
Fターム[4F208AD23]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,284) | 形状、構造 (891) | 部分に特徴がある部材 (106)
Fターム[4F208AD23]の下位に属するFターム
表面に凹凸、突起、溝、節等を有するもの(←孔) (69)
端部(←フランジ) (16)
溶接ビード部 (1)
Fターム[4F208AD23]に分類される特許
1 - 20 / 20
真空成型方法及び真空成型品
【課題】
成型品の内側に突出する形でインサート部品を強固に一体成型することが可能な真空成型方法及び真空成型品を提供することにある。
【解決手段】
成形型である雌型のキャビティ面にインサート部品を載置又は固定し、雌型のキャビティの開口部に加熱軟化させた樹脂シートを配置し、雌型に穿設された脱気孔を介してキャビティ内の空気を吸引し、加熱軟化された樹脂シートをキャビティ面に密着させて真空成型を施すことにより、インサート部品が樹脂シートと一体的に成型されることを特徴とする。
(もっと読む)
表皮材の貼り付け装置および貼り付け方法

【課題】基材の端部に浮き等を生じさせることなく、精緻で綺麗に表皮材を基材の表面から裏面まで貼り付けることのできる表皮材の貼り付け装置と貼り付け方法を提供する。
【解決手段】少なくとも基材Wの表面W1に表皮材Sが貼り付けられた該基材Wを支持する治具6を具備する載置台5と、載置台5上で治具6の側方にてスライド自在な入れ子71と、入れ子71のスライドの駆動制御を実行する制御手段と、を少なくとも備え、表皮材Sが基材Wの表面W1から入れ子71の端面71aに貼り付けられた状態で入れ子71がスライドして表皮材Sを基材Wの表面W1から裏面W3に亘って貼り付けるようになっている貼り付け装置10である。
(もっと読む)
組込部品付きプラスチック中空体の製造方法及び組込部品付きプラスチック容器
【課題】中空体内に組込部品を特に簡単且つ確実に固定することが可能な組込部品付きプラスチック中空体の製造方法を提供する。
【解決手段】成形キャビティを形成する分割構造のブロー成形金型9a,9bを縦に分割開放して形成される金型開放間隙に可塑化プラスチック材料からなる1つ以上の帯板状又はチューブ状のパリソン13を垂下配置すると共に該金型開放間隙内に最終製品に内蔵させるべき少なくとも1つの組込部品1を配置し、これらパリソン13と組込部品1の周りで金型を閉じることにより金型で囲まれたキャビティ内でパリソン13を製品外形にブロー成形する。成形中又は成形直後に依然として塑性状態にある製品内壁に組込部品1を押し付け、製品内壁の塑性状態のプラスチック材料の一部を組込部品1の少なくとも1つの穴から該穴の背後にまで流入させる。
(もっと読む)
内装材の製造方法
【課題】本発明は、内装材の製造方法であって、凹状の形状をした基材の凹内部に、浮きやしわがないように表皮材を貼付する方法を提供する。
【解決手段】本発明は、基材支持型21と、型表面14及び型表面可変部材16を備える表皮材支持型22と、を用い、基材支持型21と表皮材支持型22とを互いに近接させることで、基材11に対する表皮材12の貼着を行う工程において、表皮材支持型21の型表面可変部材16により、型表面14を基材支持型21側に部分的に突出させる工程と、当該型表面14に支持された表皮材12を基材11の凹底面に先当りさせる工程と、その先当りの後、基材11の凹形状に沿って型表面14が変形することで、表皮材12を基材11の凹内面に沿って当接させる工程と、当接の後に、当該表皮材12の基材11に対する貼着を行う工程と、を含むことを特徴とする。
(もっと読む)
容器、金型、および製造方法
【課題】容器を連結した構造物は、容器部分疲労による破損が起因するため容器強化、基礎容器頸部の硬質部の危険性を回避する必要性がある。
【解決する手段】
