
Fターム[4F208LG03]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 全体の形状、構造、材質 (583) | 一端開口のもの (179)
Fターム[4F208LG03]に分類される特許
161 - 179 / 179
インサート成形されたRFIDタグを有する成形プラスチック容器及び製造方法
プラスチック容器が、開口端(24)と、基部(26)を含む無孔容器壁と、容器壁において外向きに開くポケット(46)と、ポケット内に配置されたプラスチックハウジング内のRFIDタグ(34)とを有する。RFIDタグを含むハウジングは、ハウジング周囲に容器壁をブロー成形することによりポケット内に捕捉されることが好ましい。ポケット及びハウジングは、好ましくは容器の開口端に対向する容器の基部に、最も好ましくは基部の中央に配置され、ハウジングは、ポケット内への外側開口部を通して容器基部で目に見えることが好ましい。 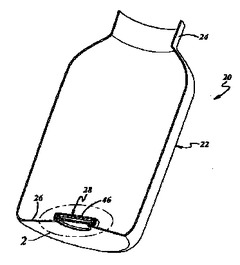 (もっと読む)
(もっと読む)
バリア性に優れた多層射出成形体
【課題】バリア性、外観、耐剥離性および耐熱性に優れた多層射出成形体を提供する。
【解決手段】ジアミン構成単位の70モル%以上がメタキシリレンジアミンに由来し、ジカルボン酸構成単位の70モル%以上が炭素数4〜20のα,ω−直鎖脂肪族ジカルボン酸とイソフタル酸のモル比率が30:70〜100:0であるジカルボン酸に由来するポリアミド樹脂(A)10〜70重量%、変性ポリオレフィン(B)90〜30重量%、およびポリオレフィン(C)0〜50重量%からなるバリア性樹脂組成物層を少なくとも一層有する多層射出成形体。
(もっと読む)
射出延伸ブロー成形用のポリオレフィン組成物
【課題】耐衝撃性と光学特性に優れた容器を製造するための射出−延伸ブロー成形方法。
【解決手段】メタロセン触媒を用いて製造されたポリプロピレンとポリエチレンとから成るポリオレフィン組成物を用いる。
(もっと読む)
ストレッチブロー成形により製造された容器用プリフォーム
本発明は、互いに接合された3つの別個の部分、すなわち、側壁3と、底部4と、開口部を有する上部分2とを備え、側壁3の厚さが底部4の厚さより小さいパッケージをブロー成形により製造するためのプリフォーム1に関する。本発明はまた、前記プリフォーム1のブロー成形により得られたパッケージに関する。 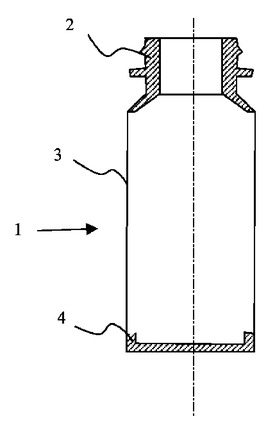 (もっと読む)
(もっと読む)
内面被覆ガラス製容器及びその製造方法

【課題】 厚肉の樹脂層をガラス容器の内表面に形成することが可能な内面被覆ガラス製容器の製造方法を提供する。
【解決手段】 開口部16を備えたガラス容器本体11を得る工程と、開口部16を通過可能な形状を有して一端側が閉塞された筒状胴部18と、他端側にフランジ部21を備えた熱可塑性樹脂製の被覆成形体17を得る工程と、高減圧雰囲気下で、ガラス容器本体11の内部に被覆成形体17の筒状胴部18を収容し、被覆成形体17とガラス容器本体11とを組合わせる工程と、開口部16の端面にフランジ部21を密着させた状態で、高減圧雰囲気より高い圧力雰囲気下に配置すると共に熱可塑性樹脂の軟化温度以上の温度に加熱することにより、筒状胴部18をガラス容器本体11の内表面に密着させて樹脂層12を形成する工程とを備えている。
(もっと読む)
予備成形物の後処理のための装置並びに方法
