
Fターム[4F208LG03]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 全体の形状、構造、材質 (583) | 一端開口のもの (179)
Fターム[4F208LG03]に分類される特許
121 - 140 / 179
積層プリフォームの成形方法
【課題】 本発明は、2軸延伸ブローによる積層壜体における層間剥離の問題を抑制することを課題とするものであり、層間剥離が効果的に抑制された合成樹脂製積層壜体、さらにはこのような積層壜体の成形に用いられる積層プリフォームの成形方法を提供することを目的とする。
【解決手段】 複数の溶融樹脂を積層する多重ノズル部において、主材樹脂を所定時間、所定の圧力若しくは速度で基体層を形成する円環状の流路に供給すると共に、この所定時間範囲内の一定時間、中間層樹脂を、中間層を形成する円環状の流路に断続的に供給することにより、中心軸方向に複数、並列状に、基体層が連結した周帯状連結部を形成し、また、中間層を形成する流路で中間層樹脂を周方向に分断することにより周方向に複数、並列状に縦帯状連結部を形成し、これら周帯状連結部と縦帯状連結部により中間層が縦横に分断された積層構造を有する積層プリフォームを成形する。
(もっと読む)
プラスチック材容器のためのコンベアシステム
プラスチック材の容器の予備成型品(30)のためのコンベアシステムであって、前記予備成型品をブロー成型機械に運搬するためのシステムであり、あらかじめ定められた参照システムに対して容器を正しい角度に配置するためのシステムを備え、前記予備成型品をコンベアラインに積載するステップから、ブロー機械で前記容器をブローするステップまでの間、前記予備成型品を正しく位置づけることができる。前記容器を正しく配置する、付随する方法がより詳細に述べられるが、それは、このシステムで実行してもよい。 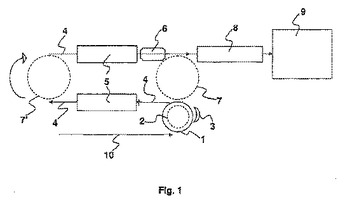 (もっと読む)
(もっと読む)
液体食品を包装する方法及び装置

金型内に配置された加熱されたプリフォームから形成された熱可塑性容器内に、所定量の飲料を供給する方法において、金型内部でのプリフォームの膨張を促進するように、プリフォームの凹み内に少なくとも幾分か飲料成分を注入するステップを含み、金型が容器の形状を画定し、注入ステップ中に導入される飲料の量が少なくとも前記所定量に等しく、容器内に残っている飲料の量が前記所定量に概ね等しくなるまで、導入された飲料成分の前記量の一部を吸出するステップを更に含む方法に関する。 (もっと読む)
樹脂容器成形用プリフォーム
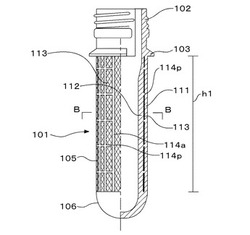
【課題】胴部が細い樹脂容器成形用プリフォームをスタックした場合に、プリフォーム同士が密着して引き抜き不能あるいは引き抜き困難な状態に陥ることを回避すること。
【解決手段】樹脂容器成形用プリフォーム1(1)、1(2)は、口部2に差し込み可能な太さの胴部4を備えており、胴部4の先は半球状の底部5によって封鎖されている。半球面状の底部外周面5aには全面がシボ加工領域6となっている。プリフォーム1(2)をプリフォーム1(1)の口部2から差し込んでスタックした場合、プリフォーム1(2)のシボ加工されている底部外周面5aが他方のプリフォーム1(1)の首部3のテーパ状湾曲内周面3bに接触する。よって、接触部分が密着状態にならないので、プリフォーム1(2)をプリフォーム1(1)から簡単に引き抜くことができる。
(もっと読む)
フォーム層を有する複合成形容器
複合成形プレフォーム及びこれから吹込成形された容器が開示され、複合成形プレフォーム及び複合成形容器は、外側発泡層を有する。 (もっと読む)
合成樹脂製のカップ型容器及びそのカップ型容器の製造方法
【課題】白化処理を必要としないフランジ付きのカップ型容器を提案する。
