
Fターム[4F208AG29]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 一般形状、構造物品(用途物品優先) (3,312) | 部分(細部) (766) | 分岐を有するもの(←「とって」) (47)
Fターム[4F208AG29]に分類される特許
21 - 40 / 47
成形体およびその製造方法

【課題】
解決しようとする課題は、ブロー成形による吸気管においてパーティングラインを通すことのできない開口部の捨袋に近い部分が非常に薄肉となってしまい、剛性が非常に低下するという点である。
【解決手段】
少なくとも1つ以上の該開口部の外周囲に熱可塑性樹脂製のスリーブ状インサートをインサート成形し、該開口部の不要部分を分割金型内に突出させ、回転装置によりカッター及び刃をみそすり運動をさせながら回転軸のまわりを回転させて該不要部分を切除することにより前記課題を解決した。
(もっと読む)
ブロー成形方法及びブロー成形金型

【課題】本体部1のパーティングラインから外れた箇所に外向きに突出する筒状部2を有する中空体をブロー成形する場合に、筒状部2の薄肉化を抑制する。
【解決手段】第1分割金型4においてピン8を筒状キャビティ7から突出させた状態として、第1,第2分割金型4,5の型締めを行う。型締めの途中でプリブローしたパリソン11を挟んで前記ピンの先端面でパリソンを内側に押し込み、ピンの周囲にパリソンを集める。続いて型締め完了前後のタイミングでピンを筒状キャビティの底面まで後退させ、ピンの周囲に集められたパリソンを筒状キャビティの中に引き込んだ後、本ブローする。
(もっと読む)
成形体
【課題】
解決しようとする課題は、3つ以上の開口部を有する熱可塑性樹脂のブロー成形による吸気管において、パーティングラインを通すことのできない開口部の捨袋に近い部分が非常に薄肉となってしまい、剛性が非常に低下するという点である。
【解決手段】
少なくとも1つ以上の該開口部の外周囲に熱可塑性樹脂製のカラーがインサート成形されるようにし、その後離型してカットラインにて捨袋を除去することにより前記課題を解決した。
(もっと読む)
ポリアミドを有するガソリン容器、及び溶着によるポリアミド体製造方法
【課題】低ガソリン透過量であり且つ低温耐衝撃性を有するポリアミド製ガソリン容器及びその製造方法の提供。
【解決手段】ポリアミドを有するガソリン容器であって、該容器を構成する全物質を100重量%とした場合、該容器中のポリアミド成分が51重量%以上であり、該容器のガソリン透過量が1.5g/m2/日以下であり、該容器は、i)低温落下試験により該容器に破損又はクラックが生じない低温耐衝撃性、及びii)サイドインパクト試験により該容器に破損又はクラックが生じず、液漏れが生じない低温耐衝撃性を有する上記ガソリン容器により、上記課題を解決する。
(もっと読む)
プラスチックボトル取付用把手および把手付プラスチックボトル
【課題】大きな衝撃が加わったとしても、ボトルから外れることがない、新規形状の把手、および、該把手を備えた把手付ボトルを提供する。
【解決手段】握り部、該握り部の上下部から前方向に突出する上部支持腕および下部支持腕を備えて構成され、該上部支持腕および下部支持腕を介してプラスチックボトルに取り付けるための把手において、把手を、上部支持腕が握り部から分岐する位置より握り部の上方に延設された上方延設部を備えていないか、あるいは備えていたとしても、上部支持腕の上面を水平とした場合に、該上面から上方延設部の頭頂部までの高さが15mm以下となるようにする。
(もっと読む)
把手付き容器とその製造方法
【課題】容器本体の底部に把手部材を一体化してなる把手付き容器において、比較的簡単な構成のもとに把手部材を確実に容器本体に一体化することのできる構造を持つ把手付き容器とその製造方法を提供する。
