
Fターム[4F207KM13]の内容
プラスチック等の押出成形 (29,461) | 押出成形の補助、付属操作及びその装置 (1,501) | 制御 (1,253) | 調整制御部位 (959) | 供給工程 (106)
Fターム[4F207KM13]に分類される特許
21 - 40 / 106
樹脂成形体の製造方法
【課題】 押出機から押出された樹脂をポリマーフィルタに通過させて、異物が除去されるよう樹脂成形体を製造するときに、ポリマーフィルタの破損を防止することができる樹脂成形体の製造方法を提供する。
【解決手段】 樹脂成形体の製造方法では、所定のメルトボリュームフローレイト値を有する熱可塑性樹脂からなる樹脂成形体を製造する。このような樹脂成形体の製造方法は、濾過工程と成形工程とを含む。濾過工程では、所定のMVR値よりも大きいMVR値を有する熱可塑性樹脂を前記ポリマーフィルタに通過させた後、所定のMVR値を有する熱可塑性樹脂を前記ポリマーフィルタに通過させて濾過処理を行う。成形工程では、濾過処理後の熱可塑性樹脂を成形する。
(もっと読む)
押出し成形体
【課題】ダイスの寸法との乖離が小さい、成形体を与え得る熱可塑性エラストマー組成物を提供すること。
【解決手段】 下記成分(A)30〜70重量部および下記成分(B)70〜30重量部を含有してなる熱可塑性エラストマー組成物を押出し成形して得られる成形体(ただし、成分(A)と成分(B)の合計を100重量部とする)。
成分(A):ポリプロピレン系樹脂
成分(B):125℃におけるムーニー応力緩和面積が100〜300であるエチレン−α−オレフィン共重合体
成分(A)の20℃キシレンに不溶の成分の固有粘度(135℃、テトラリン)[ηcxis]が0.8〜2.3dl/gである前記成形体。
成分(A)の20℃キシレンに可溶の成分の含有量が8〜30重量%であり、該成分の固有粘度(135℃、テトラリン)[ηcxs]が1〜10dl/gである前記成形体。
(もっと読む)
スクリュピース構造

【課題】本発明は、混練部の入口に位置する搬送スクリュピースにテーパー加工部を設けることにより、シリンダ内部圧力および負荷変動を低減させることを目的とする。
【解決手段】本発明によるスクリュピース構造は、二軸押出機のシリンダ(1)内に設けられ、樹脂又は樹脂と副原料を混練するための混練部(3)の入口(3a)に配設された搬送スクリュピース(2)からなるスクリュピース構造において、前記搬送スクリュピース(2)の下流位置(P1)にテーパー加工部(11)を設けた構成である。
(もっと読む)
熱可塑性樹脂成形物の製造方法および製造装置
【課題】無機充填材に水分が含まれていた場合でも、成形機中で水蒸気が発生することを防ぎ、安定した品質の熱可塑性樹脂成形物の製造方法および製造装置を提供する。
【解決手段】熱可塑性樹脂成形物の原料である熱可塑性樹脂の樹脂材を、樹脂材用ホッパから供給する樹脂材供給工程と、無機物を含む充填材を、充填材用ホッパから供給する充填材供給工程と、樹脂材供給工程で供給された熱可塑性樹脂と、充填材供給工程から供給された充填材とを混練する混練工程と、混練工程で混練された、充填材を含む熱可塑性樹脂を成形する熱可塑性樹脂成形工程とを備え、充填材供給工程は、充填材に含まれている水分を除去する充填材水分除去工程を含み、充填材供給工程は、充填材水分除去工程によって充填材に含まれている水分を除去しながら、充填材を混練工程に供給する。
(もっと読む)
押出方法及びこれを適用した発泡絶縁体押出方法
【課題】内部導体がクロスヘッド心金の中心に対して偏芯することを防止する押出方法を提供する。
