
Fターム[4F208LA03]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | 多段ブロー成形 (46)
Fターム[4F208LA03]に分類される特許
1 - 20 / 46
無菌充填包装体の製造方法、及び製造装置
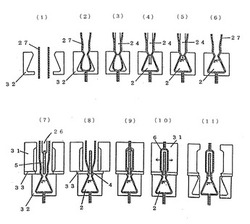
【課題】内容物の注出具の保護性、内容物の注出性及びタンパーエビデント性が改善された、折り畳み誘導線が形成されたプラスチック容器本体内に内容物を無菌的に充填すると共に、前記容器本体と一体成形された保護ケース内に注出具を収納した無菌充填包装体の製造方法及び製造装置を提供する。
【解決手段】次の工程で無菌充填包装体を製造する。(1)パリソン27をプラスチック容器本体用金型32に配置し(2)パリソン27内に挿入したノズル24から無菌エアーを吹き出して容器本体2のブロー成形を行った後に、(3)該ノズル24から容器本体2内に内容物を充填後、該ノズル24を退避させ、ついで(4)内容物の注出具5を容器本体2の上部のパリソン27に挿入した後に、(5)保護ケース用金型31の型締めを行い、(6)前記容器本体2の上部のパリソン27から保護ケース6を形成する。
(もっと読む)
耐熱容器の加熱成形装置

【課題】既存の成形装置を利用してPET樹脂製の耐熱容器を比較的安価に製造することができる耐熱容器の加熱成形装置を提供する。
【解決手段】テーブル211を上昇させて一次ブロー成形品30のネック部開口に位置出しピンを嵌合させ、ネック部の外周部を把持手段で把持することで、直線移動可能に設けられた搬送手段250に一次ブロー成形品30を装着する装着部210と、一次ブロー成形品30を加熱処理成形して中間成形品を得る熱処理部220と、中間成形品を最終ブロー成形して所定形状の耐熱容器10を得る最終ブロー成形部230と、耐熱容器10を搬送手段250から取り外して回収する回収部240と、を備えるようにする。
(もっと読む)
多層発泡体の製造方法
【課題】空気だまりが発生し難く、且つ、発泡倍率を向上させることが可能な多層発泡体の製造方法を提供する。
【解決手段】発泡層(102)の外面に非発泡層(101)を有する多層樹脂(200)を押し出し、その多層樹脂(200)の最内面同士を接着し、多層樹脂積層体(201)を形成する。そして、多層樹脂積層体(201)の最外面とキャビティ面(12a,12b)との間に隙間が空くように多層樹脂積層体(201)を金型(11a,11b)で挟み込み型締めし、多層樹脂積層体(201)をキャビティ面(12a,12b)に沿った形状に成形し、多層発泡体を成形する。
(もっと読む)
発泡ブロー成形方法
【課題】発泡倍率の高いプラスチックのブロー成形体を製造する方法を提供する。
【解決手段】プラスチックが発熱性発泡剤を含み、型締め後、第1段階としてパリソン1と金型2,3の間のキャビティ4内の空気を吸引して減圧し、同時に大気に連通するブローピン7からパリソン1内部に空気を吸い込ませて、パリソン1を金型2,3の内面に密着するまで膨らませる。続いて、キャビティ4内の減圧を継続しながら、第2段階としてブローピン7からパリソン1内部の空気を吸引し、パリソン1内部を減圧する。キャビティ4内及びパリソン1内部の減圧状態を維持したままパリソン1を冷却させ、最後に減圧状態を解除し、型開きして製品を取り出す。
(もっと読む)
耐熱容器及び耐熱容器の製造方法並びに最終ブロー型
【課題】容器の把持性を向上させた、耐熱容器、内容物入りの耐熱容器及び耐熱容器の製造方法を提供する。
【解決手段】本発明にかかる耐熱容器10は、合成樹脂製の容器の胴部18に、第1の凹部28a及び第2の凹部28bと、把持部26と、を有する。第1の凹部の底部280aは、第2の凹部の底部280bと対向して形成されている。耐熱容器10に充填された高温内容物が冷却されて容器内部が減圧された際に、第1の凹部の底部280aの容器内側面284aは、第2の凹部の底部280bの容器内側面284bに接触する。
