
Fターム[4F208AR07]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 調整制御量(制御の対象) (972) | 位置(←角度、開度) (97)
Fターム[4F208AR07]に分類される特許
1 - 20 / 97
シート成形品の製造方法
【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造方法を提供すること。
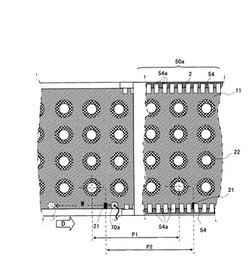
【解決手段】長手方向に所定間隔で図案が備えられている帯状の熱可塑性樹脂シートを前記長手方向への移動と停止とを交互に行う間欠送りによって熱成形機に供給し、前記停止における前記図案の停止位置が前記熱成形機の成形型に対する所定位置となるように位置調整しつつ前記間欠送りを実施して前記成形型で前記熱可塑性樹脂シートを熱成形することにより前記図案が所定位置に備えられたシート成形品を製造するシート成形品の製造方法であって、前記図案の間隔に相当する間隔を設けて長手方向に沿って複数の位置検出マークが備えられている熱可塑性樹脂シートを用い、前記間欠送りにおける前記位置検出マークの移動経路に該位置検出マークを検出可能な位置検出手段を配して前記間欠送りを実施し、図案の前記位置調整を所定の方法で実施するシート成形品の製造方法を提供する。
(もっと読む)
シート成形品の製造設備

【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造設備を提供する。
【解決手段】帯状の熱可塑性樹脂シートを長手方向への移動と停止とを交互に行う間欠送りによって搬送するシート搬送手段と、前記熱可塑性樹脂シートを熱成形するための成形型とを備え、前記シート搬送手段による前記熱可塑性樹脂シートの搬送経路に前記成形型が配されており、該位置検出手段による前記位置検出マーク21の検出結果に基づいて熱可塑性樹脂シートの移動量を調整して図案22の停止位置を調整する手段が前記調整手段として備えられており、前記位置検出手段として前記成形型よりも熱可塑性樹脂シートの移動方向上流側に配された第一位置検出手段と前記成形型よりも下流側に配された第二位置検出手段との少なくとも2つの位置検出手段が備えられていることを特徴とするシート成形品の製造設備。
(もっと読む)
内装品の真空成形方法及び内装品の真空成形装置
【課題】
表皮の原反の寸法短縮をしても、把持手段が型と接触する虞がないとともに、表皮のコスト低減を行うことができる内装品の真空成形方法及び内装品の真空成形装置を提供する。
【解決手段】
クランプ具450は基材側真空吸引型100、表皮側真空吸引型200に干渉可能な位置と両型に干渉しない待避位置間を移動可能に自在に設けられている。基材側真空吸引型100、表皮側真空吸引型200に干渉可能な位置から待避位置へ移動する際に、クランプ具450により把持されるとともにヒータにより加熱された表皮Hはクランプ具450により延伸された後、真空成形される。
(もっと読む)
ダイレクトブロー容器の製造方法及び包装体
【課題】燃料や薬品のバリア性能及び酸素等の各種ガスのバリア性能に優れ、さらには変形のない実用的なダイレクトブロー容器の製造方法を提供する。
【解決手段】ポリオレフィン(A)60〜90質量%、酸変性ポリオレフィン(B)5〜30質量%、メタキシリレン基含有ポリアミド(C)2〜35質量%を含有し、ポリオレフィン(A)中にメタキシリレン基含有ポリアミド(C)が層状に分散しているダイレクトブロー容器の製造方法は、押出機から吐出される溶融樹脂が流れる流通孔と下側に開口している開口部を有する筒状の中空部であって中空部の上側に流通孔が開口する筒状の中空部とを有するダイボディーと、上側に先端部を有するマンドレルであって先端部が流通孔の端部の開口に向くように、中空部に配置されたマンドレルと、ダイボディーの中空部とマンドレルとの間の流路クリアランスが樹脂流路を形成するように、流路クリアランスに形成され、マンドレルをダイボディーの中空部の内部に保持するサポート部と、を備えるダイを使用する。
(もっと読む)
フィルム加工工法
