
Fターム[4F208AH51]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 用途物品 (1,866) | 家具、家庭備品(←照明具、掃除機) (18)
Fターム[4F208AH51]に分類される特許
1 - 18 / 18
湾曲自在あるいは屈曲自在樹脂製中空薄型パネル構造の製造方法
【課題】良好な成形性を確保しながら、成形コスト増あるいは成形効率の低下を防止することが可能な湾曲自在あるいは屈曲自在樹脂製中空薄型パネル構造の製造方法を提供する。
【解決手段】ヒンジ部を有する、中空薄型パネル構造の製造方法で、互いに所定の間隔を隔てた複数の突起体が設けられる一対の分割金型を準備する段階と、溶融状態の2条の熱可塑性樹脂製シートを互いに間隔を隔てて、開放位置の一対の分割金型の間に配置する段階と、金型と樹脂製シートの密閉空間から空気を減圧することにより、樹脂製シートをキャビティに沿わせ賦形し、外表面に複数の長溝を形成する段階と、前記分割金型を型締め位置まで移動して、樹脂製シートの内表面同士を金型のピンチオフ部に沿って溶着させることにより、周縁部同士を一体化させて、中空構造を形成するとともに、回動可能なヒンジ部を形成する、ことを特徴とする樹脂製中空薄型パネル構造の製造方法。
(もっと読む)
転写方式加飾シート、これを用いた外観部品の製造方法および外観部品、これを用いた家電製品
【課題】家電製品に用いる外観部品に係り、特に、メタリック光沢を備えた加飾層を有する転写方式加飾シートであっても、適切に加飾すること。
【解決手段】メタリック光沢を備えた加飾層を、樹脂フィルムからなる支持体と接着剤層とで挟み込む構成を有し、前記樹脂フィルムからなる支持体は熱線吸収剤を含有することを特徴とする転写方式加飾シートとしたものである。
これにより、波長700〜4000nmを放出する赤外線ヒーターで加熱した場合に、樹脂フィルムからなる支持体中が含有する熱線吸収剤の作用により、樹脂フィルムからなる支持体の昇温速度が向上する。得られた熱がメタリック光沢を備えた加飾層、及び接着剤層に伝わることで加飾シート全体の昇温速度の向上が望める。
(もっと読む)
フィルム加飾部品

【課題】所定のABS成形基材と所定の表面硬度を所望する場合、フィルムの貯蔵弾性率が摂氏130℃で5MPa以上かつ30MPa以下とすることによって、寸法変化を抑えたフィルム加飾部品を提供することを目的とする。
【解決手段】真空成形または真空圧空成形により加飾される部品であり、部品本体を構成する厚み1.0mm以上かつ2.5mm以下のABS成形基材と、成形基材を覆う鉛筆硬度HBと同等以上に硬いフィルムと、成形基材とフィルムとの間に接着層とを有するフィルム加飾部品であって、フィルムの裾部は成形基材の意匠面に露出する構成とし、フィルムの貯蔵弾性率が摂氏130℃で5MPa以上かつ30MPa以下とした。
(もっと読む)
発光装置と発光装置のグローブ成形方法
【課題】配光特性が良好な照明用グローブを低コストで提供する。
【解決手段】中間品の高さ寸法が完成後のグローブ6の高さ寸法よりも高くし、且つ中間品内壁を周方向に広げて圧縮させるためのくさび機構を有するブロー成形金型を用いてブロー成形を行うことにより、グローブのヒートシンクへの挿入部の入口に段差63を設け、ヒートシンクへの挿入部の厚みt2をその上部の光線通過部の厚みt1より薄くする。
(もっと読む)
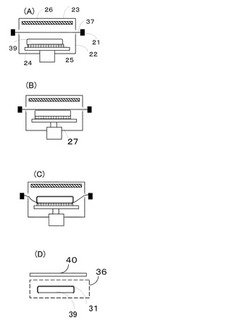
フィルム成型装置及びフィルム成型方法
【課題】物品の大きさ、形状、数に限らず、より均質で、追従性のよいフィルムラミネートが可能なフィルム成型装置とその方法を提供する。
【解決手段】加熱手段50を備えた真空または加圧状態に保持可能な第1チャンバー10と、第1チャンバー10に対向して、接合または離間可能に配置され、物品を載置する稼動可能な載置台60を備えた、真空または加圧状態に保持可能な第2チャンバー20と、第1チャンバー10と第2チャンバー20間に配置され、フィルムを保持する枠状のフィルム保持部材30と、フィルムを物品表面にラミネートを行う際に、当該フィルムの浮き上がりを抑制するフィルム押圧部を持つフィルム補助押圧治具40とを有する、フィルム成型装置100。
(もっと読む)