【解決手段】底壁1aの縁部に容器の胴部を形成する環状周壁1bを一体的に連結してその内側領域に内容物の充填空間を区画形成するカップ本体1と、このカップ本体1の上端開口部1′に配設されたフランジ2とを備えた合成樹脂製のカップ型容器において、前記カップ本体1を、フランジ2とともにブロー成形によって製品形状に仕上げる。
(もっと読む)
容器特にボトルをブロー成形するためのシステム
個々のパリソン3から樹脂容器2をブロー成形する設備は、複数の成形ユニット10を有する。各成形ユニット10は、少なくとも1つの容器2をブロー成形するための型11と、個々のパリソン3を軸方向に変形させるように駆動装置16の動作によって動く少なくとも1つの伸長ロッド14と、を有し、駆動装置16は、各成形ユニット10毎に、成形ユニット10の伸長ロッド14に接続された駆動モータ17を有する。 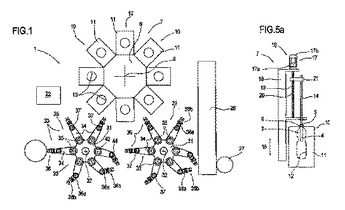 (もっと読む)
(もっと読む)
方法および装置
装置は、物体(P)を処理するように構成された第1作動機械(208;203;303)と、前記第1作動機械(208;203;303)の下流側に定置され、前記物体(P)をさらに処理するように構成された第2作動機械(207;208;306)と、前記第1作動機械(208;203;303)と前記第2作動機械(207;208;306)との間に置かれ、前記物体(P)を受け入れるように構成された集積手段(252;262)と、前記集積手段(252;262)内に収容された前記物体(P)の量を示すパラメータを検出すると共に、前記パラメータに基づいて前記第2作動機械(207;208)の作動を調整する制御手段(257;267)とを備えている。方法は、ペースト状態のプラスチックを定量供給することと、前記プラスチックを圧縮成型してプリフォームを得ることと、前記プリフォームをブローして容器を得ることと、前記容器に製品を充填することとを備え、前記定量供給中に前記プラスチックが供給温度(T1)を有し、前記ブロー中に前記プラスチックがブロー温度(T2)を有し、前記充填中に前記プラスチックが充填温度(T3)を有すると共に、前記供給温度(T1)は前記ブロー温度(T2)よりも高く、前記ブロー温度(T2)は前記充填温度(T3)よりも高い。 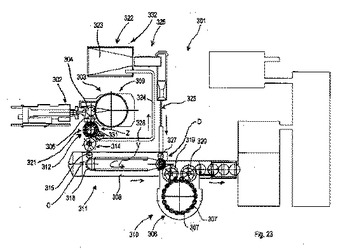 (もっと読む)
(もっと読む)
プラスチック・プリフォームとその多色容器の製造方法
注ぎ口(20)を含むネック部(1)と、隣接する壁部(2)と、底部(3)とを含む容器をブロー成形するためのプリフォームである。プリフォームは、第1の領域(A1、A2、A3)における第1のプラスチック原料、および第2の領域(B1、B2、B3)における少なくとも1つの第2の材料からなり、これらは互いに異なる配色を有する。このプリフォームは、底部(3)が、第1のプラスチック材料および追加の第2の層(6、7、8、9、10)を備える多層構造で構成される点で注目に値する。後者の追加の第2の層は、第2の材料で構成され、2つの表面の第2の層、すなわち1つ(6)がプリフォームに関して外側に方向付けられ、もう1つ(10)が内側に方向付けられる層と、それらの間に存在してコア層を構成し、2つの第1の層の間に位置付けられる層(7、8、9)とからなる。このプリフォームは単一であり、第1の材料と第2の材料との境い目には継ぎ目がなく途切れない。本発明はさらに、このプリフォームの製造方法に関する。 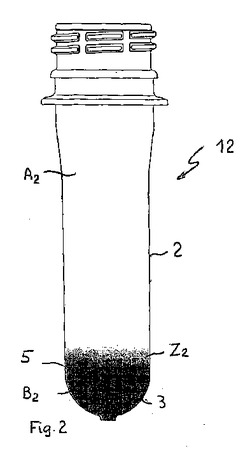 (もっと読む)
(もっと読む)
樹脂製容器の製造方法、及びブロー成形装置
【課題】有底筒状に形成されたプリフォームに、ブローエアーを供給してブロー成形することによって所定の容器形状の樹脂製容器を製造するにあたり、ブローエアーが供給される開口端となるプリフォームの口部が、ブローエアーの熱や圧力などによって変形してしまうのを有効に回避することができる樹脂製容器の製造方法、及びブロー成形装置を提供する。
