
Fターム[4F208AA15]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 樹脂材料等(主成形材料) (2,080) | ポリハロゲン化ビニル系(ポリ塩化ビニリデン) (55) | ポリ塩化ビニル (29)
Fターム[4F208AA15]に分類される特許
1 - 20 / 29
熱成形装置、及び熱成形方法
【課題】ロールシートとカットシートを併用する。
【解決手段】加熱手段によりシートを輻射加熱する加熱部と、前記加熱部から前記シートの移送方向の下流側に配置されて前記輻射加熱されたシートを成形する成形部と、を有する熱成形装置であって、シートを前記加熱部から前記成形部に移送する移送手段と、前記加熱手段と前記シートとの間に設けられた遮蔽板と、前記遮蔽板に取り付けられ、該遮蔽板の下流側において輻射加熱されるシートを把持する第一の把持機構と、前記第一の把持機構から下流側であって前記成形部から上流側に設けられ、前記輻射加熱されるシートを把持する第二の把持機構と、を有する。
(もっと読む)
熱板を用いた熱成形装置及び熱成形方法

【課題】熱板を用いた省エネルギー型の熱成形の技術を提供することを課題とする。
【解決手段】熱成形可能なシートS1を熱板60で接触加熱した後、該シートS1を成形手段20により成形する熱成形装置1において、前記熱板60の外周60cが断熱材110で囲まれている熱成形装置1。また、熱成形可能なシートS1を熱板60で接触加熱した後、該シートS1を成形手段20により成形する熱成形方法において、前記熱板60の外周60cを断熱材110で囲み、該熱板60で前記シートS1を接触加熱した後、該シートS1を前記成形手段20により成形する熱成形方法。
(もっと読む)
立体型の飾り物が形成された人工ネイルの製造方法
【課題】立体型の飾り物が形成された人工ネイルの製造方法を提供する。
【解決手段】立体型の飾り物と文様とを含んだデザインをベース基材に形成するデザイン段階S10と、爪の形状が複数個形成された真空成形モールドに供給されたベース基材を吸着させる本体成形段階S20と、吸着されたベース基材をそれぞれの人工ネイルの形状に切断して人工ネイル本体を形成する切断段階S40と、を含み、デザイン段階S10は、ベース基材に文様を印刷する平板印刷段階と、文様の形成位置に文様の形状に光が透過されるように透明の立体型の飾り物を設ける立体型飾り物形成段階と、を含む。
(もっと読む)
耐燃焼性成形体の製造方法
【課題】難燃性、耐衝撃に優れた耐燃焼性シートを、良好に二次加工することができる耐燃焼性成形体の製造方法を提供することを目的とする。
【解決手段】耐燃燃焼性層が、熱可塑性樹脂及び黒鉛を含む耐燃焼性樹脂組成物によって形成され[耐燃燃焼性層の厚み]×[耐燃燃焼性層の熱伝導率]で規定する[耐燃燃焼性層の熱伝導量]が1.5mW/K以上である耐燃焼性シートを1段階目に予備延伸した後、2段階目に本成形する真空成形方法。
(もっと読む)
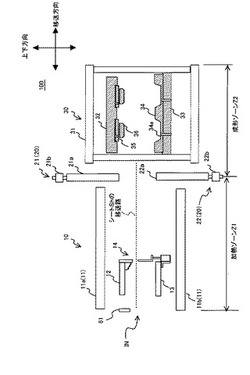
無菌充填包装体の製造方法、及び製造装置
【課題】内容物の注出具の保護性、内容物の注出性及びタンパーエビデント性が改善された、折り畳み誘導線が形成されたプラスチック容器本体内に内容物を無菌的に充填すると共に、前記容器本体と一体成形された保護ケース内に注出具を収納した無菌充填包装体の製造方法及び製造装置を提供する。
【解決手段】次の工程で無菌充填包装体を製造する。(1)パリソン27をプラスチック容器本体用金型32に配置し(2)パリソン27内に挿入したノズル24から無菌エアーを吹き出して容器本体2のブロー成形を行った後に、(3)該ノズル24から容器本体2内に内容物を充填後、該ノズル24を退避させ、ついで(4)内容物の注出具5を容器本体2の上部のパリソン27に挿入した後に、(5)保護ケース用金型31の型締めを行い、(6)前記容器本体2の上部のパリソン27から保護ケース6を形成する。
(もっと読む)
熱形成により任意の形状のコアを塗装するための方法、その実施のための自動機械及びそのような方法により得られた、仕上げられた製品
エアバッグ
【課題】エアバッグ装置に組み込まれる樹脂製のエアバッグにおいて、さらなる展開膨張に際しての安定性及び迅速性が確保し易くなる、新規な構成のエアバッグを提供すること。