熱形成により任意の形状のコアを塗装するための方法、その実施のための自動機械及びそのような方法により得られた、仕上げられた製品
パネルの成形方法
【課題】
熱可塑性樹脂のブロー成形によって形成されるリーンフォース材付きパネルの磁石式成形方法の課題は磁石の抜け跡が離型後のパネル面に穴となって残るし、磁石面に垂直な方向はしっかり位置決めがなされるが、それ以外の方向(上下、左右)は位置決めの基準がないためリーンフォース材のインサート位置のバラツキが大きくならざるを得ないという点である。
【解決手段】
成形用分割金型のキャビティー面から摺動自在に突出させた複数のスライド部材によって該分割金型内の該キャビティー面から離れた位置にリーンフォース材の独立した3方向の並進自由度を全て位置決めして該リーンフォース材を保持した後、該分割金型内にパリソンを垂下させて型締めし、該パリソン内に圧縮空気を吹込むと同時、或いはそれ以降のタイミングで該複数のスライド部材を各々該キャビティー面まで後退させることにより前記課題を解決した。
(もっと読む)
椅子用クッションの成形方法及び椅子
【課題】表皮と弾性フォームと基板で構成される椅子用クッションにおいて、基板を予め成形する必要がなく、全体の成形が容易で、約5〜25mm程度の厚さに成形できる椅子用クッションの成形方法及びその成形方法により製造されたクッションを備えた椅子を提供する。
【解決手段】表皮材5と弾性フォーム材6を接着する。この弾性フォーム材6の裏面に基板材7を接着する。得られた表皮材5と弾性フォーム材6と基板材7の貼り合わせ体8を、基板材7が軟化する温度まで加熱する。その後、この貼り合わせ体8を真空成形装置の型9にセットする。この型内に、真空作用を作用させ、貼り合わせ体を型内に引き込み、基板材7を基板4の形に賦形するとともに表皮2と弾性フォーム3と基板4が一体となった椅子用クッションを作る。
(もっと読む)
真空成形用化粧シート
【課題】被着体表面の凹凸形状を表面に再現することなく、鏡面性に優れる真空成形用化粧シートを提供することを目的とする。
【解決手段】非晶質ポリエステルフィルムからなる基材シート(A)と装飾層(B)から形成される印刷シート(E)と、非晶質ポリエステルフィルムからなる透明層(C)とが、接着層(F)を介して接着されてなる真空成形用の化粧シート(G)であって、化粧シート(G)の120℃における貯蔵弾性率(JIS K7244−1及び7244−4に準拠し、試験片の幅5mm、長さ20mのシートを開始温度25℃、終了温度150℃、昇温速度3℃/分、測定周波数10Hzの条件下にて測定した値)が700万以上であることを特徴とする、真空成形用化粧シート。
(もっと読む)
真空成形用化粧シート
【課題】真空成形後に化粧シートが被着体から浮くことがなくシボ追従性が良好な真空成形用化粧シートを提供する。
【解決手段】基材シートの上に装飾層を積層し、装飾層の上に透明樹脂層を積層してなる真空成形用化粧シートであって、該真空成形用化粧シートの100℃における収縮率が1.2%以下であることを特徴とする真空成形用化粧シートである。
(もっと読む)
大型部品のブロー成形用架橋ポリエチレン樹脂
本発明は、概して、ポリエチレンの製造に関し、具体的には、長鎖分岐のレベルを増加するために、押し出しの間、過酸化物類と混合されるポリエチレンの製造に関する。一側面では、該ポリエチレンは、大型部品のブロー成形(LPBM)用途に使用される。一実施形態において、該架橋ポリエチレンは、約0.945g/ccから約0.965g/ccの密度と、例えば、少なくとも10から25の分子量分布(MWD)と、約1dg/分から約30dg/分の高負荷溶解指数(HLMI)(ASTM D1238、21.6kg)とを有する。一実施形態において、該架橋ポリエチレンは、100時間から1000時間のESCR、および120,000psiから250,000psiの曲げ弾性率を有する少なくとも1つのオレフィンを含む。 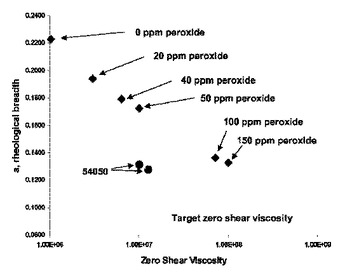 (もっと読む)
(もっと読む)
凹凸型敷きマット及びその製造方法
【目的】 人体全体に対してバランスの良い指圧度合いを実現する凹凸型敷きマット、及びその製造方法を提供するものである。
