
Fターム[4F208LG03]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 全体の形状、構造、材質 (583) | 一端開口のもの (179)
Fターム[4F208LG03]に分類される特許
101 - 120 / 179
プリフォームの圧縮成形金型、合成樹脂製ブロー成形容器の製造方法及びプリフォーム
【課題】ブロー成形時においてプリフォームの温度調整を軽減又は省略すること。
【解決手段】合成樹脂製ブロー成形容器を形成するための口部、胴部及び底部を有するプリフォームを圧縮成形するための空間を形成し、雌型と雄型とを備えたプリフォーム圧縮成形金型であって、プリフォームの口部上端部の肉厚を形成する空間幅、若しくは口部のカブラ下からネックリング上の肉厚を形成する空間幅に対し、プリフォームの胴部〜底部の少なくとも胴部の肉厚を形成する空間幅が1.18〜2.11倍とした。
(もっと読む)
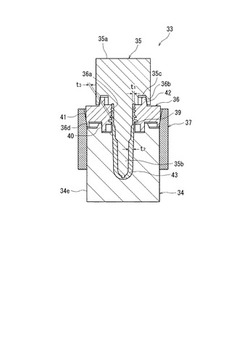
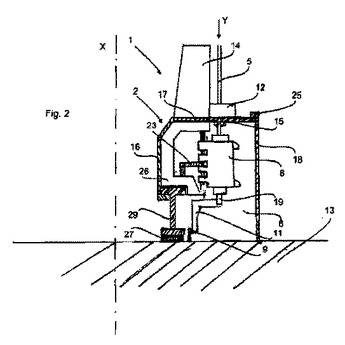
容器製造機用に最適化したノズル

ビレット(2)から容器をブロー成形する機械(1)の加圧ガス注入装置(14)であって、ビレット(2)を受容するように設計されている金型(9)からノズルが離れている高位置と、ノズルがビレット(2)の首部(3)を覆って金型(9)を押圧する低位置との間を移動する可動式ノズル(15)と、ノズル(15)に対して並進運動するように可動式に取り付けられたインサート(36)であって、ビレット(2)のリム(4)を押圧することができる下方端部の面(45)を有するインサート(36)と、インサート(36)がノズル(15)に対する運動行程の最終地点で停止状態となり、インサート(36)の下方端部の面(45)がノズル(15)から出る低位置にインサートを引き戻す部材(44)とを有する装置。 (もっと読む)
プレフォームのボディを加熱する加熱システム及び方法
本発明は、第1の表面2及び第2の表面4により境界づけられている物質厚さを持つプレフォームのボディ1を加熱するための加熱システム13を説明する。加熱システム13は、多くの指向された光ビーム17を放射する光源装置12と、第1の表面2と第2の表面4との間の長めの経路19に沿って光が基本的にガイドされるように、少なくとも特定の最小期間の間、前記光源装置12からの光を特定の方向に意図的にボディ1へ入力させる入力結合装置15、21とを少なくとも有する。更にまた、本発明は、プレフォームのボディ1を加熱する方法に関する。  (もっと読む)
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。パリソン(1)を、ブロー成形機のブロー成形型内部で熱コンディショニングした後に、ブロー圧を作用させることで容器(2)に変形させる。必要なブローガス(P1,P2)は供給装置から供給する。ブロー成形される容器の内部に蓄積される空気圧エネルギーの少なくとも一部を他のエネルギー形態に変換する。 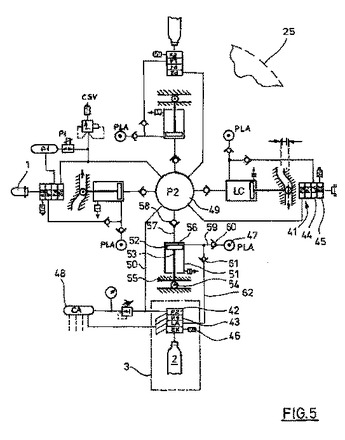 (もっと読む)
(もっと読む)
射出伸長ブロー成形品およびそれに使用されるランダム共重合体
射出伸長ブロー成形(ISBM)された製品およびその製造法が記載されている。ISBM製品は一般にメタロセンを用いてつくられるプロピレンをベースにしたランダム共重合体を含んでいる。 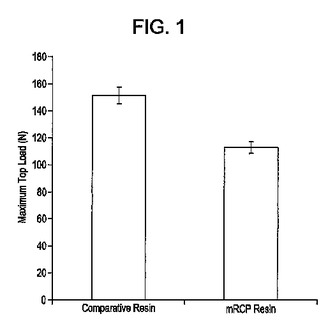 (もっと読む)
(もっと読む)
深い差込み基部を有するプラスチック容器の作成方法