【解決手段】ブロー成形ノズル1のブローエアー供給口15をプリフォーム2の口部21に気密下に連通させて、プリフォーム2内にブローエアーを供給するとともに、プリフォーム2の口部21の外周面側に冷却媒体を供給する。
(もっと読む)
高められた再加熱特性のポリプロピレンの成形
【課題】再加熱剤剤入りポリプロピレン組成物の提供。
【解決手段】ポリプロピレン組成物を形成するためのポリプロピレン中への再加熱剤の反応押出配合であって、再加熱剤が還元剤による金属化合物の金属状態へのインサイチュー化学的還元によってかかる反応押出配合中に生成され、そのように生成された再加熱剤が10nm〜100ミクロンの範囲のサイズを有する粒子の形にあり、かつ、かかる粒子が前記ポリプロピレンの全体にわたって一様に分配される配合を含む再加熱剤を含有するポリプロピレン組成物の製造方法。
(もっと読む)
プリフォーム及びプリフォームの作製用の金型スタック
【課題】従来のプリフォームでは、ゲート部の球状の形状が赤外光線の屈折角のばらつきを引き起こすため、再加熱プロセス中のプリフォームの不均一加熱をもたらす。
【解決手段】本発明の実施の形態によれば、プリフォーム300、400、900及びプリフォーム300、400、900の作製用の金型スタック600、1000が提供される。例えば、後続のブロー成形に適したプリフォーム300、400、900が提供される。プリフォーム300、400、900は、ネック部302、402、902と、ゲート部306、406、906と、上記ネック部302、402、902及び上記ゲート部306、406、906間に延びる本体部304、404、904とを備え、ゲート部306、406、906は実質的に円錐形の形状を伴う。例示的な実施の形態では、実質的に円錐状の形状は、ブロー成形プロセスの再加熱段階中に用いられる光線206の屈折角を実質的に均一にするように選択される。  (もっと読む)
(もっと読む)
オーバーパック容器用ブロー成形ライナーおよびその製造方法
本発明は、オーバーパック、瓶、容器などに使用される3次元ライナーであって、射出ブロー成形または射出延伸ブロー成形により成形された可撓性を有する3次元ライナーおよびその製造方法に関する。前記ライナーの製造方法には、予備成形体を形成するために予備成形用鋳型に重合体を射出すること、ライナーを形成するために予備成形体をブロー成形すること、ライナーを折畳んでオーバーパック内に配置させることおよびライナーを膨張させることが含まれる。予備成形体にはフルオロ重合体が用いられる。ライナーは、オーバーパックの内面に実施的に一致する可撓性本体と、可撓性本体に一体化された嵌めこみ開口部とからなる。可撓性本体は、可撓性本体を折畳むことによってオーバーパック内に着脱自在に挿入されるように構成されても良く、可撓性本体をオーバーパック内に装入してオーバーパック内で可撓性本体を再膨張させる。可撓性本体はフルオロ重合体からなり、多層を構成する。  (もっと読む)
(もっと読む)
中間減圧作業を含む容器の製造方式
【課題】 プラスチック製成形物(3)を基に、金型(11)内で吹込成形による容器(2)の製造方式であり、
【解決手段】金型(11)内への成形物(3)の挿入作業、吹込成形用と呼ばれている圧力下のガスを成形物(3)内に導入することによる同成形物(3)に加圧することからなる吹込成形作業、吹込成形用圧力よりも弱い、清掃用と呼ばれている圧力でガスを容器(2)内に導入して、同容器(2)をある程度加圧することによる、吹込成形作業後の清掃作業、清掃作業の圧力以下の値まで容器の少なくとも部分的な減圧作業を含む製造方式であり、同減圧作業は吹込成形作業よりも後、清掃作業よりも前に行われる。
(もっと読む)
射出延伸ブロー成形のためのプリフォームの設計
射出延伸ブロー成形法において使用するためのプリフォームと、その製造方法がこの明細書で述べられている。このプリフォームは、ネック内径およびネック外径を有するネックと、ボディ内径およびボディ外径を有するボディを概ね含み、ボディ内径とボディ外径は側壁を形成し、ボディ内径はネック内径の少なくとも80%である。このプリフォームは、遷移点においてボディ上に配置され、エンドキャップ深さと遷移点半径を含んでなり、エンドキャップ深さが遷移点半径よりも大きいエンドキャップをさらに含む。 (もっと読む)