(もっと読む)
二重筒の製造方法
【課題】成形が容易な排水トラップ及びその製造方法を提供する。
【解決手段】排水が流入する流入口部22と、排水を溜める溜水容器部23と、溜水容器部23の内部に位置し、流入口部22から流入した排水を溜水容器部23の底部まで通す流入管部24と、溜水容器部23上部に位置し、排水を外部に排出する排出口部25、26と、を有し、流入口部22と、溜水容器部23と、排出口部25、26と、が樹脂により一体成形されている。
(もっと読む)
成形歪が抑制されたポリエステル樹脂製容器及びその製造方法
【課題】延伸倍率が高い場合にも賦形性に優れ、過剰延伸による白化が起きることなく、優れた耐熱性を有するポリエステル樹脂製容器を提供することである。
【解決手段】少なくとも、口部、胴部及び底部を有するポリエステル樹脂製容器であって、前記胴部の最大幅を有する位置において、結晶化度が28乃至42%の範囲にあり且つTMA測定による熱収縮が50μm未満であることを特徴とする。
(もっと読む)
賦形性に優れたポリエステル樹脂製容器及びその製造方法
【課題】胴部に凹部を備えた形状が再現性よく賦形されており、外観特性に優れたポリエステル製樹脂容器を提供することである。
【解決手段】容器胴部23に内方に窪んだ凹部25が形成されており、該凹部25の最深部の深さDmax及び該凹部の深さ方向と直交する容器胴部の最大幅Wmaxの比Dmax/Wmaxが、0.20乃至0.70であり、且つ前記凹部の結晶化度が20乃至40%の範囲であることを特徴とする。
(もっと読む)
偏平容器のブロー成形方法
【課題】一般的な形状のプリフォームを用いて吊具が一体成形された均一な肉厚の偏平容器を製造可能な吊具付きの偏平容器のブロー成形方法を提案すること。
【解決手段】試験管状の一般的なプリフォーム11を型開き状態にある左右のブロー成形用割型31、32にセットして型締めを行う前に、吊具成形用割型33、34を降下させてプリフォーム11の底部14を両側から挟持して引き上げて、プリフォーム11を延伸させる。延伸後にブロー成形用割型31、32の型締め動作を行いながら、プリフォーム11に低圧ブローエアーを導入してフリーブローを行う。フリーブローされたプリフォーム11をブロー成形用割型31、32で偏平形状となるように押圧し、型締後に高圧ブローエアーを導入して偏平容器に成形すると同時に吊具成形用割型33、34を最終型締して吊具4を偏平容器の底部にプレス成形する。
(もっと読む)
容器をブロー成形するための方法および装置
【課題】ブロー金型からのブローエアの回収によって動作される装置のブロー金型内で容器を成形するための新規な方法および装置を提供すること。
【解決手段】本発明は、動作工程が、低圧P1を伴うプレブローステージ28とそれぞれが更に高い圧力Pi、P2、P2’を伴う少なくとも2つの更なるブローステージ29、30、30’とにおいて連続的に達成され、その後、幾つかの圧力ステージを伴う回収段階32では、それぞれのブロー金型からエアが供給される方法において、少なくともプレブローステージの後の圧力ステージ29に割り当てられる容積部9への給気よりも優先して、ブロー金型からのエアが最初にプレブローステージ28に割り当てられる容積部8に供給されることを特徴とする。装置は、ブロー制御器CUと、容積部8内の圧力のための制御手段とを備える。
(もっと読む)
一体成形ハンドルを有する延伸吹込成形容器を作製するためのプロセス
本発明は、一体ハンドルを有する容器を作製するためのプロセスであって、
a)成形キャビティ(2)内に予備成形物(1)を提供する工程と、
b)予備成形物(1)を延伸吹込成形して、中間容器(3)を形成する工程と、
c)内向きに移動する1つ以上のプラグ(5)を適用して、1つ以上の凹状の把持領域を、中間容器(3)内の圧力を0.1MPa(1bar)超に維持している間に、且つ、中間容器の把持領域内の材料の温度がガラス転移温度Tg未満の温度である間に、形成する工程と、