容器、および構築容器全体を強化するには、各容器内面に部分肉厚を垂直、水平方向、トラスに複数形成し、そのクロス肉厚(骨材構築)部分が容器外圧を内面から補強する。基礎容器の頸部雄ねじ形状に適合する雌ねじ容器を形成することで、その連結部分に緩衝性が生まれた。
(もっと読む)
ラッピング立体成形体及びその製造方法
【課題】凹凸その他の立体パターンごとに成形型を作製する必要なく、基材の表面に立体的装飾を付与することが可能なラッピング成形体を提供する。
【解決手段】基材31の主表面上に、立体部材32をあらかじめ配置しておき、その上に装飾フィルムを真空圧着することによって、金型を作製することなく、任意の凹凸パターン、立体的形状を付与する。
(もっと読む)
ブロー成形部品の製造方法、ブロー成形部品、および、ブロー成形部品を製造するためのブロー成形金型
【課題】ブロー成形部品に補強素子を結合させることを容易にする、改善された技術およびオートメーションに適した技術を提供する。
【解決手段】本発明は、プラスチックパリソンをブロー成形することによって、金型内に部品壁および内部中空空間を形成する、ブロー成形部品、特に自動車装備部品の製造方法に関するものである。当該製造方法では、ブロー成形時に、補強素子の1つの固定区域を、内側において、部品壁と、一方の接合位置で接合させ、補強素子の別の固定区域を、部品壁の貫通孔の領域において、部品壁と、他方の接合位置で接合させることによって、補強しながら、上記内部中空空間を伸びる補強素子を固定する。本発明はさらに、ブロー成形部品、特に自動車装備部品、および、プラスチックパリソンからブロー成形部品を製造するためのブロー成形金型に関する。
(もっと読む)
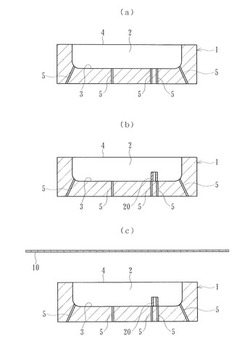
インサート部品溶着成形方法
【課題】 インサート部品の厚み方向周縁部に未溶着部分が発生することなく、ブロー成形体にインサート部品が確実に溶着するインサート部品溶着成形方法を提供する。
【解決手段】 金型7内にセットしたインサート部品3にブロー成形体を溶着するインサート部品溶着成形方法であって、金型7の成形面7aをインサート部品3の被溶着部の表面6dより高くして、インサート部品3の厚み方向周縁部6bの全面とブロー成形体のパリソン11とを隙間なく溶着状態にする。パリソン11とインサート部品3の厚み方向周縁部6bとの溶着部近傍に、金型7の成形面7aの一部となる高熱伝導材製の予熱板8を配設すると共に、この予熱板8と金型7との間に断熱板9を設けた。
(もっと読む)
ブロー成形体
【課題】ブロー成形ボトルの容器の表面に、ゴム部材を確実且つ容易に一体化できる、しこも落下時に、割れが起こることがないブロー成形体を提供する。
【解決手段】ブロー成形体の表面にゴム部材を一体化してブロー成形するにあたり、ブロー成形体本体の材質をポリオレフィン樹脂とし、このゴム部をEPRエチレンプロピレンゴム(EPR)またはEPDM(エチレンプロピレンゴム3元共重合体)から選択されたものとし、このゴムは部材がショアー硬度70A以下であるブロー成形体として、ゴム部材の容着一体化する周縁に面取り部を有する。
(もっと読む)
自動車用燃料タンクの製造装置
【課題】パリソンを確実に塞ぎ、精度あるブロー成形をすることができる自動車用燃料タンクの製造装置を提供する。
【解決手段】自動車用燃料タンクの製造装置は、ブロー成形金型40と、内臓部品保持装置50を有する。内蔵部品保持装置は、内蔵部品20を保持する保持棒51、52を設け、保持棒は内蔵部品を保持し、パリソン8が挟持された後に、ブロー成形金型から抜け出るように進退自在に構成される。ブロー成形金型40の下方に保持棒を挟持する第1ピンチ板43と、第1ピンチ板の直下に第2ピンチ板44を形成し、第1ピンチ板と第2ピンチ板は、複数に当接部43c、44cで分割され、それぞれ保持棒を当接部で挟持するようにスライド可能に形成されたことを特徴とする自動車用燃料タンクの製造装置である。
(もっと読む)
自動車用燃料タンク
【課題】燃料タンクが収縮又は膨張しても、余分な応力や歪を吸収することができる燃料タンクを提供する。