【解決手段】2軸延伸ブロー成形体からなる容器本体1の底部12に凹部13を形成し、その凹部13にインサート成形により一体化された把手部材2を有し、この把手部材2の容器本体1の凹部13に密着する密着部位に、容器本体1の中心軸に対応する位置を含んで当該中心軸方向に貫通する孔21bを形成し、その孔21bの内周部と当該密着部位の外周部の双方に、容器本体1を形成する樹脂が巻き込むことによって容器本体1に把手部材2が一体化された構造とすることで、把手部材2が容器本体1から外れることを防止するとともに、孔21bの存在により、2軸延伸ブロー成形工程において延伸ロッドによる押圧力が把手部材2に作用することを防止する。
(もっと読む)
タンク体の製造方法
【課題】
解決しようとする課題は、リザーブ液の送出パイプをブロー成形にて一体成形した自動車用リザーブタンクの送出パイプにゴムホースを嵌めて該リザーブタンク内にリザーブ液を満たした際、該送出パイプと該ゴムホースの間から該リザーブ液が漏れることがあるという点である。
【解決手段】
パリソン引掛け体を端設するパリソン引掛け棒を進出させることによりパリソン内に該パリソン引掛け体を貫入させ、該パリソン引掛け体により該パリソンを引掛けて貫入時と逆の方向に引張り、該パリソンを局部的に伸長させることにより前記課題を解決した。
(もっと読む)
把手付きボトル
【課題】 把手部材の形状を簡単なものにし、インサート成形により内容量が500ml以下のボトルの肩部に、把手を固着させるようにした把手付きボトルを提供すること。
【解決手段】 把手付き小容量ボトルとして、ボトルの容量が500ml以下のPET樹脂製のボトルであって、別途成形された把手部材をブロー金型の肩部形成部に装着し、加熱軟化させたプリフォームをブロー成形することにより、ボトルの肩部に把手部材をインサート成形したことを特徴とする。
(もっと読む)
PETブロー成形機の改良
一体形成されるハンドルを有する容器をブロー成形するブロー成形機であって、上記容器は、先に射出成形されたプリフォームからブロー成形され、上記プリフォームは、本体部及び上記一体形成されるハンドルを備え、上記機械はプリフォーム装填ステーションを含み、プリフォーム装填ステーションにおいて、上記プリフォームはプリフォーム方向付け装置によって方向付けられる。 (もっと読む)
耐熱容器、内容物入りの耐熱容器及び耐熱容器の製造方法
【課題】容器の把持性を向上させた、耐熱容器、内容物入りの耐熱容器及び耐熱容器の製造方法を提供する。
【解決手段】本発明にかかる耐熱容器10は、合成樹脂製の容器の胴部18に、第1の凹部28a及び第2の凹部28bと、把持部26と、を有する。第1の凹部の底部280aは、第2の凹部の底部280bと対向して形成されている。耐熱容器10に充填された高温内容物が冷却されて容器内部が減圧された際に、第1の凹部の底部280aの容器内側面284aは、第2の凹部の底部280bの容器内側面284bに接触する。
(もっと読む)
型、一体ハンドルを備えた熱可塑性容器を吹き込み成形する方法および装置、ならびにそれで生産された容器
本発明は、一体ハンドルを備えた熱可塑性容器を吹き込み成形または吹き込み延伸成形によって生産するための型(1)に関する。本発明によれば、2つの型半部(5)は、横方向に接触面(8)まで移動することのできる2つのそれぞれのインサート(13)を備える。上述のインサート(13)はそれぞれ、2つの伸縮ピストン(14、15)、すなわち、前部スラスト面(16)を有する主ピストン(14)と、主ピストン内に収納されかつ曲線状の前部溶接面(18)を有する二次ピストン(15)とを有する。二次ピストンは、主ピストンが容器の2つの壁ゾーン(A)を互いに接触させた後で移動させられる。 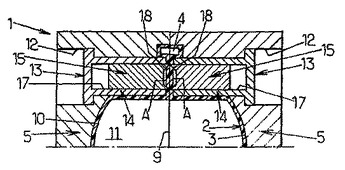 (もっと読む)