【解決手段】車両に搭載されるエアバッグ装置Mに組み込まれて、ガス充満膨出時に乗員と車内壁との間に乗員拘束緩衝部Bを形成する膨張部12を備えた樹脂製のエアバッグ。膨張部12を軟質樹脂材料でガス充満膨張形状に附形して成形する。該膨張部12は、折り畳み可能な可撓性を有し、さらに、ガス充満膨張形状が、乗員側へ膨出する鉛直断面山形状(湾曲状)とされて、乗員拘束緩衝部Bに肉盗み空間Sを形成する。
(もっと読む)
光の反射防止効果を有する成型品
【課題】優れた光の反射防止効果を有する成型品を効率良く簡便に提供することにある。更に、優れた光の反射防止効果や優れた光の透過性能を有する光の反射防止効果を有する成型品に要求される表面形状と物性を見出し、かかる特定の表面形状と物性を有する光の反射防止効果を有する成型品を提供すること。
【解決手段】表面に微細形状を有する型を用い、該型が表面に有する微細形状を熱可塑性樹脂に熱転写し成型してなる成型品であって、その表面に平均高さ100nm以上1000nm以下の凸部又は平均深さ100nm以上1000nm以下の凹部を有し、その凸部又は凹部が、少なくともある一の方向に対し平均周期50nm以上400nm以下で存在していることを特徴とする成型品。
(もっと読む)
合成樹脂シートと不織布との積層シート及びその積層シートによる容器並びに容器の成形方法
【課題】外層となる硬質或いは半硬質の合成樹脂シートの内側凹部の底部及び側部と非接触の不織布のみに収納物品が接触することになるので、外部からの衝撃が該収納物品に損傷を与えることを防止することが可能となるものである。
【解決手段】薄厚の合成樹脂シートに物品を収納するための凹部を形成し、該凹部の内側となる底面及び側面全体を非貼着状態で不織布を配設し、該凹部の上端周枠のみを合成樹脂シートと貼着してなることを特徴とする請求項1又は2記載の合成樹脂シートと不織布との積層シートによる容器。
(もっと読む)
物品の外傷防止用保護カバーの製造方法
【課題】廉価かつ簡便に製造することができる物品の外傷防止用保護カバーの製造方法を提供する。
【解決手段】0.1MPaにおける沸点がシートを構成する熱可塑性樹脂のビカット軟化点より高く物品の耐熱温度より低い液状物を沸騰させ、前記液状物で前記シートを加熱し、軟化した該シートを前記物品に圧接し、さらに前記液状物で前記シートを加熱しながら前記物品と接する反対面から前記シートを押圧する0.1MPaにおける沸点が熱可塑性樹脂のビカット軟化点より高く物品の耐熱温度より低い液状物を加熱し、該液状物から熱可塑性樹脂からなるシートに伝熱により加熱し、軟化したシートを物品に圧接し、液状物でシートを加熱しながら物品と接する反対面からシートを押圧する。液状物としては、水又は熱媒体油が好適である。
(もっと読む)
真空圧空成形露光装置及び露光方法
【課題】本発明は、複雑な立体形状を有する金型であっても、密着性のよいフォトマスクが容易に作成でき、しかも繰り返し露光を可能とする再現性の高い位置決め精度を有する露光装置を提供することを目的とする。
【解決手段】熱間プレス成形用金型の表面に成膜したレジスト膜に、露光により所定のパターンを転写する真空圧空成形露光装置であって、レジスト膜が表面に成膜された成形用金型を気密に収容する気密容器と、前記成形用金型を載置する台座と、所定のパターンが形成されたシートを加熱して軟化する加熱機構と、軟化したシートを金型に被せた際にシート下面を台座に吸着させる吸引部と、前記吸引部に接続された吸引機構と、軟化したシートを前記成形用金型に吸着させた状態で当該シートにおける前記パターンをレジスト膜に露光する露光機構と、前記気密容器内を加圧する気体を供給する気体供給部と、を有していることを特徴とする。
(もっと読む)
発泡壁を有する容器の外観を変化させる方法
容器の外観を変化させる方法を開示する。該方法は、壁部に非反応性ガスを閉じ込めたポリマー予備成形物を射出成形し、予備成形物をポリマー軟化温度より低い温度に冷却し、予備成形物をポリマー軟化温度よりも高い所定温度に再加熱し、再加熱した予備成形物をブロー成形して、微孔質発泡体セル中に非反応性ガスを含ませた微孔質発泡ポリマーから本質的になる容器を作製する工程を有する方法で、容器の外観は上記所定温度に応じて変わる。 (もっと読む)
ラッピング立体成形体及びその製造方法
【課題】凹凸その他の立体パターンごとに成形型を作製する必要なく、基材の表面に立体的装飾を付与することが可能なラッピング成形体を提供する。
【解決手段】基材31の主表面上に、立体部材32をあらかじめ配置しておき、その上に装飾フィルムを真空圧着することによって、金型を作製することなく、任意の凹凸パターン、立体的形状を付与する。
(もっと読む)
フォーム層を有する複合成形容器
