
Fターム[4F208AA32]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 樹脂材料等(主成形材料) (2,080) | ポリエーテル(←ポリエチレンオセサイド) (22)
Fターム[4F208AA32]に分類される特許
1 - 20 / 22
プレス成形品、並びにその製造方法及び製造装置
【課題】加熱時間を短縮させて、製造効率を高めた、炭素繊維及び熱可塑性樹脂を有するシートからのプレス成形品の製造方法及び製造装置;物性劣化を防止した、炭素繊維及び熱可塑性樹脂を有するプレス成形品及びの提供。
【解決手段】炭素繊維及び熱可塑性樹脂を有するプレス成形品であって、i)プレス成形品100vol%中、炭素繊維が5〜50vol%を有し、ii)プレス成形品の体積抵抗率が5×10−3〜1×10−1Ω・cmであり、iii)プレス成形品の厚さが0.25〜30mmである、プレス成形品により、上記課題を解決する。
(もっと読む)
ダクト一体型フロア嵩上げ材
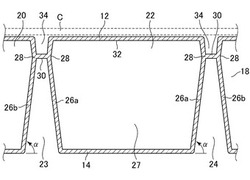
【課題】軽量化を達成しつつ十分な剛性を確保可能なダクト一体型フロア嵩上げ材を提供する。
【解決手段】上面壁12と裏面壁14との間の周側壁とを有し、周側壁の高さがフロアの嵩上げに利用されるブロー成形による一体中空二重壁構造であって、上面壁12および裏面壁14により内部にエア流路を形成するダクト部と、第1長溝23あるいは第2長溝24の対向する側壁の他方、上面壁12、裏面壁14および周側壁により構成される中空部とが、互いに仕切られる態様で形成され、中空部の上面壁12あるいは裏面壁14の第1長溝23あるいは第2長溝24に沿う縁部には、所定の間隔を隔てて、それぞれ上面壁12あるいは裏面壁14から内方へ突出する溝状であって、第1長溝23あるいは第2長溝24に臨むように開口部を形成した補強リブが複数設けられる、ことを特徴とするダクト一体型フロア嵩上げ材。
(もっと読む)
ダクト一体型フロア嵩上げ材の製造方法

【課題】ダクトの性能あるいは品質を維持しながら、軽量化を確保しつつ効率的に製造可能なダクト一体型フロア嵩上げ材の製造方法を提供する。
【解決手段】上面壁と裏面壁との間の高さがフロアの嵩上げに利用される中空二重壁構造であって、上面壁において、中空部18に相当する第1密閉空間および捨て袋118を形成する段階と、第1密閉空間および捨て袋118に相当する筒状パリソンPの部分の外表面に対して、ブローピン126を突き刺して加圧流体を吹き込んで、溶融状態の筒状パリソンを膨張させて、対応する分型金型のキャビティの表面に向かって押し付けることにより、筒状パリソンPを賦形して、中空部18およびダクト部22を成形する段階と、捨て袋118を切断して、ダクト部22に吸気口あるいは排気口を形成する段階と、を有することを特徴とするダクト一体型フロア嵩上げ材の製造方法。
(もっと読む)
ダクト一体型フロア嵩上げ材の製造方法
【課題】ダクトの遮音性、通気性を含む性能あるいは品質を維持しながら、良好な成形性を確保しつつ効率的に製造可能なダクト一体型フロア嵩上げ材の製造方法を提供する。
【解決手段】大中空部18に相当する第2密閉空間、ダクト部22に相当する第3密閉空間と前記凹部において連通した小中空部に相当する第1密閉空間および捨て袋118を形成する段階と、第2密閉空間および捨て袋それぞれに相当する筒状パリソンの部分の外表面に対して、ブローピン126を突き刺して加圧流体を吹き込んで、溶融状態の筒状パリソンを膨張させて、対応する分型金型のキャビティの表面に向かって押し付けることにより、筒状パリソンを賦形して、大中空部およびダクト部、さらに連通路を通じて小中空部を成形する段階と、捨て袋を切断して、ダクト部に吸気口あるいは排気口を形成する段階と、を有することを特徴とするダクト一体型フロア嵩上げ材の製造方法。
(もっと読む)