(もっと読む)
レゾネータ
【課題】
解決しようとする課題は、溶着バリにより導伝管の導伝管有効内径が狭まり、レゾネータの固有音響周波数f0が小さくなってしまうので、該溶着バリを後加工にて処理する必要があるという点である。
【解決手段】
熱可塑性樹脂のブロー成形による共鳴箱と一体の導伝管の端部に該導伝管の径を太くする向きに広がる段部を設け、熱可塑性樹脂製の吸気管の溶着座に設けられた導伝穴の外周部と該段部の縁部とを溶着してなるレゾネータを提供することにより前記課題を解決した。
(もっと読む)
容器用把手・把手付容器及びその製造方法
【課題】断面形状がほぼ四角形で保管性に優れ、ブロー成形性が良好であり、容器及び把
手に種々の不具合を生ずることがなく、その上落下衝撃に対しても充分な強度を有する容
器を提供出来る容器用把手、把手付容器及びその製造方法を提供する。
【解決手段】上部から順次口部、肩部、胴部及び底部で構成し、この胴部の一部に凹部を
設けると共に、この凹部に把手取付用凸部を設けたポリエステル製の容器と、この容器の
把手取付用凸部に取り付けるポリエステル製の把手とからなり、凹部における把手取付用
凸部回りの壁面と把手との間に空隙部を設けてなるものであり、胴部の横断面形状はほぼ
四角形であり、凹部は胴部の上半部の角部にあると共に、把手取付用凸部は上半部の対角
線L上の凹部に位置している。
(もっと読む)
成形型移動式ブロー成形方法
【課題】ラベル、把手などのインモールド用の部品の装着機構などを組み込むのに適した二軸延伸ブロー成形装置を提案すること。
【解決手段】二軸延伸ブロー成形装置1の作業ステーション7およびブロー成形ステーション8では、回転盤46に一対のブロー金型41が搭載され、各ブロー金型41は作業位置61においてラベル4が装着される。ラベル4が装着されたブロー金型41は、回転盤46によってブロー成形位置14の直上まで移動する。ブロー成形位置14には、ブロー成形に適した温度状態のプリフォーム2が位置決めされて待機している。ブロー金型41を下降させ、その中にプリフォーム2を装着して、ブロー成形が行われ、外周面にラベル4が接着固定された容器3が成形される。ブロー金型41を移動させることにより、ラベル、把手などをインモールド成形可能な小型でコンパクトな二軸延伸ブロー成形装置を実現できる。
(もっと読む)
延伸ブロー成形によって容器を形成するプロセス、及びそのプロセスによって形成される容器
本発明は、成形キャビティ内で予備成形物を延伸し、ブロー成形することによって容器を形成するプロセスであって、
(i)前記成形キャビティに予備成形物を挿入し、延伸ロッドで前記予備成形物を延伸する工程、
(ii)ブロー工程において前記成形キャビティ内で前記予備成形物が伸張するように、前記予備成形物内部の圧力を上昇させる工程、
(iii)金型の内向き可動部によって、伸張する前記予備成形物を変形させるように、前記金型キャビティの内の少なくとも1つの金型部を内向きに移動させる工程、
を含み、
前記予備成形物の材料のガラス転移温度(Tg)が、前記成形キャビティの壁の温度よりも少なくとも10℃低い、プロセスに関するものである。
本発明は更に、熱可塑性ポリオレフィンの壁を備えた延伸ブロー成形容器であって、前記熱可塑性ポリオレフィンのガラス転移温度が30℃未満であり、容器の非対称度が少なくとも1.5である、容器に関するものである。
(もっと読む)
射出延伸ブロー成形容器