【解決手段】ブロー成形で形成され、内部に内臓部品20を取付けられ、熱可塑性合成樹脂で形成された外壁を有する自動車用燃料タンク1において、内蔵部品20は、合成樹脂で一体的に形成されている。内蔵部品20には燃料タンク1の外壁の内面に融着して内蔵部品20を取付ける取付部材30が複数設けられる。内蔵部品20に燃料タンク1の収縮又は膨張に応じて撓むことができる寸法変化吸収部材23を設けたことを特徴とする自動車用燃料タンクである。
(もっと読む)
表皮付パネル
【課題】
解決しようとする課題は、表皮材の切れ目がスライドコアに外嵌めされることによって、強制的に押し拡げられた該表皮材は局部的に永久変形を引き起こし、型締め後に該スライドコアを後退させた後も該切れ目の形状は完全には元に戻ることはなく、開いたままの該切れ目の開口にはパネル下壁の樹脂がむき出しになってしまうという点である。
【解決手段】
熱可塑性樹脂のブロー成形によって形成され、インナーリブを有する表皮付パネルにおいて、該表皮には少なくとも3本の切れ目を有し、その内少なくとも2本の切れ目を他の1本の切れ目とT字状もしくは十字状に交差させることにより前記課題を解決した。
(もっと読む)
把手付き容器とその製造方法
【課題】容器本体の底部に把手部材を一体化してなる把手付き容器において、比較的簡単な構成のもとに把手部材を確実に容器本体に一体化することのできる構造を持つ把手付き容器とその製造方法を提供する。
【解決手段】2軸延伸ブロー成形体からなる容器本体1の底部12に凹部13を形成し、その凹部13にインサート成形により一体化された把手部材2を有し、この把手部材2の容器本体1の凹部13に密着する密着部位に、容器本体1の中心軸に対応する位置を含んで当該中心軸方向に貫通する孔21bを形成し、その孔21bの内周部と当該密着部位の外周部の双方に、容器本体1を形成する樹脂が巻き込むことによって容器本体1に把手部材2が一体化された構造とすることで、把手部材2が容器本体1から外れることを防止するとともに、孔21bの存在により、2軸延伸ブロー成形工程において延伸ロッドによる押圧力が把手部材2に作用することを防止する。
(もっと読む)
折り畳みパネルの製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂をブロー成形することにより製造される表皮つき折り畳みパネルの使用時にヒンジ部を折り曲げると表皮よりも該ヒンジ部の樹脂ヒンジの方が剛性が高いので樹脂ヒンジ近傍が折り曲げ回転の中心となり易く、そのため該表皮は該折り曲げ回転の中心から若干離れるため、曲げられるたびに該表皮は伸縮を強いられ、結果として該ヒンジ部の位置の該表皮の色合いや風合いが変化して外観品質を損なうという点である。
【解決手段】
折り畳みパネルのヒンジとなる予定の個所に紐状体を装着した表皮を分割金型内にセットし、次いでブロー成形後、該紐状体を該表皮から分離させると共に樹脂膜も一緒に該折り畳みパネルから除くか、または該樹脂膜を破断させることでヒンジ部にスリットを形成することにより前記課題を解決した。
(もっと読む)
把手付きボトル
【課題】 把手部材の形状を簡単なものにし、インサート成形により内容量が500ml以下のボトルの肩部に、把手を固着させるようにした把手付きボトルを提供すること。
【解決手段】 把手付き小容量ボトルとして、ボトルの容量が500ml以下のPET樹脂製のボトルであって、別途成形された把手部材をブロー金型の肩部形成部に装着し、加熱軟化させたプリフォームをブロー成形することにより、ボトルの肩部に把手部材をインサート成形したことを特徴とする。
(もっと読む)
吸気ダクト構造及びその製造方法
【課題】
ダクト本体部に少なくとも1つのポーラス部を一体形成することで、構造が簡単で、しかもコスト低減を図ることができるうえ、ポーラス部により吸気騒音を全体的になますことができ、不快音の低減を図ることができる吸気ダクト構造の提供を目的とする。