【解決手段】内部導体の外周に内部層が形成された被覆電線を、クロスヘッド心金を有するクロスヘッドに送り、クロスヘッドで被覆電線の外周に外部層用材料を押出被覆して外部層を形成する押出方法において、被覆電線の外周に外部層用材料を押出被覆する際、被覆電線の径とクロスヘッド心金の径を同じくなるように押し出し、クロスヘッド心金の内周部に内部層の材料である内部層用材料を滞留させ、内部導体をクロスヘッド心金の中心に固定する方法である。
(もっと読む)
エチレン−ビニルエステル系共重合体ケン化物成形物の製造方法
【課題】 EVOH樹脂を主成分とし、ガスバリア性と酸素吸収性の双方を兼ね備えた成形物を製造する方法、並びに当該方法により製造される成形物及び多層構造体を提供する。
【解決手段】 溶融成形法によりエチレン−ビニルエステル系共重合体ケン化物の成形物を製造する方法において、(A)エチレン−ビニルエステル系共重合体ケン化物に対し、1〜30重量%の(B)酸素吸収剤及び1〜50重量%の(C)水和物形成性の塩の水和物の完全脱水物又は部分脱水物の存在下で、溶融成形することを特徴とする。
(もっと読む)
ポリプロピレン系フィルムおよびその積層体
【課題】
本発明は、パウチの大型化に際しても、耐低温衝撃性、ヒートシール性、耐屈曲白化性、耐ユズ肌性、耐ブロッキング性等を高いレベルでバランス良く兼備したレトルト包装用シーラントフィルムおよびその積層体を提供することにある。
【解決手段】
本発明のポリプロピレン系フィルムは、(a)プロピレン・エチレンブロック共重合体80〜96重量%、(b)炭素数3〜10のα−オレフィンとエチレンとを含有し、密度が0.86〜0.90g/cm3であるエチレン・α−オレフィン共重合体エラストマー2〜10重量%、および(c)密度0.94〜0.97g/cm3のポリエチレン系重合体2〜10重量%からなる樹脂組成物を溶融製膜したポリプロピレン系フィルムであって、(a)プロピレン・エチレンブロック共重合体は、20℃キシレン不溶部の割合が75〜90重量%で、該不溶部の極限粘度([η]H)が1.8〜2.2dl/gであり、該可溶部の極限粘度([η]EP)が2.5〜3.3dl/gであって、かつ、[η]H+0.6≦[η]EPであることを特徴とする。
(もっと読む)
ロッドの製造方法
【課題】直径及び直線性の点で寸法精度が高いロッド、とりわけそのような円形ロッドの製造を可能にすること。
【解決手段】最外層を形成し、かつ少なくとも50質量%が部分結晶性の熱可塑性樹脂から成る第一のプラスチック成形材料から、プラスチック異形材を押出成形する工程、キャリブレーターの内部で、押出成形されたばかりの異形材を、第二のプラスチック成形材料で充填する工程、及び新たに形成されたロッドをサイジングし、引き取り、冷却する工程を有する、ロッドの製造方法において、前記第一のプラスチック成形材料が、クリスタリット融点Tmが少なくとも170℃であり、結晶化温度Tkが、Tmを最大70K下回り、かつ溶融エンタルピーΔHが、少なくとも20J/gであるという特性値を有することを特徴とする、前記製造方法。
【効果】本発明によるロッドはとりわけ、完成部材の切削製造用半製品として適している。
(もっと読む)
ポリエステルフィルム及びその製造方法、太陽電池用バックシート、並びに太陽電池モジュール
【課題】回収樹脂を再利用し、耐加水分解性に優れ、且つ面状均一性に優れたポリエステルフィルムの製造方法を提供する。
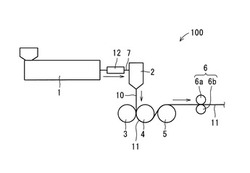
【解決手段】フィーダ1aを有する供給部1、二軸押出機2、及びギアポンプ3を少なくとも備えた押出成形装置を用い、前記供給部1から前記二軸押出機2に、原料ポリエステル樹脂と、該原料ポリエステル樹脂とは嵩比重、サイズ、及び極限粘度の少なくとも一つが異なる回収ポリエステル樹脂とを、平均樹脂供給量に対して1〜30%の割合で変動させて、供給するポリエステルフィルムの製造方法。
(もっと読む)
フィルムキャパシタ用フィルム及びその製造方法
