
Fターム[4F208AH56]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 用途物品 (1,866) | 箱状容器(←コンテナ、パレット) (59)
Fターム[4F208AH56]に分類される特許
1 - 20 / 59
断熱ボードの製造方法
真空成形用成形型及び樹脂成形品
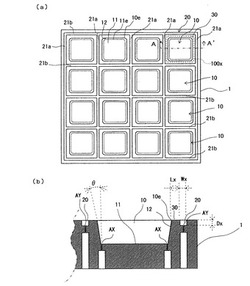
【課題】真空成形において熱可塑性樹脂シートと良好に接触させることができる真空成形用成形型を提供し、ひいては、樹脂成形品の製造効率を向上させること。
【解決手段】熱可塑性樹脂シートの真空成形に用いられ、前記熱可塑性樹脂シートに形成させる製品形状に対応した成形用凹部を有する真空成形用成形型であって、前記成形用凹部を包囲する溝部をさらに有し、該溝部は、製品外となる部分において前記熱可塑性樹脂シートに溝を形成させるべく備えられており、且つ前記真空成形において真空引き可能であることを特徴とする真空成形用成形型等を提供する。
(もっと読む)
熱成形装置、及び熱成形方法

【課題】ロールシートとカットシートを併用する。
【解決手段】加熱手段によりシートを輻射加熱する加熱部と、前記加熱部から前記シートの移送方向の下流側に配置されて前記輻射加熱されたシートを成形する成形部と、を有する熱成形装置であって、シートを前記加熱部から前記成形部に移送する移送手段と、前記加熱手段と前記シートとの間に設けられた遮蔽板と、前記遮蔽板に取り付けられ、該遮蔽板の下流側において輻射加熱されるシートを把持する第一の把持機構と、前記第一の把持機構から下流側であって前記成形部から上流側に設けられ、前記輻射加熱されるシートを把持する第二の把持機構と、を有する。
(もっと読む)
一体成形体の製造方法及び一体成形体
【課題】結晶性熱可塑性樹脂と添加剤とを含む溶融樹脂組成物から構成される成形体の表面に、添加剤を含有しない結晶性熱可塑性樹脂から構成される結晶性樹脂層を、充分に密着させることができ、且つ、結晶性熱可塑性樹脂から構成される結晶性樹脂層のもととなる立体シートを、真空成形法で成形する技術を提供する。
【解決手段】結晶化度が20%以下のPPS樹脂(ポリフェニレンサルファイド樹脂)から構成される立体シートを、射出成形用金型内に配置し、PPS樹脂の溶融温度以上の溶融樹脂組成物を前記射出成形用金型内に射出し、一体成形体を製造する。
(もっと読む)
2軸延伸成型品
【課題】基本物性が大きく損なわれずに、酸素ガスバリアー性の改善された食品容器や薬品容器などの2軸延伸成形品を廉価に提供する。
【解決手段】2軸延伸成形品は融点が160℃以下の滑剤、可塑剤などの低分子量ポリマー添加剤を層間剥離した有機化クレイの50重量%以上、前記有機化クレイを5重量%以下、2重量%以上含有するマスターバッチを希釈し、希釈後も前記有機化クレイが総重量の0.08重量%以上、1.25重量%以下、前記添加剤が0.1重量%以上を含有し、前記有機化クレイが2軸配向し、分散した熱可塑性付加重合ポリマー2軸延伸成型品である。
(もっと読む)
透明容器の製造方法及び透明容器
【課題】ポリプロピレン系樹脂を主原料とし、透明度と透明度の均一性の優れた透明容器の製造方法の提供
【解決手段】
射出延伸ブロー成形によりポリプロピレン系樹脂から、透明容器を成形する透明容器の製造方法であって、射出成形機によりプリフォームを成形する際、射出成形機のランナ部の樹脂温度がシリンダ部樹脂温度以上で、且つ230〜300℃として樹脂を金型に射出することを特徴とする透明容器の製造方法。
製造方法。
(もっと読む)
凹凸模様を有する真空成形体の製造方法及び樹脂容器