本発明は、本質的にポリプロピレンから成る射出延伸ブロー成形容器(1)に関するものであり、前記容器は、ラベル又はスリーブ(6)を含む装飾を備えており、前記ラベル又はスリーブ(6)が本質的にポリオレフィンから成ることを特徴としている。  (もっと読む)
(もっと読む)
一体型ハンドルを備えた容器の製造方法及びその方法によって製造される容器
本発明は、ハンドルを有する容器のブロー成形方法に関するものであり、
(i)予備成形物(2)を成形キャビティ内に導入し、延伸ロッドで予備成形物(2)を延伸する工程と、
(ii)第1のブロー工程中において、予備成形物(2)の内圧を上昇させ、前記成形キャビティ内で前記予備成形物(2)を膨張させる工程で、前記第1のブロー工程中の圧力が0.1MPa以上1MPa以下である工程と、
(iii)前記成形キャビティ内でつめ(3、4)を内向きに動かし、ハンドル領域において前記膨張する予備成形物(2)を前記つめ間で部分的に挟む工程と、
(iv)第2のブロー工程において、予備成形物(2)の内圧を引き続き上昇させ、これにより、前記予備成形物(2)が前記成形キャビティの限界まで膨張して容器を形成するよう、第2のブロー工程中の最大圧力が1MPa(10bar)を超える工程と、を含み、
前記つめ(3、4)の内向き動作は、第1のブロー工程中に完了する方法。  (もっと読む)
(もっと読む)
プラスチックボトルのブロー成形方法
【課題】一側部に軸心方向に凹む凹部、及び該凹部に把手を有する異形の形状であっても、耐久性のあるプラスチックボトルが成形できるプラスチックボトルのブロー成形方法を得る。
【解決手段】有底筒状に成形された一次成形品(10)の口部(10b)を金型の空気吹き出し部(13)に接続し、前記一次成形品(10)の口部(10b)を除く全域を成形温度に加熱した後、製品の把手保持部(2b)となる一次成形品(10)の周壁(10d)に冷却体(15)を当接させて該周壁(10d)を所定量温度降下させ、一側に軸心方向に突出する凹部成形部(16a)及び該凹部成形部(16a)の基部に棒状の把手(4)を配置した成形型(16)を設け、該成形型(16)を前記一次成形品(10)に嵌合させるとともに、その凹部成形部(16a)を前記温度降下させた一次成形品(10)の周壁と対面させ、前記凹部成形部(16a)の軸心方向突出端部を加熱しつつ、一次成形品(10)に圧縮空気を供給してこれを膨らませる。
(もっと読む)
容器のブロー成形機用の金型および該金型を用いて容器を作製する方法
本発明は、プリフォームから容器をブロー成形するのに用いられる機械のための金型(9)に関する。本発明の金型(9)は、プリフォームを受容するための空洞部(14)を画定する壁部(12)を備える。さらに、上記金型は、突起部(23、24)を備え、突起部(23、24)が少なくとも部分的に壁部(12)から空洞部(14)の中へ突出する外側位置と、突起部(23、24)が壁部(12)の中へ縮められる収縮位置との間を、カムシステムによって壁部(12)に対して動くことのできるように配置された、少なくとも1つの金型インサート(21、22)を備える。本発明は、また、このような金型を用いてブロー成形によって容器を作製する方法に関する。  (もっと読む)
(もっと読む)
作り付けネックを含むプラスティック燃料タンクの製造方法
本発明は、パリソンを型内で成形することによって、作り付けのネックを有するプラスティック燃料タンクを製造する方法に関する。本発明による方法では、カウンター凹形部品(2)と、カウンター凹形部品(2)に入ることができる凸形部品(3)を使用して、パリソンを局所的に変形させて、ネックを成形する。カウンター凹形部品(2)及び凸形部品(3)は、その一方が型に固定されており、その他方が型の内部にあるコアに固定されている。  (もっと読む)
(もっと読む)
21 - 40 / 47
[ Back to top ]