【課題】優れた耐電圧性、耐熱性、及び生産性を向上させる摺動性を有するフィルムキャパシタ用のシンジオタクチックポリスチレン系無延伸フィルム及びその製造方法を安価に提供する。
【解決手段】 シンジオタクチックポリスチレン系樹脂組成物からなる成形材料を、混練、調製して、押出機1からTダイス7でフィルムに溶融押し出しした後、圧着ロール9と、冷却ロール10との間に挟んで冷却して巻取管16で巻取ることにより、150℃において、最小値≧300V/μm、平均値≧380V/μm、標準偏差σ≦40の絶縁破壊電圧と、室温において≦0.50の動摩擦係数とを有するシンジオタクチックポリスチレン系無延伸フィルムからなる厚さ≦10μmのフィルムキャパシタ用フィルムを製造する。
(もっと読む)
二軸押出機、それを用いた熱可塑性樹脂フィルムの製造方法
【課題】炭化物の生成を効果的に抑制し、欠点個数の少ないフィルムを得るための、二軸押出機及び製造方法を提供する。
【解決手段】二軸押出機のスクリュー2の最外径6をDとした際に、第1ベント下のスクリューピース7の原料搬送方向の長さが、0.5D〜1.25Dであることを特徴とする二軸押出機である、さらに該二軸押出機を用いた工程を有する熱可塑性樹脂フィルムの製造方法である、さらに二軸押出機の原料投入部3から窒素ガスを導入する該フィルムの製造方法である。
(もっと読む)
積層フィルム
【課題】高い光線透過率を有する積層フィルムを提供すること。
【解決手段】エチレンテレフタレート単位を主たる繰り返し単位とするポリエステル(I)からなる基材層の少なくとも片面に、該ポリエステル(I)よりも融点Tmが5〜40℃低いエチレンテレフタレート単位を主たる繰り返し単位とするポリエステル(II)と、屈折率1.45〜1.65、平均粒径4〜12μmの粒子とからなる光学機能層を有し、光学機能層表面の中心線平均表面粗さRaが15〜300nmであり、全光線透過率が91.0%以上である積層フィルム。
(もっと読む)
樹脂被覆装置及び樹脂被覆方法
【課題】樹脂被覆装置において、外観による識別が可能な樹脂被覆線材を低い製造コスト製造する。
【解決手段】本発明の樹脂被覆装置1は、走行する金属線材Wの全周囲に対して、第1の樹脂3を金属線材の長手方向に沿って連続的に被覆する被覆手段4と、被覆手段4で第1の樹脂3の被覆層が形成された被覆線材の周囲の一部に対して、第2の樹脂5を長手方向に沿って断続的に被覆することで断続する複数の樹脂突起6を形成する突起形成手段7を備えていることを特徴とするものである。
(もっと読む)
発泡壁紙用原反の製造方法
【課題】製膜性が良好であり、しかも樹脂層と紙質基材との密着性が高く且つカール発生が抑制されている発泡壁紙用原反の製造方法を提供する。
【解決手段】紙質基材上に非発泡樹脂層A、発泡剤含有樹脂層及び非発泡樹脂層Bが順に積層された発泡壁紙用原反の製造方法であって、
(1)非発泡樹脂層A、発泡剤含有樹脂層及び非発泡樹脂層Bは、同時溶融押出しにより形成された後、当該3層からなる樹脂シートを2本のロール間に挟んで製膜し、製膜後の樹脂シートを紙質基材上に積層してラミネートされ、
(2)非発泡樹脂層Aを形成するための樹脂組成物は、融点が60〜80℃、且つ、酢酸ビニル含有量が20〜40重量%のエチレン−酢酸ビニル共重合体樹脂を含有する、
ことを特徴とする製造方法。
(もっと読む)
成形品の製造方法
【課題】成形工程のみで複数の成形品表面特性を担持させることのできる製造方法を提供する。
【解決手段】コア層の少なくとも一部に、少なくとも一層のスキン層を有する成形品の成形方法であって、前記コア層用の合成樹脂のビカット軟化点以上の温度で、コア層を成形すると共に該コア層と二種以上の固体シートを積層する工程を有する成形品の製造方法。
(もっと読む)
光学フィルムの製造方法