本発明は、金型から取り出された形状不安的な予備成形物(10)の後処理のための装置並びに方法であって、複数の校正ピン若しくはニップル(30)を備えており、該校正ピン若しくはニップルはスリーブ状の構成部分内への差込のためのそれぞれ1つの挿入部分を含んでおり、前記スリーブ状の構成部分は冷却スリーブとして形成されており、前記ニップル(30)の挿入部分は半径方向に膨らみ可能なプレスリング若しくはシールリング(56)を有しており、該プレスリング若しくはシールリングは前記スリーブ状の構成部分内に差し込まれるようになっている形式のものにおいて、前記挿入部分の軸線方向で前記プレスリング若しくはシールリング(56)の両側にそれぞれ1つの保持肩部(54,55)を配置してあり、該保持肩部は前記プレスリング若しくはシールリングの膨らましのために互いに相対的に移動させられるようになっており、前記各ニップル(30)はそれぞれ2つの管片を有しており、該各管片の端部にそれぞれ前記保持肩部(54,55)のうちの一方を取り付けてあり、前記プレスリング若しくはシールリング(56)は、テルモス瓶の閉鎖部のように機械的に膨らませられるようになっている。  (もっと読む)
(もっと読む)
中空成形体及びその製造法

【課題】液晶性ポリマーの特性である低気体透過性(ガスバリヤ性)を損なうことなく、簡易な成形工程で、意匠性にも優れた中空成形体を得る。
【解決手段】液晶性ポリマー又はその組成物から片端または両端が開放された円筒状プリフォームを成形し、次いで両端が開放された円筒状プリフォームについては片端を封じた上で、円筒状プリフォームを回転させながら軟化溶融温度まで昇温させた後に、円筒状プリフォームの径の1.1倍以上5.0倍以下の内径を持つ金型内でプリフォーム内部に加圧気体を吹き込んで賦形し中空成形体を得る。
(もっと読む)
高速プリフォーム型供給装置
一方で、区画(2)内で回転する円環(3)を受け入れると同時にほぼ平行な面に拡がる外側区画(2)、他方で、前記円環(3)の下部に取り付けられる回転円盤(4)が含まれ、円盤(4)の回転軸(5)が円環(3)の回転軸(6)に対して傾けられ、円盤(4)ならびに円環(3)が搬送区域(10)でほぼ相互に接すると同時に、搬送区域(10)のレベルより低いレベルに位置する装填区域(8)ではお互いに離れ、円環(3)が円環(3)の内側折り返し部とともに、円環(3)の有効幅を決定する横方向誘導具(15)により取り囲まれる遠心力利用供給装置であって、円環(3)がその入口が円環の有効幅の上部に位置する出口管路(13)と通じること、ならびに円環(3)にはほぼ放射状の刻み目(3a)が設けられること、また本装置に円環(3)の有効幅の調節を可能にする手段が含まれることを特徴とするものである。 (もっと読む)
貯蔵タンク用インナーライナの製造方法
特に水素貯蔵タンクといった貯蔵タンク用の高分子インナーライナを製造する方法であって、構造層およびバリア層を含むポリマー材料製の円柱状の本体であって、第1の開放末端および前記開放末端での第1の周縁接続タブを有する円柱状の本体を提供するステップと、円柱状の本体の第1の開放末端の断面に実質的に相当する断面を備えるベースを有すると共に、その周縁末端部分で第2の周縁接続タブを有する、ポリマー材料製のドーム状末端キャップを提供するステップと、前記第1および第2の周縁タブが相互に接触するよう、末端キャップを、そのベースで円柱状の本体の第1の開放末端上に配置するステップと、両方の接続タブを一緒に溶接するステップとを含む方法を提供する。このようなライナを用いて形成された貯蔵タンクおよび水素を貯蔵するこのようなタンクの使用を提供する。 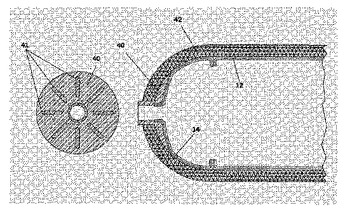 (もっと読む)
(もっと読む)
多層ボトルの製造方法