【構成】 本発明の凹凸型敷きマットは、多数の凹部を有する第一型M1と、前記凹部に対峙する箇所に凸部を有するかあるいは平坦な第二型M2とで、合成樹脂発泡シートが熱圧縮成形されて、多数の突出部が形成されてなる凹凸型敷きマットであって、腰部に対応する部分の突出部は、人体の他の部分に対応する部分の突出部より剛性が高くされていることを特徴とする。
(もっと読む)
真空・圧空成形体
【課題】 耐薬品性、耐熱性に優れた厚肉、大型の成形品を得る。
【解決手段】 (A)〜(D)の要件を満たすポリエチレン系樹脂を用いて成形する。(A)密度が890kg/m3以上980kg/m3以下、(B)炭素数6以上の長鎖分岐数が1,000個の炭素原子当たり0.01個以上3個以下、(C)190℃で測定した溶融張力(MS190)(mN)と2.16kg荷重のMFR(g/10分、190℃)が、下記式(1) MS190>22×MFR−0.88 (1)を満たすと共に、160℃で測定した溶融張力(MS160)(mN)と2.16kg荷重のMFR(g/10分、190℃)が、下記式(2)を満たし、 MS160>110−110×log(MFR) (2)(D)示差走査型熱量計による昇温測定において得られる吸熱曲線のピークが一つである
(もっと読む)
ポリエチレンテレフタレート系ポリエステル製不織布−シートおよびボード積層体の製造方法
【課題】 無延伸PET(A−PET)の透明性シートおよびボードは、表面が柔らかいので細かい傷が付き易く(耐スクラッチ性が低い)、埃で汚れ易く、付加価値がひくいという欠点を持つ。特に、付加価値の高いインテリヤ資材、照明用具および建築資材などの市場開拓が必要とされる。
【解決手段】
本発明は、ポリエチレンテレフタレート系ポリエステル(a)を、押出機中でその融点以上の温度で溶融させるとともに、キャスト法にて無定形シートおよびボード(b)に成形しつつ、目付け量50〜250g/m2である同材料の不織布(c)に熔融接着することによって、不織布−シートおよびボード積層体およびその加熱加工成形体を製造する方法を提供する。
(もっと読む)
金属化フィルムおよびそれを含む物品
金属化フィルムおよび金属化フィルムを含む物品を開示している。金属化フィルムは、金属層が2つの架橋されたポリマー層と接触しかつそれらの間に配置されている、複数層を含むことができる。 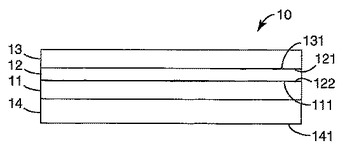 (もっと読む)
(もっと読む)
グローブ成形装置
【課題】張り出し部の転写不良を防止できる真空成形によるグローブ成形装置を提供する。
【解決手段】筒状の真空ボックス1と、この真空ボックス1内で密閉を保ちつつ軸方向に可動とした上型2と、前記真空ボックスの下面開口縁付近において前記上型の下面周縁部と対向配置された割型3、3とを備えるとともに、前記上型の周縁部付近において前記割型の上面と対向するように下面に開口した真空引き用の吸引孔4を設けたグローブ成型装置において吸引孔4の上部(4a)に対して下部(4b)を相対的に広幅の大空間容積とする。
(もっと読む)
パネルのインサートブロー成形方法
【課題】 リーンフォースパイプをパネルに装着するために、従来のブロー成形後の成形品の孔あけ、リーンフォースパイプの圧入という余分な工程を省く。
【解決手段】パネルにリーンフォースパイプをインサートしてブロー成形するに際し、金型内キャビティー面から内側に突き出て突設されたマグネットに、該リーンフォースパイプを該マグネットの磁力により固定し、その後パリソンを型締めし、該パリソン内にエアを吹き込むことによって該リーンフォースパイプをインサート成形する。
(もっと読む)
ドーム状成形品の成形方法及び成形装置
【課題】ドーム状成形凹部と透明シートの間における空気の残留による変形などが生じることなく圧空成形を行なうことができるドーム状成形品の成形装置を提供する。
【解決手段】圧空成形型1に、前記ドーム状成形凹部2の内側のエアを吸引するための吸引流路4を設けることで、ドーム状成形凹部2の内周面と前記透明シート3との間の空間のエアを吸引流路4から吸引して減圧した状態で透明シート3を膨らませ、圧空成形によりドーム状成形品を成形することができる。これによりドーム状成形凹部2の内周面と透明シート3の間に空気が閉じ込められて変形などが生じるようなことなくドーム状成形品Aを圧空成形することができる。
(もっと読む)
1 - 18 / 18
[ Back to top ]