熱成形品の製造方法及び食品用容器
【課題】ポリスチレン系樹脂発泡層に対する靱性付与に有効な熱成形品の製造方法を提供し、ひいては、切粉の発生が抑制され、優れた強度を有する食品用容器を提供することを課題としている。
【解決手段】ポリスチレン系樹脂発泡層を有する樹脂シートを熱成形して熱成形品を作製する熱成形品の製造方法であって、ポリフェニレンエーテル系樹脂とポリスチレン系樹脂とを10:90〜50:50の質量割合で含有する混合樹脂をブタンを含む発泡剤で発泡させてなるポリスチレン系樹脂発泡層を有する前記樹脂シートを用いて、前記ポリスチレン系樹脂発泡層で形成されている箇所にブタンを1.5質量%以上含有する熱成形品を作製することを特徴としている熱成形品の製造方法などを提供する。
(もっと読む)
箱型成形物の製造方法、及び容器カバー
【課題】熱可塑性プラスチックシートに繊維シートを被着した積層材料からなり、深絞り形状である箱型成形物の製造方法、及び該箱型成形物を用いた容器カバーを提供する。
【解決手段】箱型成形物1の製造方法は、凸型12と凹型11とからなる成形型13を開いた状態で凸型12上に、表面にホットメルト接着剤層6が設けられている繊維シート5をセットする工程1、熱可塑性プラスチックシート4を加熱軟化せしめて凸型12と凹型11との間に供給する工程2、上記成形型13を閉じ、上記凸型12と上記凹型11との間で上記繊維シート5と熱可塑性プラスチックシート4とを上記ホットメルト接着剤層6を介して接着しかつ箱型に成形する工程3、上記成形型13を開くとともに箱型成形物1を離型せしめ、上記箱型成形物1を取り出す工程4からなる。また、容器カバー20は、上記製造方法で得られる該一対の箱型成形物1,1が突き合わされて得られる。
(もっと読む)
生分解性容器の製造方法およびその製造方法により製造された生分解性容器
【課題】表面が生分解性フィルムで被覆された生分解性容器を生産性よく製造できる生分解性容器の製造方法を提供すること。
【解決手段】生分解性容器の製造方法は、ヒータを内蔵すると共に真空引きするための真空引き孔が形成された嵌合可能な一対の雄型4と雌型5とからなる発泡成形用の金型を用い、雄型4と雌型5の表面にそれぞれ生分解性フィルム3を真空引きにより密着させてプレフォームしつつ生分解性材料を介在させて前記雄型4と雌型5を嵌合させ、前記雄型4と雌型5が嵌合した金型内で生分解性材料を加熱して発泡・焼成することにより発泡基材層の成形と同時に前記基材層の表面を前記生分解性フィルム3で被覆する工程を備える。
(もっと読む)
成形工具の部材上で内部カバー組立体を製造する方法
第1の部品(4)と少なくとも1つの第2の部品(6)を備える、複数の部品を持つ車両用の内部カバー組立体(2)を製造する方法であって、
上記内部カバー組立体の上記部品(4、6)を設けること;
上記内部カバー組立体の上記第1の部品(4)を成形工具(24)の部材(26)に取付ける操作;
上記内部カバー組立体の上記少なくとも1つの第2の部品(6)を上記成形工具(24)に挿入すること;および
上記成形工具を作動することにより上記内部カバー組立体の第1および第2の部品(4、6)を接着することにより固定して、複数の部品を持つ上記内部カバー組立体(2)を得る操作、
を含む上記方法。
(もっと読む)
自動車内装材用発泡積層シートおよび自動車内装材
【課題】変性ポリフェニレンエーテル系樹脂を基材とする発泡積層シートを用いた、ガラスフリーで非常に軽量、好適な意匠性、深絞り成形性を有し、寸法安定性に優れ且つ繊維のほつれが発生しない外観良好な自動車内装材用発泡積層シートおよび自動車内装材の提供。
【解決手段】変性ポリフェニレンエーテル系樹脂を基材樹脂とする発泡層10の両面に、熱可塑性樹脂を基材樹脂とする非発泡層が積層され、室外側非発泡層14面に不織布層20が積層されてなり、成形加熱を経て自動車内装材に成形される発泡積層シート30であって、不織布層として、構成繊維が、融解ピークを有し、その最も低い融解ピーク温度が前記成形加熱温度よりも高く、23℃または130℃における流れ方向および幅方向の破断および30%モジュラスを特定範囲にあるものを積層することにより、上記特性を有する自動車内装材用発泡積層シート。