【課題】 従来技術では、部品組付の場合に、部品の柄毎にそれぞれを加飾後、その部品同士を組付しなければならず、作業効率が悪いという問題、成形工程が煩雑になってしまうという問題がある。
【解決手段】 複数の部材1、2の端部同士に所定寸法離間して間隙部5を形成して、表皮材3を前記複数の部材1、2に貼着した後、近接させることによって、前記複数の部材1、2の間隙部5に位置合わせして、前記表皮材3の境界部4を前記間隙部5に埋没させたフィルム加工工法。
(もっと読む)
取付部を備えた容器
【課題】ブロー成形時に、容器、例えば、車両用燃料タンクの取付部付燃料給油口を成形する方法と装置を提供する。
【解決手段】取付部36を備えた容器12を成形する方法は、成形面と、前記成形面の一部を画定する凹型領域24と、分割するために互いに開くと共に密閉するために互いに閉じる金型部14と、を有する金型、を設ける工程を有する。金型が開いた時に、溶融プラスチックパリソン16が金型に提供され、その後、金型が閉じられる。そして、パリソンの一部が凹型領域に入るように、パリソンが成形面に対して膨張する。凹型領域内に設けられたパリソンの一部は、取付部を画定するために、前記金型およびパリソンに関連して二次成形装置40を動かすことによって成形される。
(もっと読む)
成形品の製造方法
【課題】 熱成形用樹脂シートからなる成形品の製造方法に於いて、成形品打抜き後に発生するスケルトンを、無地のスケルトンとすることによりシートの原料としてリサイクルできるようにする。
【解決手段】 印刷シート10に成形品の印刷面11が多段多列の単位で多数形成されている。一段目と二段目との間の余白部分にはカラーコントロールマーク12が印刷面11と同一のピッチで印刷されている。打抜き機により印刷シート10を打抜くと、成形品13が打抜かれて除去され成形品孔15が形成されるとともに、カラーコントロールマーク12も打抜かれて除去されカラーコントロールマーク孔16が形成される。残ったスケルトン17は、印刷部分の全く無い無地となっている。
(もっと読む)
ダイレクトブロー容器
【課題】バリア性及び強度に優れるダイレクトブロー容器を提供する。
【解決手段】ポリエチレン(A)60〜90質量%、酸変性ポリエチレン(B)5〜25質量%、及びメタキシリレン基含有ポリアミド(C)5〜35質量%を含有し、前記ポリエチレン(A)中に前記メタキシリレン基含有ポリアミド(C)が層状に分散しているダイレクトブロー容器であって、ピンチオフ部の一部または全部に突起部を有しており、該突起部の幅(W)がパリソン厚み(T)の0.2倍以上かつ2倍未満であるダイレクトブロー容器。
(もっと読む)
プレス成形機への成形材料供給装置
【課題】成形材料の下型へのセット時に、テーブル端から自重落下する成形材料の端部が反動により捲れ上がって2重に折り重なるのを回避できるプレス成形機への成形材料供給装置の提供を図る。
【解決手段】成形材料Sを下型2の型面2a上に投入した際に、テーブル4の端部上から最終的にずれ落ちる成形材料Sの端部を、一方のシワ取りバー5Rと、投入ガイド部材7と、緩衝用バー6とに順次に連続して受け止めて、これら両バー5R,6間に略平坦状に橋渡し可能となり、端部の自重落下による反動を小さく抑制してその捲れ上がりを回避する。
(もっと読む)
樹脂発泡成形品の製造方法、及び、樹脂発泡成形品の製造設備
【課題】品質に優れた樹脂発泡成形品を効率良く製造することができる樹脂発泡成形品の製造方法、及び、樹脂発泡成形品の製造設備を提供すること。
【解決手段】帯状の樹脂発泡シートの表面に樹脂フィルムを熱ラミネートして積層発泡シートを作製しつつ得られた積層発泡シートを熱成形装置で熱成形して樹脂発泡成形品を作製する樹脂発泡成形品の製造方法であって、樹脂フィルムが熱ラミネートされる樹脂発泡シートの前記表面を前記熱ラミネート前に加熱する予備加熱工程を実施することを特徴とする樹脂発泡成形品の製造方法などを提供する。
(もっと読む)
ネック部を備える容器を搬送体にローディングまたはアンローディングする装置
【課題】ネック部を備えるプリフォームを、このネック部によって1つのプリフォームを個別に把持する装置を含む搬送体にローディングしまたはアンローディングする装置を提供する。