平面上に支持するための直立リングを有する深い差込み基部を有する容器の製造方法は、直立リングと、直立リングの下方に形成された基礎突出部分とを有する容器半加工品を成型するステップと、基礎突出部分が直立リングの上方に位置するまで、直立リングに対して上方に向かって基礎突出部分を相対的に配置するステップと、を含む。深い差込み基部を有する改良プラスチック容器もまた開示されている。 (もっと読む)
深い差込み基部を有するプラスチック容器
再加熱延伸ブローモールディング工程を用いて、PET等の材料から形成されたタイプのプラスチック容器は、主本外部と、基礎部分とを含み、基礎部分は直立リングの上方の比較的に高く狭い輪郭により特徴付けられ、内部に画成された深い差込み溝を有する。深い差込み溝は、直立リングに隣接した直立内部側壁部分により一部が画成され、約0.35インチよりも大きい高さを有する。直立内部側壁部分は、基礎の外部側壁の実質的に直線的な部分に実質的に平行な、実質的に直線的な部分を有する。 (もっと読む)
射出引っ張り吹込み成形のためのスチレン・ポリマー並びにその製法および使用法
スチレン・ポリマー組成物を調製し、スチレン・ポリマー組成物を溶融して溶融ポリマーを形成し、溶融ポリマーを型穴中に射出して予備成形物を形成し、予備成形物を加熱して加熱予備成形物を製造し、そして加熱予備成形物を膨張させて製品を形成する工程、を含んでなる方法。射出引張り吹込み成形法において、その重量%がポリマー組成物の総重量に基づく、0重量%〜6.5重量%の可塑化剤および2.5重量%以上のエラストマーを含んでなるスチレン・ポリマー組成物をポリエチレン・テレフタレートに代用する工程を含んでなる方法。スチレン・ポリマー組成物から予備成形物を調製し、予備成形物を1種または複数の発熱体に曝露し、そして予備成形物を急速に加熱して加熱予備成形物を製造する工程を含んでなる方法。 (もっと読む)
発泡壁を有する容器の外観を変化させる方法
容器の外観を変化させる方法を開示する。該方法は、壁部に非反応性ガスを閉じ込めたポリマー予備成形物を射出成形し、予備成形物をポリマー軟化温度より低い温度に冷却し、予備成形物をポリマー軟化温度よりも高い所定温度に再加熱し、再加熱した予備成形物をブロー成形して、微孔質発泡体セル中に非反応性ガスを含ませた微孔質発泡ポリマーから本質的になる容器を作製する工程を有する方法で、容器の外観は上記所定温度に応じて変わる。 (もっと読む)
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。まず、熱可塑性材料から成るパリソンを、ブロー成形型内部の加熱区間の領域で搬送経路に沿って熱コンディショニングする。次に、ブロー圧を作用させることによって容器に成形する。容器のブロー成形に引き続いて該容器の少なくとも1つの高さレベルで該容器の壁厚を測定する。制御部に、目標値として前記壁厚に対する予設定値を供給し、実測値として測定壁厚を供給する。ブロープロセスを制御する少なくとも1つのパラメータの量を、前記目標値と前記実測値との間の差に依存して前記制御部により設定する。この場合、ブローガス供給を制御する少なくとも1つのパラメータの量を前記制御部により調整量として設定する。前記パラメータの量の設定を、前記制御部内で実施されるブロープロセスのシミュレーションモデルに基づいて行う。
 (もっと読む)
(もっと読む)
熱可塑性材料で作られたプリフォームの熱的調整のための改良された炉
本発明は、熱可塑性材料で作られたプリフォームの熱的調整のための炉(10)に係る。この炉は、少なくとも一つの冷却回路(16)と、加熱領域(16b)と、空気抽出領域(16c)と、を有し、前記冷却回路は、空気流れ循環を使用し、順を追って上流側から下流側へ、少なくとも一つの冷却空気吸入領域(16a)を通って延び、前記加熱領域の中に、プリフォーム加熱手段(22)が設けられ、冷却空気流れが換気手段により発射され、前記空気抽出領域に、少なくとも一つの空気抽出ダクト(42)が接続されている。この炉の特徴は、当該炉が、閉じ込めハウジングを有し、この閉じ込めハウジングは、前記空気抽出ダクトから少なくとも前記加熱領域まで延び、空気中の汚染粒子による当該炉の内側の汚染を防止するため、当該炉の外側から、少なくとも前記加熱領域を絶縁することが可能であることにある。 (もっと読む)