(もっと読む)
中空成形品
【課題】
熱可塑性樹脂シートの熱融着部分の接合強度が高く、賦形不良やしわの発生がなく、優れた外観を有し、更に荷重撓み温度が高く、インライン塗装にも適したツインコンポジット成形品の提供。
【解決手段】
2枚のシートを用い金型面に密着させ賦形してなる熱可塑性樹脂中空成形品において、熱可塑性樹脂がポリフェニレンエーテル樹脂組成物(A−2)であり、該2枚のシート材料として(1)荷重撓み温度が120℃以上であり、(2)貯蔵弾性率E’が3×108 Paとなる温度をTh、貯蔵弾性率E’が1×107 Paとなる温度をTsとした時、(Ts−Th)が20℃以下であり、かつ、(3)2枚のシートの熱板溶着可能温度をTwとした時 、(Tw−Ts)が15℃以下であることを特徴とする中空成形品。
(もっと読む)
樹脂組成物、樹脂ワニス、複合材料及びその製造方法、プリプレグ並びに樹脂フィルム
【課題】アンカー効果に頼らずに金属層(金属膜)と樹脂基材等との接着性に優れ、表面が平滑な複合材料を得ることができる樹脂組成物を提供する。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムを提供する。
【解決手段】少なくとも一部の表面を金属化する成形体に用いられ、加熱成形工程を経て成形される成形体用の樹脂組成物であって、(A)昇華性金属化合物と、(B)有機化合物とを含有し、(B)有機化合物が、熱硬化性樹脂及び熱可塑性樹脂から選ばれる少なくとも1種である樹脂組成物である。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムである。
(もっと読む)
積層シート、成形方法及び成形体
【課題】 本発明は、熱成形時に幅方向の両端部を確実に把持することができ熱熱成形を精度良く行うことができる積層シートを提供する。
【解決手段】 本発明の積層シートAは、変性ポリフェニレンエーテル系樹脂発泡シート1の両面に変性ポリフェニレンエーテル系樹脂非発泡シート21、22が積層一体化されてなり、上記変性ポリフェニレンエーテル系樹脂非発泡シート21(22)における幅方向の両端部B、Bのフェニレンエーテル成分量が幅方向の中央部Cにおけるフェニレンエーテル成分量の平均値よりも0.5〜7重量%多いことを特徴とする。
(もっと読む)
導電性シート成形体及びその成形方法
【課題】シートの予熱工程においてドローダウンがなく、賦形性が良好で電磁波シールド性の高い導電性シート成形体を熱成形によって成形する。
【解決手段】予熱温度域において特定の引張り特性を有するメッシュ状導電性編地1を熱可塑性樹脂押出シート2に積層してなる導電性シート3を用いて真空成形、圧空成形、或いは真空・圧空成形する。
(もっと読む)
感湿製品用の容器
【課題】感湿性製品のための容器を提供する。
【解決手段】容器は、感湿性製品を保持するための内側空間を規定する、開封可能な容器本体を有する。より詳細には、感湿性製品を保持するための内側空間を規定し、及び少なくとも内側層と外側層を含み、該内側及び外側層は共押し出しされた層であり、該内側層はポリマー材料と乾燥剤材料を含み、該外側層は湿気バリア材料を含む、剛直な容器。  (もっと読む)
(もっと読む)
ポリフェニレンエーテル系樹脂製トレー及びその製造方法
【課題】寸法精度に優れ、色ムラが少なく、かつ、加熱環境下に放置した後に、成形品表面の荒れが少ない、即ち、表面外観に優れ、変形及び反りが少ないポリフェニレンエーテル系樹脂製トレー及びその製造方法を提供すること。