【解決手段】
エアクリーナ1に空気を供給する吸気ダクト構造であって、吸気ダクト3は、中空状に形成された樹脂製のダクト本体部8と、ダクト本体部8の先端部に形成された空気吸入用の開口9を有する空気吸入部10と、ダクト本体部8に少なくとも1つ形成されると共に、多孔質材11を備えたポーラス部12とを有し、ポーラス部12はダクト本体部8と一体形成されたことを特徴とする。
(もっと読む)
取付金具とダストカバーとの組付体及びその製造方法
【課題】上金具と下金具とを接合して成る取付金具に対してダストカバーをブロー成形し且つ取付金具に一体に組み付けるに際して、ダストカバーの構成材料が取付金具の接合部の間隙に侵入する問題を解決することのできる取付金具とダストカバーとの組付体を提供する。
【解決手段】クッションゴムの下部を弾性的に嵌め込んで保持するカップ状の上金具36と、バウンドストッパ47の上部を嵌込状態に保持する逆カップ状の下金具38とを接合して成るピストンロッドの取付固定のための取付金具16と、ブロー成形品としてのダストカバー86との組付体87において、ダストカバー86の嵌合組付部88のうち、少なくとも下底部40と上底部44との接合部の外周側に位置する部分を他部に対して部分的に厚肉をなす厚肉部96としておく。
(もっと読む)
内装品の真空成形機及び真空成形方法
【課題】基材4がセットされる基材用真空吸引型5と、賦形すべき発泡層付表皮材10の表面形状に対応する型面を有する表皮材用真空吸引型と備え、表皮材10を加温処理により軟化させた状態で型締めして同時に真空吸引する際に、基材4のアンダカット部4bに沿って表皮材10を接着でき、しかも負角になり始める小さな曲率半径の基材コーナ部22についても相似形状にシャープに賦形・接着可能にする内装品の真空成形機を提供する。
【解決手段】基材用真空吸引型5に対して凹型16aになる表皮材用真空吸引型に、発泡層12の圧縮により脱型が許容される程度に基材コーナ部22に対して相似形状に突出する型コーナ部30と、この型コーナ部に連続し、かつアンダカット部4bに対してその相似形状から脱型可能に非相似形状に後退した非通気性の型後退部31とが形成される。
(もっと読む)
ボトル側部の把手インサート成形方法及び装置
【課題】 キャビティ内に出入自在な凹所成形型を、把手のインサート手段に併用して、延伸ブロー成形時に凹所成形型を把手と共にキャビティ内に押し入れることにより、把手のインサートを確実に行う。不良品となる偏肉がない凹所を成形する。成形された凹所に把手を堅牢に取付ける。
【解決手段】 ブロー金型の側部に型閉面を中央にして開口部を設ける。その開口部内に、縦断面形状が握り部側方に当接板を有する把手の側面と同形で型面が凸曲面の凹所成形型を、該開口部と嵌合して金型側部を補完する進退自在な型台に取付けてキャビティに対し出入自在に設ける。凹所成形型の型面中央に縦設した収容溝内に、当接板を外向きにして把手を嵌合保持する。当接板を型面の一部として把手と共に凹所成形型をボトル延伸ブロー成形時にキャビティに突出する。ボトル側面内に把手取付用の凹所を成形すると同時に、凹所壁面に当接板を密着係止して把手を凹所内にインサートする。
(もっと読む)
中空芯材の減圧被覆方法及び装置
【課題】 補強リブを有する構造ではなくても中空品に被覆をすることができる中空芯材の減圧被覆方法及び装置を提供しようとするもの。
【解決手段】 中空芯材1を配設したチャンバーボックス2内を減圧状態とし、前記中空芯材1に被覆する表皮材3を加熱軟化させ、前記チャンバーボックス2内を加圧して加熱軟化させた前記表皮材3を中空芯材1に押圧して被覆する中空芯材の減圧被覆方法であって、前記チャンバーボックス2内を減圧状態とする際には中空芯材1の内部も減圧状態とし、前記チャンバーボックス2内を加圧する際には中空芯材1の内部も加圧する連通孔4が前記中空芯材1に設けられている。
(もっと読む)
1 - 20 / 20
[ Back to top ]