d)好ましくはプラグ(5)を容器内から抜去する前に、容器内の過剰圧力を解放する工程と、
e)成形キャビティ(2、4)から完成容器(6)を取り出す工程と、を含む、プロセスに関する。 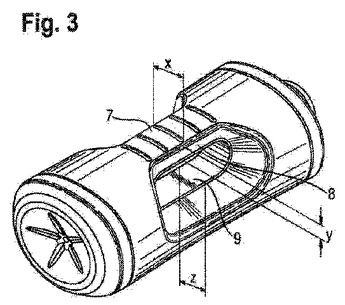 (もっと読む)
(もっと読む)
大型リターナブル容器、その成形方法及び成形装置並びに加熱ゾーン分割されたブロー型
【課題】厚肉となる部分の欠点を解消して、耐熱性と透明性とのバランスが取れた大型リターナブル容器、その成形方法及び成形装置並びに加熱ゾーンが分割されたブロー型を提供する。
【解決手段】大型リターナブル容器の成形方法は、厚肉のポリエステル樹脂製プリフォーム、またはプリフォームからブロー成形された一次ブロー成形品を、加熱下でブロー成形して、ブロー成形時の歪を除去した中間成形品を得る熱処理工程と、収縮された中間成形品を加熱下でブロー成形して、大型リターナブル容器を得る最終ブロー成形工程と、を有する。熱処理工程は、プリフォームまたは一次ブロー成形品を熱処理型204内に配置し、プリフォームまたは一次ブロー成形品内に高圧エアーを導入して加圧して、ブロー成形された肩部22及び胴部24を熱処理型のキャビティ面204Aに密着させて熱処理し、かつ、ブロー成形された肩部22を胴部24よりも低い温度で加熱する。
(もっと読む)
ラベル付き容器の製造方法
【課題】耐熱性を備えたラベル付きカップ状容器を二軸延伸ブロー成形により製造する際に、ラベルを変形あるいは位置ずれなくカップ状容器の胴部に貼り付けること。
【解決手段】ラベル付きカップ状容器1の製造方法では、予備成形品10を加熱して一次ブロー成形型20を用いて一次ブロー成形して最終製品よりも大きな容積の一次ブロー成形品40を製造する。一次ブロー成形品40を収縮させて、筒状胴部形成部分53の高さ寸法Hが最終製品1の筒状胴部3の高さ寸法とほぼ同一となった一次ブロー成形品50を得る。これを、ラベル5が装着されている二次ブロー成形型30に装着して二軸延伸ブロー成形する。筒状胴部形成部分53は高さ方向へは殆ど延伸しないので、ラベル5が高さ方向に変形あるいは位置ずれすることなく筒状胴部3の外周面に貼り付けられたカップ状容器1が得られる。
(もっと読む)
芳香族ポリエステル組成物及びそれからなる芳香族ポリエステル成形体
【課題】 透明性、耐熱性、機械的特性および保香性に優れ、食品あるいは飲料用等の容器、包装材料として有利に使用しうる芳香族ポリエステル組成物およびそれらからなる芳香族ポリエステル成形体を提供することである。
【解決手段】 少なくとも2種の、実質的に同一組成の芳香族ポリエステルを主成分として含む芳香族ポリエステル組成物であって、前記芳香族ポリエステルの極限粘度の差が0.05〜0.30デシリットル/グラムの範囲であり、前記芳香族ポリエステルからなる成形体を超純水中で80℃において1時間抽出処理を実施して得られた抽出水を人工脂質膜からなる味センサを備えた味検査装置で苦味値と渋味値を測定した場合、前記抽出水の苦味値と超純水の苦味値の差及び前記抽出水の渋味値と超純水の渋味値の差が、それぞれ0.5以下であることを特徴とする芳香族ポリエステル組成物。
(もっと読む)
深い差込み基部を有するプラスチック容器の作成方法
平面上に支持するための直立リングを有する深い差込み基部を有する容器の製造方法は、直立リングと、直立リングの下方に形成された基礎突出部分とを有する容器半加工品を成型するステップと、基礎突出部分が直立リングの上方に位置するまで、直立リングに対して上方に向かって基礎突出部分を相対的に配置するステップと、を含む。深い差込み基部を有する改良プラスチック容器もまた開示されている。 (もっと読む)
ロータリ型成形品搬送装置及びそれを用いたロータリ型ブロー成形装置
【課題】成形品の口部を傷つけることなく受け渡しすることができるロータリ型成形品搬送装置及びそれを用いたロータリ型ブロー成形装置の提供。