【解決手段】上記装置は、各プリフォーム12を個別に収容する手段42を含む、プリフォーム12を分配する手段32、42であって、上記収容手段の軌道と、上記把持手段の軌道とが、平面投影において、プリフォーム12が把持位置にある少なくとも1つの交差点P3において接しており、プリフォームのネック部が、上記把持部材と対向して垂直方向に配置される分配手段と、上記把持部材の動きに対して、上記収容手段の動きを同期させる手段とを備える。
(もっと読む)
表皮材の貼り付け方法
【課題】3次元形状の基材表面の任意の位置で表面意匠(色合い、色柄、絵柄等)が変化する部材の製造に際し、基材の所望位置に表皮材の意匠変化位置が精緻に位置決めされて貼り付けられた部材を製造することのできる、表皮材の貼り付け方法を提供する。
【解決手段】基材Wの表面に表皮材Sを貼り付ける表皮材の貼り付け方法であって、下チャンバー2に配された磁性体6を具備する治具5上に基材Wを載置し、上チャンバー1と下チャンバー2を型閉めして双方のチャンバー1,2で磁性領域7を具備する表皮材Sを挟み込み、表皮材Sによって上チャンバー空間K1と下チャンバー空間K2を画成し、表皮材Sを加熱して軟化させた状態で、下チャンバー空間K2を真空引きし、上チャンバー空間K1を加圧することで、表皮材Sの磁性領域7を磁性体6に磁気吸引させて該表皮材Sを基材Wに貼り付ける。
(もっと読む)
合成樹脂製ボトルのブロー成形方法
【課題】合成樹脂製ボトルの底部を均一に延伸することができて薄肉化と強度及び耐熱性の向上とを両立させることができ、しかも、比較的少ない工程数で低コストの合成樹脂製ボトルを得ることができる合成樹脂製ボトルのブロー成形方法を提供する。
【解決手段】底部金型17を第1の所定位置よりも下方の第2の所定位置に位置させた状態で、延伸膨出工程により、胴部金型16内のプリフォーム1aに内圧を付与し、下部を下方に膨出させた底部膨出部1cを有する中間成形体1bを形成させる。このとき、底部膨出部1cは、底部金型17に非接触或いはリブ成形部25の少なくとも一部を残して底部金型17に当接する。続いて底部成形工程により底部金型17を第2の所定位置から第1の所定位置に移動させ、底部膨出部1cを突き上げ、底リブ9を成形しつつ底凹部7を形成させる。
(もっと読む)
近赤外線ヒータとプリフォームの加熱方法
【課題】 本発明は、プリフォームに対する近赤外線ヒータ単体での加熱効率を高めることにより、少ない消費電力で効率よくプリフォームを所望する温度まで加熱できるようにすることを目的とする。
【解決手段】 被覆形成したホワイトコート8により開口部9を残存形成した近赤外線ヒータ1において、開口部9の開口角10を120°±10°に設定規制することにより、一定レベル以上の加熱効率のアップを得、これによりプリフォームPを壜体に2軸延伸成形ブロー成形する際の、大幅な消費電力の低減化を得る。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】一対のローラーにより熱可塑性樹脂製シートの厚み調整をするに際し、成形効率を確保しつつローラーの外表面とシートの表面との間の滑りを防止する一方、二次成形に適した状態を保持しながら、シートのローラーの外表面による巻き付きを防止することが可能な樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置を提供する。
【解決手段】Tダイ28の押出スリット34から単位時間当たり所定押出量を間欠的に、かつ所定の厚みにて所定押出速度で下方に押し出された溶融状態のシートをそのシート温度より低い表面温度に設定され、外表面に凹凸状のシボを設けた一対のローラー30A,30Bで挟み込み、所定押出速度以上の速度で下方へ送り出し、シートと金型32A,32Bとの間に形成された密閉空間を減圧、および/または加圧によって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
プラスチックエンボスキャリアテープ装置および方法
【課題】 本発明の課題は、上下方向に配向されたキャリアテープ製造装置およびその方法を提供することにある。