予備成形物を搬送するため設備、および該予備成形物を搬送するための方法
予備成形物搬送設備(2)は、把持部材(6)と、それらを加熱オーブンに送り込むヘッド(7)とを備え、上記加熱オーブンにおいて問題を引き起こし得る予備成形物を選択する検出システムと、選択された予備成形物(2)の内側底面に圧力を加えることによって、上記選択された予備成形物をそれぞれその把持ヘッド(7)から分離する手段とを有し、これらは、ジェット状の加圧流体を上記底面に向けることが可能なノズル(15)からなる。把持部材(6)および把持ヘッド(7)は、上記選択された予備成形物内に直接ジェット状の加圧流体を加えることを可能にする、孔(9)の形状をした開口部を備える。 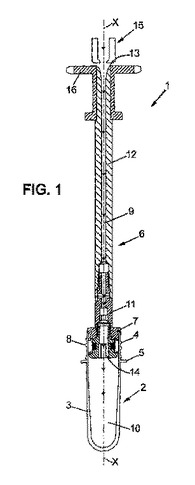 (もっと読む)
(もっと読む)
ブロー成形機
【課題】ブローコア部材を、退避位置と、シール位置と、それらの中間位置である待機位置に設定可能として、ブローコア部材を素早くネック部にシール装着可能なブロー成形機を提供すること。
【解決手段】ネック部22にて外方に突出するリング部22Aを有するプリフォーム20をブロー成形して容器190を成形するブロー成形機は、プリフォーム20のリング部22Aを気密シールするシール部30Aを含み、直線移動案内されるブローコア部材110,112,120,122,130と、ブローコア部材を退避位置である第1の位置と、シール位置である第2の位置と、第1,第2の位置の中間の待機位置である第3の位置とに変位させる駆動機構と、を有する。駆動機構は、一端が固定端100Aと回転自在に連結され、他端がブローコア部材130と回転自在に連結されたロッド部材140を含み、ロッド部材140の長さを三段階に調整可能である。
(もっと読む)
プラスチック製哺乳瓶、他のブロー成形物品及びそれらの製造方法
本発明は、一般的に、100℃〜130℃の範囲内のガラス転移温度を有するポリマー材料からブロー成形によって製造された哺乳瓶及びその他の物品並びにそれらの製造方法に関する。これらの物品は、沸騰水に曝すことができ、3よりも小さい延伸比と、ポリマー材料のガラス転移温度(Tg)よりも少なくとも20℃高いプレフォーム温度との適切な組合せを使用することによって製造することができる。 (もっと読む)
高温充填用容器
本発明は、PET容器の製造および高温充填方法に関し、次のステップ:
a)ブロー成形され得るPETプリフォームを用意すること;
b)容器を形成するために金型のキャビティ内でプリフォームをブロー成形すること;
c)金型キャビティから容器を取り出すこと;
d)容器に液体を充填し、その温度は80℃より高いこと;
e)漏れ防止の態様で容器をシールすること;
f)容器を殺菌および冷却すること;ならびに
g)容器を収縮させること、
を含み、次の特徴:
−ステップa)において、テレフタル酸に基づくコポリマーからなるPETプリフォームが使用され;
−ステップa)において、プリフォームの少なくとも1部分は110℃より高い温度である;
−ステップb)で使用される金型の温度は、65℃以下である;
−ステップg)の間、容器は、収縮を創り出し、容器の容量を減少させるために、容器の少なくとも1部分において、1〜5秒間、600〜1000℃の温度に加熱される、
を有する。本発明は、さらに上記の方法を用いて得られた容器に関する。
(もっと読む)
吹込み成形した迷彩ボトル
視覚迷彩外観を有するボトルが提供される。ボトルの壁は、外側の第一層(6)、中間の第二層(7)および場合により内側の第三層(10)を含む。第一層は透明である。第三層は対比色素を含有できる。第二層は迷彩外観を生み出すように配置された不均一分布の発泡領域を含む。  (もっと読む)
(もっと読む)
121 - 140 / 179
[ Back to top ]