【課題】 凹凸模様を有する真空成形体を再現よく得る方法を提供する。
【解決手段】 熱収縮性を有する樹脂シートを、保持した状態で、該樹脂シートの同一面内にある隣り合う部位Aと部位Bとが、前記部位Aと前記部位Bとの表面温度が異なり、且つ、少なくとも部位Aの表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように、赤外線照射して、前記部位Aと部位Bとに膜厚差を生じさせる工程(1)と、前記樹脂シートを真空成形法により金型に押し当てて成形する工程(2)とを有する凹凸模様を有する真空成形体の製造方法、及び該製造方法により得た凹凸模様を有する樹脂容器。
(もっと読む)
熱成形容器
【課題】易引き裂き性に優れ、衝撃強度の強いポリプロピレン系熱成形容器を提供する。
【解決手段】MFRが0.3〜3g/10分、融解ピーク温度が160〜170℃のプロピレン系重合体(A)50〜90重量%、MFRが0.1〜5g/10分、密度が0.950〜0.970g/cm3のエチレン系重合体(B)10〜50重量%、MFRが0.1〜5g/10分、密度が0.920〜0.930g/cm3の高圧法により製造されたエチレン系重合体(C)3〜20重量%を含有するプロピレン系樹脂組成物からなるシートを熱成形して得られた熱成形容器であって、0.5mm厚みシートのデュポン衝撃強度が4J以上、かつ引き裂き強度が70N以下であることを特徴とする熱成形容器による
(もっと読む)
中空状プランター
【課題】適度な水分を持続的に供給可能な中空状プランターの提供。
【解決手段】ブロー成型を行う前に、中空状の連接ユニットBが金型9の内側表面に取り付けられ、金型9を閉じた後、ブローピン95を金型9内に位置する溶融プラスチックパリソンP内に挿入して加圧気体を注入し、半固溶状態の膨張したプラスチックパリソンPを金型9の内側表面に貼り付かせると共に、連接ユニットBの連接孔21,31,400,401を封鎖させ、気体の圧力で、膨張したプラスチックパリソンPを連接孔21,31,400,401内に押し入れ、破裂させて連接孔21,31,400,401の内壁に貼り付かせ、プランターユニットと連接ユニットBを気体漏れのないよう結合し、連接ユニットBの連通区域22,32,402とプランターユニットの空間区域12を連通させる。
(もっと読む)
樹脂製パレットおよび樹脂製パレットの製造方法
【課題】滑り止め用突起の耐久性を確保しつつ、使い勝手の良好な樹脂製パレットを提供する。
【解決手段】一方の表面302に荷物を載置する樹脂製パレット300であって、それぞれ、荷物の底面に食い込み可能なように、前記一方の表面302から所定高さまで突出する複数の滑り止め用第1突起319が前記一方の表面302に設けられ、複数の滑り止め用第1突起319はそれぞれ、その外周全体に亘って、前記一方の表面302から窪んだ第1周溝を有する、ことを特徴とする樹脂製パレット300。
(もっと読む)
合成樹脂製壜体
【課題】 本発明は、内部の減圧化に伴う胴部の減容変形のし易さを劣化させることなく要求される表示を十分に施すと共に、減容姿勢を自己保持可能とすることにより、壜体に表示を適正に設けると共に、安定した減容変形を得ることを目的とする。
【解決手段】 薄肉にブロー成形された合成樹脂製壜体1において、胴部5と肩部6と底部7により前後に伸縮可能な蛇腹筒状の本体部4を構成することにより、大きなかつ円滑な減容変形を可能とし、本体部4の前壁14さらには後壁14に表示15を好適に施す。
(もっと読む)
差圧成形装置、及び、差圧成形シート製造方法
【課題】離型時の差圧成形シートの変形を抑止しながら差圧成形のサイクルタイムを短縮することを課題とする。