材料分配システム及びその製造方法
材料分配システム、及びそのようなシステムを製造する方法が説明される。材料分配システムは、少なくとも部分的に弾性的に変形可能なバンド(14)に取り囲まれた潰れうる容器(18)を用いる容器が流動性のある組成物で充填されるにつれて、バンドが伸び、それによって位置エネルギーが生じ、位置エネルギーは次に、噴射剤及び/又は圧力容器の代わりに、組成物を分配するために使用することができる。  (もっと読む)
(もっと読む)
熱可塑性高分子から成る予備成形体からボトルなどの容器を形成する方法
熱可塑性高分子により形成される予備成形体(1)から、ボトル(2)などの首部を備える長尺な本体を有する容器を形成する方法であって、前記ボトル(2)が特別な寸法パラメータを有する方法。前記方法は、その壁(10)の平均厚さ(e)が2mm未満で且つ45を上回るアスペクト比u=l/eを有する薄壁(10)予備成形体(1)を延伸ブロー成形するステップを本質的に備え、lは薄壁予備成形体(1)の長さである。 (もっと読む)
滅菌室を備えたプラスチック材料プリフォームを成形するための装置
プラスチック材料プリフォーム(10)を成形するための装置(1)を開示する。装置(1)は運搬装置(2)を有し、運搬装置(2)に複数のブロー成形ステーション(8)が配置される。ブロー成形ステーション(8)の各々はブロー成形金型を含み、ブロー成形金型の内部にて、プラスチック材料プリフォーム(10)がプラスチック材料容器(20)に成形される。装置(1)は、さらにクリーンルーム(6)を有し、クリーンルーム(6)内でプラスチック材料プリフォーム(10)が運搬可能とされる。ブロー成形ステーションが設けられた運搬装置(2)の一の領域がクリーンルーム(6)内に配置され、運搬装置(2)の少なくとも1つの他の領域がクリーンルーム(6)の外側に配置される。
 (もっと読む)
(もっと読む)
プリフォームおよびプラスチックボトル
【課題】プラスチックボトルの重量を軽量化することができ、射出成形性が良好であるとともに、プラスチックボトルの底部の変形を小さくすることが可能なプリフォームを提供する。
【解決手段】プリフォーム10は、射出成形用のゲート部15が設けられた底部13と、底部13に連続する胴部12と、口部11と、口部11と胴部12との間に設けられた首下部14とを備えている。このうち胴部12全体の肉厚はt0である。また底部13は、全体の肉厚が均一であるとともにその肉厚がt0より薄いt2である肉厚均一部16と、肉厚均一部16と胴部12との間に設けられその肉厚t1がt2からt0まで滑らかに変化する肉厚変化部17とを有している。
(もっと読む)
ボトル製品の製造方法及びプリフォーム
【課題】充填工場に向けての保管コスト及び運送コストを抑えることで、最終的な出荷品であるボトル製品のコストダウンを図る。
【解決手段】ブロー成形することで合成樹脂製のボトル製品(20)を製造するためのプリフォーム(10)であって、合成樹脂を材質とし且つ一端に開口端(11b)を形成し内部を中空部(11a)とした有底略円筒状のプリフォーム本体(11)と、プリフォーム本体(11)における開口端(11b)を封止してその中空部(11a)を密閉状態に保つシール材(12)とを備える。中空部(11a)を密閉状態に保ってあるため、保管中や運送中に異物が混入する虞がない。保管・運送は、プリフォーム(10)という全体容積が比較的小さい状態で行うことができるため、保管コスト及び運送コストを抑えることができ、最終的な製品であるボトル製品(20)のコストダウンを図ることができる。