【解決手段】 上下方向の面に位置させた複数の送り穴を有する平坦なテープを提供する工程と、第1装置の形成工具アセンブリ内の上下方向の面に位置された平坦なテープを受け入れる工程と、キャリアテープを形成すべく平坦なテープにポケットを形成する工程と、ポケットを充填する工程とを含むキャリアテープのエンボスポケットの充填方法、および対向する一対の加熱接触面と、少なくとも2つの上下方向に配向された熱シールドからなり加工が休止された時に熱シールドを前記各接触面とストリップの間に選択的に、且つ上下方向に挟むように構成される上下方向の熱シールドアセンブリとを備えるストリップにキャリアポケットを自動的にエンボス形成する装置。
(もっと読む)
車両用内装部品の製造方法および装置
【課題】 本発明は、シボ模様など均一で美麗な装飾模様を保持した状態で表皮を貼着することが可能な車両用内装部品の製造方法および装置を実現することを課題とする。
【解決手段】 凸面を有する形状に成形された樹脂芯材に表皮を貼着する車両用内装部品の製造方法であって、樹脂芯材を真空成形型に装着する芯材装着工程と、真空成形型に装着された樹脂芯材を表皮に当接させる芯材当接工程と、真空成形型の内部を減圧することにより、表皮を樹脂芯材に貼着する表皮貼着工程と、を有し、芯材当接工程は、真空成形型を傾斜させて樹脂芯材の凸面の肩部を表皮に先当たりさせることと、さらに、表皮貼着工程は、真空成形型の傾斜角を減少させながら表皮の貼着面を広げることを特徴とする。
(もっと読む)
制御されたノズルを備える金型キャリヤユニット
【課題】移転クランプとノズルの釣り鐘部とが衝突するリスクを回避する吹き込みノズルの制御方法を提供する。
【解決手段】金型2内に配置された予備成形物3を延伸ブロー成形するための金型キャリヤユニットは、一方はスライド13に支えられた延伸ロッド10を有しており、他方は固定された胴部16を備える吹き込みノズル15を有している。延伸ロッドは金型の底部との間を移動可能であり、吹き込みノズルは、釣り鐘部20によって引き延ばされる。釣り鐘部の自由縁25が延伸ロッドの自由端11とほぼ同じ高さで保持される非動作位置から、釣り鐘部が金型の注入口の表面4に付着し、吹き込み流体の閉流路を形成する動作位置まで、移動が可能で、停止具23は、スライド上に形成された支持部24と協働して、釣り鐘部の動作位置から非動作位置まで、延伸ロッドと同じ運動の法則で移動できる。
(もっと読む)
半加工品からコンテナを製造するためのブロー成形装置
【課題】ノズルを鋳型に自動的にロックするための手段を備え、この手段は信頼性が高く、構成が単純で、高速であり、操作にほとんどエネルギーを必要としないブロー成形装置を提供する。
【解決手段】半加工品12からコンテナを製造するためのブロー成形装置10に関連し、半加工品12が配置される成形空洞18の範囲を定める鋳型20を備え、半加工品12が鋳型20の開口部を通って現れ、高留置位置と低ブロー位置との間でスライド可能に取り付けられるチューブ状のブローノズル28を備え、低ブロー位置ではノズル28が半加工品12内へ加圧流体を適切に運び、低ブロー位置でノズル28をロックするための少なくとも1つの手段46aを備え、ロック手段46aは、ストライク48aと、ストライクでロック位置に弾性的に戻される移動可能なボルト58aとを備えるロック46aである。
(もっと読む)
ブロー成形用プリフォームキャリアおよびブロー成形型
【課題】ブロー成形時にブローエアーによって大きな力が作用しても位置ずれなどの弊害を起すことの無い広口容器のブロー成形に適したプリフォームキャリアを提案すること。
【解決手段】ブロー成形用プリフォームキャリア10は、ブロー成形時にブローエアーが導入される圧力室16を備えている。ブローエアーが圧力室16に導入されると、ブロー成形用プリフォームキャリア10の外側円筒11および内側円筒12にはそれらの軸線方向に沿って下向き、上向きの力が作用する。ブローエアーによってプリフォームキャリア10を下向きに押し込む力が相殺されるので、プリフォームキャリア10に位置ずれなどの弊害発生してしまうことを防止できる。プリフォームキャリア10がブローエアーによって移動しないように支持するための支持機構の支持耐力が小さくてよいので、当該支持機構を小型で簡単な機構にできる。
(もっと読む)
1 - 20 / 97
[ Back to top ]