【課題】溶融製膜によりフィルムを成型し、延伸により光学特性等の物性を調整する光学フィルムの製造方法において、目標の物性に調整するとともに、条件調整に伴い発生するロスの量を削減し、複数の樹脂を使用した場合にも、物性の変動を抑制し、また、変動した場合においても容易に調整する手段を提供する。
【解決手段】溶融製膜し延伸することにより光学フィルムを製造する方法において、初期返材比率R0/M0を設定し、押し出し条件、製膜条件および延伸条件を設定し製造を開始したのちに、物性をモニターしながら、押し出し条件、製膜条件を一定にした状態で、物性が許容範囲に入るように、返材比率R/Mを再設定することを特徴とする光学フィルムの製造方法。(ただし、Rは返材の質量、R0は初期の返材の質量、Mはバージン材料の質量、M0は初期のバージン材料の質量である。)
(もっと読む)
発泡フィルム
【課題】剛性ならびに発泡状態が良好で、表面の外観性、断熱性に優れた発泡フィルムを提供する。
【解決手段】密度が930〜960kg/m3、190℃、2.16kg荷重におけるメルトフローレートが0.1〜20g/10分、190℃におけるダイスウェルが1.30〜2.00であるポリエチレン系樹脂組成物を含んでなることを特徴とする発泡フィルム。
(もっと読む)
建築材料並びにその施工方法
【課題】表面に接着性積層物を設けるのではなく、建築材料そのものを改良して接着剤との親和性を向上させ、壁紙、石膏ボード、パテとの接着強度を向上させうる建築材料を提供する。
【解決手段】ポリプロピレン樹脂、ポリエチレン樹脂、塩化ビニル樹脂などの(A)熱可塑性樹脂、および(B)アミロペクチンを含む粉粒状物質を、(A)熱可塑性樹脂100重量部に対して(B)アミロペクチンが5重量部乃至40重量部なるように、例えば(B)アミロペクチンを含有するうるち米、もち米、或いはコンスターチ等のデンプン粉粒状物質を配合し、更に必要に応じて(C)加工助剤や(D)相溶化剤を含有させた熱可塑性樹脂組成物を少なくとも接着面に有する押出成形体とし、該接着面がサンドクロスやサンドペーパーなどで前記粉粒状物質が露出するように処理されている押出成形体。
(もっと読む)
ポリフェニレンエーテル系シート及びその製造方法
【課題】耐熱性を下げることなく、耐衝撃性、及び生産性に優れた、ポリフェニレンエーテル系樹脂層を有するシート及びその製造方法を提供する。
【解決手段】下記条件(A)を満たす特定のポリフェニレンエーテル系樹脂層[(I)層]と特定の高密度ポリエチレン系樹脂層[(II)層]とを、前記(II)層が口金と接する面に存在するように共押出する、積層ポリフェニレンエーテル系シートの製造方法。条件(A):300℃で測定した高化式フローテスターの100sec-1における(I)層と(II)層の見かけ剪断粘度の比[(I)層/(II)層]が、1.0以上10.0以下の範囲である。
(もっと読む)
ポリエステルフィルム及びその製造方法、太陽電池用バックシート、並びに太陽電池モジュール
【課題】耐加水分解性に優れ、被着物との間の密着性と耐電圧性を長期に亘り保持できるポリエステルフィルムの製造方法を提供する。
【解決手段】アルミニウム及びアルミニウム化合物からなる群より選ばれる少なくとも1種を重合触媒として含むと共に極限粘度が0.71以上0.90以下であるポリエステル原料樹脂を、該押出機の吐出量(Q/N;Qは単位時間当たりの押出量[kg/hr]を表し、Nはスクリュ回転数[rpm]を表す。)を理論最大吐出量の50%〜80%として、押出機により溶融押出する押出工程と、溶融押出されたポリエステル樹脂をキャストロール上で冷却固化することにより未延伸フィルムを形成する未延伸フィルム形成工程と、形成された未延伸フィルムを縦方向及び横方向に二軸延伸する二軸延伸工程と、二軸延伸して形成された延伸フィルムを熱固定する熱固定工程とを有している。
(もっと読む)
21 - 40 / 106
[ Back to top ]