(もっと読む)
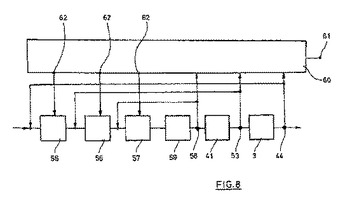
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。熱可塑性材料から成るパリソンを、加熱区間領域の搬送経路に沿って熱コンディショニングする。次に、パリソンを、ブロー成形型(4)内部でブロー圧の作用によって容器に成形する。加熱要素は加熱制御部に接続され、該加熱制御部は、前記加熱要素が時間的にほぼ一定の熱出力で作動するように制御特性を有している。延伸装置(11,12,13)は延伸制御部に接続され、該延伸制御部は、ブロー成形装置の始動直後の延伸速度の制御が作動開始から時間的に間隔をおいた1つの生産段階での延伸速度の制御とは異なって設定されるような制御特性を有している。 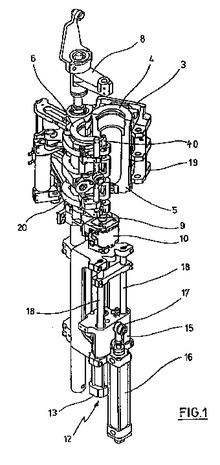 (もっと読む)
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント用の成形ユニット
各パリソン(3)からプラスチック容器(2)、特にボトルをブロー成形するプラントの成形ユニットは、容器(2)をブロー成形する少なくとも1つの成形キャビティ(19)を有する交換可能な金型(16)と、所定の線(24)に沿って移動してパリソン(3)と係合してパリソンを軸方向に変形させる少なくとも2つのストレッチングロッド(33)と、を備え、ストレッチングロッド(33)は、成形ユニットに取り付けられた金型(16)の成形キャビティ(19)の数および位置に応じて選択的に移動可能である。 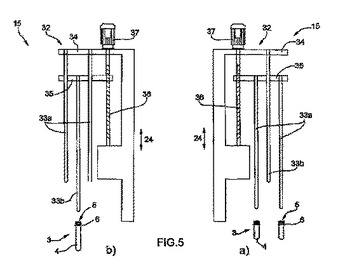 (もっと読む)
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント用成形ユニット
各パリソン(3)からプラスチック容器(2)をブロー成形するためのプラント用の成形ユニットが、各容器(2)をブロー成形するための少なくとも一つのキャビティ(19)の開位置と、閉位置と、の間を互いに関して可動な2つの金型半部(17a,17b)と、前記2つの金型半部(17a,17b)を前記閉位置にロックするためのロック装置(21)と、を備えており、前記ロック装置(21)は、2つの締結要素(22,28)を備え、これらの締結要素は、少なくとも一つの弾性動作要素(30)により、ロック位置に動かされ、常時その位置に維持される。 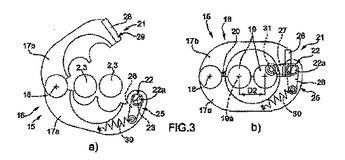 (もっと読む)
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント
パリソン(3)からプラスチック容器(2)、特にボトルを形成するブロー成形プラントは、複数の成形ユニット(15)およびパリソン移送装置(39)を備える。各成形ユニット(15)は、容器(2)をブロー成形するための少なくとも2つの成形キャビティ(19)を備える。パリソン移送装置(39)は、柔軟な供給コンベア(41)から成形キャビティ(19)にパリソン(3)を移送する。第2の移送ステーション(40)において供給コンベア(41)に接続され、ここで、パリソン(3)の間隔(P1)は、成形ユニット(15)の成形キャビティ(19)の長手方向軸(19a)間の距離(D2)と等しい。 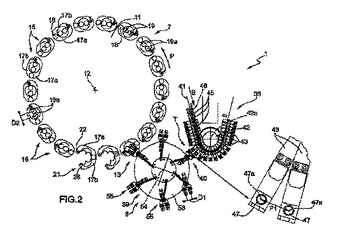 (もっと読む)
(もっと読む)
101 - 120 / 179
[ Back to top ]