【解決手段】シート保持部21を有するシート保持手段20と、シート保持部21で保持されたシートS1の一面S1aに対向した凹部32を有する閉空間形成体30と、凹部32に対向した成形型40と、を用い、シート保持部21と閉空間形成体30とを近接させてシートS1の一面S1aと凹部32とで囲まれた成形前空間SP1を形成し、閉空間形成体30と成形型40とを近接させ、成形前空間SP1の圧力よりもシートS1の他面S1b側の圧力が低くなる差圧を設けてシートS1を成形型40に密接させ、成形シートS2の他面S2b側を大気圧以上にするとともに成形シートS2の一面S2aと凹部32とで囲まれる成形後空間SP2を減圧して大気圧未満とし、閉空間形成体30と成形型40とを離間させて成形シートS2を離型する。
(もっと読む)
サイドホールプレス
【課題】 プレスの上下に駆動するテ−ブルの動きを利用して、横方向にパンチを動かし、成形品の側面に抜き落とし穴や、切り込み加工をおこなうことを可能とする、抜き型の開発。
【解決手段】 傾斜面をもたせた二つの部品の内、一方を水平に配置した状態で、もう一方を垂直方向より、互いの傾斜面を接触させて押し進めることで、水平に配置した部品を水平方向へ移動させる原理とした構造部品を、パンチを水平に動かす手段として利用し解決する。
(もっと読む)
成形品
【課題】要求される圧縮剛性に応じて部分的に補強することで、重量化を回避しつつ、安価で効率的に成形可能な成形品を提供する。
【解決手段】荷重受け面12を形成する上面14を有する第1成形体16と、該第1成形体16の周縁部18に対して溶着により一体化され、底面20を有する第2成形体22と、該第1成形体16と該第2成形体22との間の中空部24に内装されるブロー成形製の補強体26とを有し、該補強体26は、前記上面14と前記底面20とを連結するリブ30を有する中空成形体であり、該補強体26、該第1成形体16および該第2成形体22は、同材質の熱可塑性樹脂であり、該補強体26は、該第1成形体16および該第2成形体22それぞれに対して溶着一体化される、ことを特徴とする成形品。
(もっと読む)
シート成形品のアンダーカット部成形方法およびこれに用いる金型
【課題】O−PETシート等の延伸合成樹脂シートから容器を成形する場合に、アンダーカット部を精度よく形成することができる成形法を提供する。
【解決手段】軟化させた合成樹脂シートを雌型の上に配置し、該雌型に雄型を圧入するシート成形品の成形方法において、前記雌型は成形面の開口周縁に断面凹状のアンダーカット成形部が設けられる一方、前記雄型は前記アンダーカット成形部に対応して進退可能なスライド部が設けられ、当該雄型を前記雌型に圧入した状態で前記スライド部を前記アンダーカット成形部内に進出させて前記シート成形品の開口周縁にアンダーカット部を成形する。合成樹脂シートは延伸合成樹脂シート、特に1軸または2軸延伸性を有するPETシートであることが好ましい。
(もっと読む)
熱可塑性樹脂製単壁構造体の成形方法
【課題】円筒状に押し出した熱可塑性樹脂から溶融状態のシートを形成して直接成形を行うことにより、シートの再加熱を必要とせずに、厚肉の単壁構造体を成形することができる熱可塑性樹脂製単壁構造体の成形方法を提供する。
【解決手段】溶融状態の熱可塑性樹脂を押出ヘッド7のダイおよびコアの間のスリットから円筒状に押し出すとともにコアの先端に配置したガイド部材9により扁平状に拡張し、一対のローラー10、10で押し潰しながらシート状熱可塑性樹脂8として分割金型1、2間に送り出して垂下させた状態で配置する。次いで、分割金型1、2の内部空間をシート状熱可塑性樹脂8で隔離密閉するように型締めし、シート状熱可塑性樹脂8を成形キャビティに密着させて単壁構造体を成形する。
(もっと読む)