【課題】落下や衝撃による剥離が起こりにくく、かつ、剥離防止のために凹凸部、屈曲部の少ない形状にする必要がなく、デザイン自由度が大きい、賦形性の良い多層ボトルを製造する方法を提供する。
【解決手段】熱可塑性ポリエステル樹脂からなる最外層および最内層、ならびに最外層と最内層との間に位置する少なくとも1層のバリア層を含む多層プリフォームの表面を90〜110℃に加熱した後、金型内で多層プリフォームをロッドで縦方向に延伸しつつ、多段階に圧力を変えて高圧空気をブローして2軸延伸ブロー成形する際に、一段階目の圧力を0.5〜2.0MPa、最終段階の圧力を2〜4MPaとして多層ボトルを製造する。
(もっと読む)
中空成形品の成形方法及び成形装置
【課題】本発明は、金型の内面にパリソンが接触しないようにしてプリブロー後にパリソン内のエアの一部を排気し、排気終了後に型閉じして中空成形することにより、肉厚が均一で異型成形品もならい性を良好とすることを目的とする。
【解決手段】本発明による中空成形品の成形方法及び成形装置は、金型内面(2a)に接触しないようにしてプリブローした時のパリソン(1)の肉厚を中空成形品の肉厚に等しい状態とし、エアの一部を排気して排気終了後に中空成形することにより、肉厚の均一な中空成形品を得る方法と構成である。
(もっと読む)
パリソン加熱装置
【課題】2軸延伸ブロー成形(コールドパリソン法)におけるパリソンを効率よく加熱する。
【解決手段】被加熱部材(1)を誘導加熱用コイル(2)から出し、誘導加熱用コイル(2)の内部にパリソン(P)を入れ、パリソン(P)の内部に被加熱部材(1)を入れる。そして、誘導加熱用コイル(2)に高周波電流を流し、被加熱部材(1)を電磁誘導により発熱させる。
【効果】パリソン(P)を内部から効率よく加熱できる。さらに、誘導加熱用コイル(2)が、自己発熱してパリソン(P)を外部から加熱すると共に、パリソン(P)の外部への放熱を防ぐため、パリソン(P)を外部からも効率よく加熱できる。
(もっと読む)
多層物品およびその製造方法
軸対称物体を形成する多層物品を製造する方法であって、該物品は、少なくとも、平均厚さTおよび高さHの側壁に接続される径Dの基部を含み、該方法は、同時押出成形された多層仕込み品を金型のキャビティ中に供給し、次に、物品を形成するために該仕込み品を圧縮することに存し、仕込み品は対称軸に関して軸対称の物体を形成すると共に、仕込み品はそれらの少なくとも一つが薄い機能層であるいくつかの層の放射状スタックからなり、該仕込み品の外径はほぼDに等しくあり、圧縮の方向は該仕込み品の対称軸に平行であると共に、圧縮は仕込み品の一つの面上で行われるが、この方法は、仕込み品が該面の一部上でのみ圧縮されるという事実を特徴とする。  (もっと読む)
(もっと読む)
構成要素の位置決め方法および装置
方法および装置は、構成要素の位置決めに使用される。流体駆動装置は、ガイドに沿って構成要素を移動させる。構成要素の位置マークは、少なくとも1つのセンサによって検出される。センサの出力信号は制御ユニットに供給され、制御ユニットは、流体供給の変化を用いて構成要素の位置をセンサの出力信号に応じて調整する。  (もっと読む)
(もっと読む)
容器のブロー成形機用の金型および該金型を用いて容器を作製する方法
本発明は、プリフォームから容器をブロー成形するのに用いられる機械のための金型(9)に関する。本発明の金型(9)は、プリフォームを受容するための空洞部(14)を画定する壁部(12)を備える。さらに、上記金型は、突起部(23、24)を備え、突起部(23、24)が少なくとも部分的に壁部(12)から空洞部(14)の中へ突出する外側位置と、突起部(23、24)が壁部(12)の中へ縮められる収縮位置との間を、カムシステムによって壁部(12)に対して動くことのできるように配置された、少なくとも1つの金型インサート(21、22)を備える。本発明は、また、このような金型を用いてブロー成形によって容器を作製する方法に関する。  (もっと読む)