【解決手段】各々回転中心O1,O4の廻りの等角度間隔の複数位置の各々にて、少なくとも一つの成形品を水平面内で回転搬送し、受け渡し位置での成形品が受け渡される2台のうちの一方のロータリ型成形品搬送装置50(100)は、該成形品を第1保持部160を先端に支持し回転搬送される搬送アーム110を有し、搬送アームが2台のロータリ型成形搬送装置の各々の回転中心を通る直線S4に沿って配置された時の受け渡し位置を中心とする所定回転角度に亘り、水平面内で直線S4と平行な方向で一つの第1保持部を受け渡し可能なストローク分だけ往復移動させ、かつ、2台のうちの他方のロータリ型成形品搬送装置の少なくとも一つの第2保持部22Aに対して第1保持部160を正対させる。
(もっと読む)
ロータリ型ブロー成形装置
【課題】 占有設置面積を縮小しながら時間当たりの耐熱容器の生産量を極めて増大させることができるロータリ型ブロー成形装置を提供すること。
【解決手段】 ロータリ型ブロー成形装置10は、加熱される複数の一次ブロー型22を回転搬送しながら一次ブロー成形品をブロー成形して収縮させる一次ブロー成形ロータリ部20と、複数の二次ブロー型32を回転搬送しながら二次ブロー成形品をブロー成形する二次ブロー成形ロータリ部30と、一次及び二次ブロー成形ロータリ部の間に配置され、回転搬送される複数の中継アーム42の各々に設けた少なくとも一つの第1保持部を介して、一次ブロー成形ロータリ部20から二次ブロー成形ロータリ部30に一次ブロー成形品を受け渡す中継ロータリ部40と、を有する。
(もっと読む)
合成樹脂製ブローボトル及びその成形方法
【課題】環状三量体の低減を図る特別な処方を施すことなしに良好な品質をもったブローボトルとその製造方法を提案する。
【解決手段】加熱処理を挟む二回の二軸延伸ブロー成形によって得られた合成樹脂製ブローボトルであって、該ブローボトルは、環状三量体の含有量が0.40重量%以上、材料そのものがもつ固有粘度が0.70〜0.90dl/gになる合成樹脂材料若しくはプリフォームの成形体からなり、かつ、ブロー成形終了後におけるボトルの少なくとも胴体部分が1.38g/cm3以上の密度を有するもので構成する。
(もっと読む)
無菌容器の成形方法及び装置並びに無菌充填方法及び装置
【課題】インラインシステムにおいてボトル等の容器の殺菌処理を簡易に行う。
【解決手段】ボトル2のキャビティCを有する金型4内に加熱したプリフォーム1を装着し、過酸化水素の凝結ミスト又はガスと一次ブロー用エアとを混ぜた混合気Mをプリフォーム内に吹き込むことによってキャビティ内でプリフォームを中間成形品1aまで膨張させると同時に中間成形品内を殺菌し、次いで、二次ブロー用エアNを上記中間成形品内に吹き込むことによってキャビティ内で中間成形品をボトルまで膨張させると同時にボトル内の過酸化水素を除去する成形方法である。ボトルの殺菌と成形を同時に進めることができるので、殺菌処理を簡易に行うことができる。
(もっと読む)
合成樹脂製ブローボトルの成形方法
【課題】内容物の充填空間に狭窄部を有する品質の高い合成樹脂製ブローボトルを効率よく成形できる方法を提案する。
【解決手段】ブロー金型7の内側にプリフォームPを配置するとともに狭窄部形成用の中子7aを該プリフォームPに近接せしめ、その状態を保持しつつ延伸ロッド8による該プリフォームPの延伸加工と該プリフォームP内へエアーを吹き込む一次ブロー成形を行い、次いで、一次ブロー成形と同じ圧力の下で一次ブロー成形によって得られた成形体に対してエアーを吹き込んで最終形状に仕上げる二次ブロー成形を行うことによって胴体部分3を少なくとも上下に二分して内容物の充填空間に狭窄部を形成した合成樹脂製ブローボトルを成形するに当たり、一次ブロー成形の際のエアーの吹き込み流量を、二次ブロー成形の際のエアーの吹き込み流量よりも小さく設定する。
(もっと読む)
1 - 20 / 46
[ Back to top ]