ブロー成形用金型およびブロー成形方法
【課題】少ない金型部品点数で、種々の成形品の仕様に応じてブロー成形することが可能なブロー成形用金型およびブロー成形方法を提供する。
【解決手段】複数のブロック金型14を装着する装着面16を有するベース金型12と、成形品の仕様に応じて選択されて、該装着面16に装着される複数のブロック金型14とを有し、複数のブロック金型14はそれぞれ、前記装着面16に当接可能な底面18と、賦形面を構成する側面20とを有し、ブロー成形すべき成形品の輪郭に適合するように、端面34を突き合わせることにより、全体として環状体28を形成し、環状頂部36がピンチオフ部38を構成するとともに、前記装着面16の前記環状体28の内側部分がキャビティ31を形成し、それにより、該キャビティ31に対向して前記ピンチオフ部38から離間して配置される溶融状態の樹脂材料をブロー成形するのに用いることを特徴とするブロー成形用金型。
(もっと読む)
換気プレナムを有するプリフォームの熱的な条件付けのためのオーブン
【課題】空気分配チャンバを有するプリフォームの熱的な条件付けのためのオーブンを提供する。
【解決手段】熱可塑性樹脂製プリフォームを加熱するオーブン10は、空気吸入口ポート22aを有する空気吸入口ゾーン16aとプリフォームを加熱するためのゾーン16bから構成される。空気吸入口ゾーン16aは、複数の換気モジュール36及び空気吸入口ポート22aとの間に挿入された、空気分配チャンバ18(プレナム18と呼ばれる)を有し、プリフォームを加熱するゾーン16bは、吸入口ゾーン16aから来る空気の流れAをプリフォームへ導く換気モジュール36ゾーンと空気抽出ダクト68を有する空気抽出ゾーン16cとから構成され、プリフォームを冷却するための空気の流れAによって、最も冷たいゾーンから最も熱いゾーンへの熱勾配に従って、各ゾーンを通って上方向に、生じる。
(もっと読む)
半加工品からコンテナを製造するためのブロー成形装置
【課題】ノズルを鋳型に自動的にロックするための手段を備え、この手段は信頼性が高く、構成が単純で、高速であり、操作にほとんどエネルギーを必要としないブロー成形装置を提供する。
【解決手段】半加工品12からコンテナを製造するためのブロー成形装置10に関連し、半加工品12が配置される成形空洞18の範囲を定める鋳型20を備え、半加工品12が鋳型20の開口部を通って現れ、高留置位置と低ブロー位置との間でスライド可能に取り付けられるチューブ状のブローノズル28を備え、低ブロー位置ではノズル28が半加工品12内へ加圧流体を適切に運び、低ブロー位置でノズル28をロックするための少なくとも1つの手段46aを備え、ロック手段46aは、ストライク48aと、ストライクでロック位置に弾性的に戻される移動可能なボルト58aとを備えるロック46aである。
(もっと読む)
酸素吸収性を有する成形品の製造方法および成形品
【課題】酸素吸収により不快な臭気を発生せず、優れた酸素吸収機能(高酸素吸収量および高酸素吸収速度)を有し、かつ優れた加工性を有する成形品の製造方法を提供すること。
【解決手段】エチレン含有量5〜60モル%、ケン化度90%以上のエチレンービニルアルコール共重合体(D)および炭素−炭素二重結合を有する熱可塑性樹脂(A)を含む酸素吸収性樹脂組成物(P)からなる層を有するシートを、面積換算で2倍以上の延伸倍率で延伸または0.5以上の絞り比で熱成形する工程を包含し、該延伸または熱成形は、該エチレンービニルアルコール共重合体(D)の融点をTm(℃)としたとき、[Tm−20℃]以下かつ[Tm−120℃]以上の温度範囲で行われることを特徴とする、成形品の製造方法。
(もっと読む)
1 - 20 / 59
[ Back to top ]