(もっと読む)
インフレータバッグの製造方法及び乗員腰部拘束装置
【課題】低コストで気密性を高めることのできる乗員拘束装置用インフレータバッグの製造方法を提供する。
【解決手段】樹脂を射出成形することにより、先端が閉塞したチューブ状のプリフォーム21を作る。次に軟化温度まで温めたプリフォーム21を金型102内に入れ、プリフォーム21の内部に圧縮空気を導入することにより、プリフォーム21を延伸しながら金型102の内面に沿ってブロー成形する。その後、金型から成形体22を取り出して、ブロー成形した成形体22の一部を内側に凹ませることにより、ガス充填時の膨張代を付与する。最後に、圧縮空気を導入した開口部23を閉塞することにより、密閉構造のインフレータバッグ10を得る。
(もっと読む)
分配するための媒体が充填された分配容器の製造のための成形方法、特にはブロー及び/又は真空成形方法
本発明は、分配のための媒体により充填された分配容器の製造のための、成形方法、特にはブロー又は真空成形方法に関する。分配のための媒体により充填された分配容器(1)の製造のための成形方法は、可動な主成形部(8)と成形部(10)とを有する、開放式型内に押出成形されたプラスティックチューブ(6)を導入する手順と、前記プラスティックチューブ(6)を切断する手順と、前記主成形部(8)の型壁に接触するように、前記プラスティックチューブ(6)を拡げる手順と、分配のための媒体により、前記型内の前記容器(1)を充填する手順と、シールユニット(3)の導入手順と、更に前記成形部(10)を閉じる手順及び、その後に前記成形部(10)を通り伸張するプラスティックチューブ(6)の部分を成形して、前記シールユニット(3)の前記カニューレ(11)を前記保護デバイス(5,17)の第2の構成要素として囲む、保護スリーブ(5)を形成する手順とを具備する。  (もっと読む)
(もっと読む)
プラスチックの物体を調整するための装置及び方法
プラスチック材料からなる予備成形品を調整するための装置が、回転タレット(20)からなり、その回転タレットは予備成形を挿入するための一群の調整キャビティ(22)を有し、その調整キャビティは、タレットの第1の側部(A)にある開口部及びタレットの第2の側部(B)にある開口部を部分的に通っている。第1の側部(A)上で開いている調整キャビティ(22)は、それらの長さ(L1)の一部分に渡って第2の側部(B)上に開くキャビティが並んで位置するように、配列されている。このやり方で、タレットはよりコンパクトになる。また、予備成形品を調整する方法も記載されている。  (もっと読む)
(もっと読む)
不正開封防止型の閉鎖体
ボトルをブロー成形することができるプリフォーム(90)を開示する。プリフォームは、本体と、本体を囲むフランジ(92)と、本体から突出するバンド(94)とを含む。フランジ(92)と、バンド(94)と、フランジ(92)上の本体の部分とがトラフ(106)を画成する。キャップ(102)が嵌められると、弱化線(108)に沿ってキャップのスカートの残りに結合するリング(112)、さらに、弱化線及びスカート(104)の残りの隣接する部分がトラフに入る。バンド(94)は、リング(112)上に熱収縮される。 (もっと読む)
161 - 179 / 179
[ Back to top ]