通し、第2のスリット4のギャップh2より狭いギャップを有すると共に幅方向にわたって均一な流路長を有する第3のスリット5が第2のスリット4の下流側に連通する。
(もっと読む)
ヒータの取付け構造
【課題】複数のヒータの取り付け、取り外しが容易で周囲の気流の影響を低減した取り付け構造を提供する。
【解決手段】複数のヒータ12を保持する保持体13の取付け面に保持溝16を形成し、複数のヒータ12を、その位置が保持体13の長手方向に異ならるように前記保持溝16内に保持し、ヒータ12が加熱対象であるTダイに接触するように、保持体13をTダイに取り付けている。
(もっと読む)
多層光学フィルム製造方法
【課題】同時押出しポリマー多層光学フィルムを製造する方法および装置を提供する。
【解決手段】多層光学フィルムは、多層光学フィルム全体として特定の層厚さおよび規定の層厚さ勾配を有する2種類以上の材料の層の規則正しい配列を有する。方法および装置は、光学フィルムの個々の層厚さ、層厚さ勾配、屈折率、層間付着、および表面特性の調整を改善することを可能にする。上記の方法および装置は、紫外、可視および赤外スペクトルの多様な部分で光学的に有効な干渉偏光子、鏡および着色フィルムの製造に有用である。
(もっと読む)
固形燃料製造装置、固形燃料の製造方法
【課題】樹脂とバイオマス材料を原料とする固形燃料を製造する技術を提案する。
【解決手段】固形燃料製造装置は、スクリュー12を備えた本体10と、ダイス20とを備える。ダイス20は、貫通孔22の穿たれたダイス板21と、貫通孔22と同径の孔を持ち貫通孔22と同軸でダイス板21に取付けられた細管23とを備える。本体10に投入された樹脂とバイオマス材料を含む原料は、スクリュー12によりダイス20に向けて送られる。ダイス20に到達したとき、原料中の樹脂は溶融している。原料は、貫通孔22から細管23の孔に押し込まれる。原料中の樹脂は、細管23の中で冷えて硬化する。細管23の先端から押出された原料は切断機構30で切断され、ペレット状の固形燃料となる。
(もっと読む)
アクリル系熱可塑性樹脂フィルムおよびその製造方法
【課題】 耐熱性・光学的等方性・透明性に優れ、かつ、取り扱い性・加工性にもすぐれたアクリル系熱可塑性樹脂フィルムを提供すること。
【解決手段】 以下の(i)〜(iv)を満足するアクリル系熱可塑性樹脂フィルムとする。
(i)面内の各方向における引き裂き性の最小値が1300mN/mm以上
(ii)厚みが5〜100μm
(iii)厚み方向位相差Rthが−8〜8nm
(iv)面内位相差Δndが8nm以下
(もっと読む)
熱可塑性被成形材料の押出成形装置
【課題】ケーシングの内部で熱により軟化させ熱可塑性の被成形材料をノズルを通し外部に押し出すことにより、所定断面形状の固形品を成形する場合において、この固形品を所望強度にできるようにして、この固形品が、その取り扱い過程において、所定形状を維持できるようにする。
【解決手段】熱可塑性被成形材料の押出成形装置は、ほぼ水平に延びる軸心8を有し、その内部に熱可塑性の被成形材料2が投入可能とされる筒形状のケーシング9と、このケーシング9に固着され、このケーシング9の内部を外部に連通させるノズル孔10が形成されたノズル11と、ケーシング9の内部に設けられ、軸心8回りに回転駆動することにより、被成形材料2をノズル11のノズル孔10を通し外部に押し出し可能とする押出機12とを備える。ノズル11を加熱するヒータ48を設けると共に、ノズル11のノズル孔10の内面から突出するフィン49を設ける。
(もっと読む)
カテーテル及びその製造
カテーテルは長手方向に延びる本体を含み、同本体は基端及び先端を有するとともに、基端から本体を貫通して先端まで長手方向に延びるとともに折り返して基端まで戻る少なくとも一つの内腔を定義する。例えばガリスタンのようなガリウムとインジウムとの合金である液体金属は内腔に配置される。別の態様において、カテーテルは第一及び第二の内腔を定義する長手方向に延びる本体を含む。電気的に駆動される装置が本体の先端に連結され、第一及び第二の内腔と電気的に連通する。電源が第一及び第二の内腔と電気的に連通し、液体金属が第一及び第二の内腔に配置され、電源と電気的に駆動される装置との間に導電管を提供する。各内腔は本体の基端から先端まで、そして再び基端に戻るループであり得る。 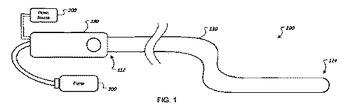 (もっと読む)
(もっと読む)
押出し成形機
【課題】 押出し成形直後における熱可塑性樹脂の過度の膨張を抑制することのできるノズルを提供する。
【解決手段】 熱可塑性樹脂(2)を溶融しながら押出し成形する押出し成形機に設けられ、先端部から熱可塑性樹脂を排出するノズル(4)であって、ノズルの内部における断面積が、ノズルの基端部から先端部に向かって連続的に減少している。ここで、ノズルの内部における断面形状が略円形状である場合には、ノズルの内径を、基端部から先端部に向かって連続的に減少させることができる。
(もっと読む)
結晶性ポリオレフィン系樹脂フィルムの製造方法
【課題】得られる結晶性ポリオレフィン系樹脂フィルムの厚み斑及び有色欠点を抑制することができると共に、Tダイのリップが破損することを抑制できる結晶性ポリオレフィン系樹脂フィルムの製造方法を提供すること。
【解決手段】本発明の結晶性ポリオレフィン系樹脂フィルムの製造方法は、結晶性ポリオレフィン系樹脂をTダイのリップから押し出して、フィルム状に成形する工程を備え、Tダイからの結晶性ポリオレフィン系樹脂の押し出しを停止した状態であり、且つリップの表面温度が60℃より高い状態にある押出停止時点から、Tダイからの結晶性ポリオレフィン系樹脂の押し出しを開始する押出開始時点までの間、リップを80〜180℃の不活性ガス雰囲気中に保持する。
(もっと読む)
1 - 20 / 44
[ Back to top ]