【解決手段】1.0以上の比重を有するポリフェニレンエーテル系樹脂製トレーであって、170℃、1時間における長さ90mm間の片持ち自重撓み量が10mm以下であるポリフェニレンエーテル系樹脂製トレー及びその製造方法。
(もっと読む)
絞り成形用積層体及びそれを用いた絞り成形容器
【課題】高湿度雰囲気下においても優れたガスバリア性を有する絞り成形容器を成形することができ、しかも絞り成形前において長期間にわたり保存することが可能な絞り成形用積層体を提供する。
【解決手段】未延伸の支持体と、前記支持体の少なくとも片面にアンカーコート層を介して積層されたガスバリア層前駆体と、前記ガスバリア層前駆体の表面に配置された熱可塑性樹脂からなる層とを備える絞り成形用積層体であって、前記ガスバリア層前駆体が、ポリカルボン酸系重合体及び可塑剤の混合物からなる層(A)と、多価金属化合物及びバインダ樹脂の混合物からなる層(B)と、イオン化制御樹脂からなり、層の厚みが0.01〜1μmである層(C)とを備えており、前記層(A)と前記層(B)とが前記層(C)を介して積層されていることを特徴とする絞り成形用積層体。
(もっと読む)
粗面化された成形品とその成形用金型
【課題】金型からの離型性が優れ、均一に半透明化されて照度が高いリフレクター用途に好適な粗面化された成形品およびこの成形品を効率よく成形可能な成形用金型の提供。
【解決手段】耐熱性熱可塑性フィルムを真空成形または真空・圧空成形することによって得られる成形品であって、金型接触面の表面粗さRaが4nm以上10nm以下、かつ成形品の濁度Hazeが成形前のフィルム比1.6倍以上、25以下であることを特徴とする粗面化された成形品。
(もっと読む)
モールド成形体及びその製造方法
【課題】 複数の金属体間の狭隘な隙間に均一な厚さの絶縁層を形成可能なモールド成形体及びその製造方法を提供するものである。
【解決手段】 本発明に係るモールド成形体30は、複数の板状金属体31,32の電気的絶縁などを目的として、板状金属体31,32を所定間隔で離間させた状態で各板状金属体31,32の周りを絶縁性ポリマで覆ってなるものであり、各板状金属体31,32の間に、融点がT1の絶縁性ポリマで構成されるスペーサポリマ部34を有し、それらのスペーサポリマ部34及び各板状金属体31,32の周りを、融点がT2(<T1)の絶縁性ポリマで構成されるモールド部33で覆ったものである。
(もっと読む)
耐熱性熱可塑性フィルム用真空成形機および耐熱性熱可塑性フィルムの真空成形方法
【課題】装置全体を小型化可能で、雄型、雌型の金型の種類を問わずに適用することができ、耐熱性熱可塑性フィルムを精度良く成形することができる耐熱性熱可塑性フィルム用真空成形機および耐熱性熱可塑性フィルムの真空成形方法を提供する。
【解決手段】金型を真空室中に配置して耐熱性熱可塑性フィルム40を成形する真空成形機において、真空室を、金型11とこの金型を加熱するヒーター12とを収納した可動式の下部チャンバー10と、予熱ヒーター22を収納した可動式の上部チャンバー20とに二分割し、上下チャンバー間に配置した固定ブース30にフィルム40を配置して、上下チャンバーの圧力差によりフィルムを所定の金型形状に成形するように構成する。
(もっと読む)
燃料電池用燃料サプライ
燃料電池用の燃料カートリッジが開示される。1つの燃料カートリッジは、外側ケーシング、燃料を含有する内側ライナー、および燃料サプライから燃料電池へ燃料を搬送するように適合化されたバルブ要素を含む。外側ケーシングおよび内側ライナーはブロー成型により製造され、燃料が燃料サプライから搬送される際に、内側ライナーが外側ケーシングから引き出される。他の燃料電池カートリッジは、外側ケーシング、燃料を含有する内側ライナー、および燃料サプライから燃料電池へ燃料を搬送するように適合化されたバルブ要素を含む。内側ライナーは外側ケーシングとバルブ要素が位置する領域で外側ケーシングと一体化されている。 (もっと読む)
1 - 20 / 22
[ Back to top ]