複合成形プレフォーム及びこれから吹込成形された容器が開示され、複合成形プレフォーム及び複合成形容器は、外側発泡層を有する。 (もっと読む)
ブロー成形体
【課題】本発明は、耐衝撃性、特に低温耐衝撃性に優れるとともに、透明性、表面光沢性にも優れたブロー成形体を提供することを目的としている。
【解決手段】本発明のブロー成形体は、メタロセン系触媒で重合され、メルトフローレートが0.1〜100g/10min、融点が100〜155℃の範囲にあり、室温n-デカンに不溶な部分(Dinsol)95〜60重量%と室温n-デカンに可溶な部分(Dsol)5〜40重量%とから構成され、前記DinsolおよびDsolが特定要件を満たすプロピレン系ランダムブロック共重合体(A)からなることを特徴としている。
(もっと読む)
改良されたバルーンカフ付き気管切開チューブを製造するためのチューブ状ワークピース
膨張可能バルーン部材にブロー成形されるチューブ状ワークピースが提供される。前記チューブ状ワークピースは、熱可塑性ポリマーから成り、ルーメン及び非対称的な壁厚を有する原料チューブである。前記チューブをモールド内で前記チューブの材料を柔軟化させるのに十分な温度まで予熱した後、気体で膨張させて前記チューブの材料を概ね不均一に伸張させることにより、前記チューブからバルーン部材を作製することができる。前記バルーンは、使用されるモールドのタイプに応じて不均一な壁厚を有する。前記バルーンは、従来の手法を用いて中空チューブに取り付けられ、気管切開チューブが作製される。 (もっと読む)
固体状態の気泡熱可塑性樹脂製品をブロー成形する方法
気泡熱可塑性樹脂製品を製造するためのプロセスが開示される。本プロセスは、熱可塑性材料から製造した固体パリソンをある期間の間、高圧において、飽和ガスによって処理して、ガス飽和パリソンを供給するステップと、そのガス飽和パリソンを加熱して、気泡パリソンを作成するステップと、その気泡パリソンを金型の中に設置するステップと、その気泡パリソンに成形ガスを吹き込んで、その気泡パリソンをその金型の形状に膨らませて、造形された気泡製品を供給するステップとを含む。 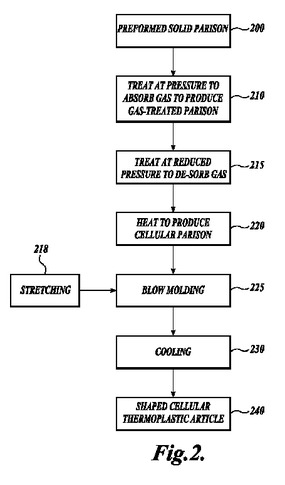 (もっと読む)
(もっと読む)
家電・OA機器用外装部品及び家電・OA機器
【課題】難燃性規格を満足しながらもリサイクル性、環境性、耐光性、及び耐溶剤性にも優れた家電・OA機器用外装部品及び該外装部品を用いた家電・OA機器の提供。
【解決手段】熱可塑性ポリエステル系樹脂100質量部に対して有機スルホン酸化合物、有機カルボン酸化合物及びこれらの金属塩の少なくともいずれかを0.0002〜0.8質量部含有する難燃性樹脂組成物を成形してなる家電・OA機器用外装部品である。該成形が、射出成形、ガスインジェクション成形、及びブロー成形のいずれかである態様、前記熱可塑性ポリエステル系樹脂が、ポリエチレンテレフタレート樹脂及びポリエチレンテレフタレート樹脂を含むアロイ樹脂のいずれかである態様などが好ましい。
(もっと読む)
成形体の製造方法および成形体
【課題】熱可塑性樹脂(組成物)から成形体を製造する方法であって、耐熱性および生産性に優れた成形体の製造方法を提供すること。
【解決手段】熱可塑性樹脂または熱可塑性樹脂組成物からなり加熱軟化された一次成形体を金型に接触させて、該一次成形体に金型形状を転写する工程を含む加工方法によって成形体を製造する方法であって、上記一次成形体を上記金型に接触させる際に、上記一次成形体の、上記金型との接触面とは反対側の面に、上記熱可塑性樹脂のガラス転移温度以上、融点以下、かつ50℃以上の温度であるガス状物質を接触させることを特徴とする成形体の製造方法。
(もっと読む)
加飾成形品およびその製造方法
【課題】 貼着工程において成形品本体がつぶれて部分的な変形が生じず、成形品本体の外観性にすぐれた加飾成形品およびそのような加飾成形品を得ることができる製造方法を提供する。
【解決手段】 加飾成形品1は、加飾シートを成形品本体の少なくとも意匠面となる外表面に一体に接着することにより形成されたものである。成形品本体は非晶性の熱可塑性樹脂により分割金型を用いて立体形状に形成されている。加飾シートは成形品本体を構成する熱可塑性樹脂よりもビカット軟化点(ASTM−D1525)が低い非晶性の熱可塑性樹脂により構成されている。加飾シートはアクリル樹脂(PMMA)、非晶性コポリエステル樹脂(PETG)、塩化ビニル樹脂(PVC)からなる群より選ばれる少なくとも1つの熱可塑性樹脂からなる。
(もっと読む)
1 - 20 / 29
[ Back to top ]