
Fターム[4F208LG03]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 全体の形状、構造、材質 (583) | 一端開口のもの (179)
Fターム[4F208LG03]に分類される特許
141 - 160 / 179
改良された延伸ブロー成形用モノビニリデン芳香族ポリマー
本発明に従って、特定の比較的高い分子量並びに必要なゴムレベル及び粒子を有する、改良されたゴム改質モノビニリデン芳香族ポリマーが提供される。これらの改良された樹脂は、延伸ブロー成形方法に於いて使用するのに特に適合している。これらは、容器ネック強度及び靱性、壁強度及び剛性並びに包装効率の改良された組合せをもたらす。本発明は延伸ブロー成形容器のメーカーに改良された包装コスト及び効率のための選択を与える。 (もっと読む)
薄い壁面の容器の製造方式、同容器の圧力補強方式
【課題】 本発明の目的は、薄い壁面の容器の製造方式であり、
【解決手段】約150g/m2ないし250g/m2である材料の重量/壁面の面積の比率を利用した予備成形物の形状の変更を特徴とする。
(もっと読む)
少なくとも1つの所定の補償時間の間に、可変的な継続時間にて容器の内容積をフラッシングする工程を有する、容器を形成するためのプロセス
好ましくは熱可塑性プラスチック材料から作られた予備成型物であるブランクを用いる、容器の形成プロセスであって、上記容器は、軸に対して継続的に回転される回転トレーの外周に設けられた少なくとも1つのブロー成型鋳型を備える回転式の延伸ブロー成形機を用いて形成され、上記ブロー成型鋳型は、ブロー成形サイクルに対応して周期的に稼動しており、上記形成プロセスは、予め加熱されたブランクをブロー成型鋳型中に配置する工程と、上記ブロー成型鋳型を閉じる工程と、上記ブランクを上記ブロー成型鋳型中でブロー成型する工程と、空気を内部に注入することによって、冷却されたガスを用いて上記容器の内部をフラッシングする工程と、上記ブロー成形された容器を、外部保持手段によって保持する工程と、上記ブロー成型鋳型を開く工程とを有する。上記形成プロセスは、一時的かつ発展的な様式にて、容器製造の各開始時におけるフラッシング工程の継続時間を自動的に変化させる。これによって、最初に製造される容器が、延伸ブロー成形機の安定駆動期間中に形成される容器の最終容積に対応する最終容積を付与され得る温度条件下にて形成されるように、容器内の熱的条件を設定する。  (もっと読む)
(もっと読む)
耐熱圧性ポリエステルボトル及びその製造方法
【課題】優れた耐熱性及び耐圧性をバランスよく有する耐熱圧性ポリエステルボトルを提供する。
【解決手段】ポリエステル樹脂から成るプリフォーム10を二軸延伸成形して成る耐熱圧性ポリエステルボトルにおいて、胴部のレーザーラマン分光法により測定した円周方向の配向パラメータが2.80以上で且つTMA測定による80℃における収縮量が15μm以上であることを特徴とする。
(もっと読む)
発泡壁を有する容器の製造方法
壁の中に非反応性ガスを封入したポリマープリフォームを射出成形する工程;前記プリフォームをポリマー軟化温度よりも低い温度に冷却する工程(ここで、前記冷却されたプリフォームは初期材料体積を有する);前記冷却されたプリフォームを前記ポリマー軟化温度よりも高い温度に再加熱する工程;及び、前記再加熱されたプリフォームをブロー成形して、気泡中に非反応性ガスを含む微細発泡ポリマーから実質的になる容器を製造する工程(ここで、該容器の材料体積は、同一温度で測定された前記冷却されたプリフォームの初期材料体積よりも大きい)、を有する容器の製造方法。 (もっと読む)
射出ブロー成形のための改良ホットランナシステム

容器を作るための射出ブロー成形方法であって、ホットランナシステムを介してプリフォーム金型内に溶融した結晶性ポリマーを射出するステップと、ブローイングによりプリフォームを二軸延伸して容器を形成するステップとを備えるとともに、ホットランナシステム内で溶融結晶性ポリマーの流路を選択的に変更するための手段を備える。 (もっと読む)
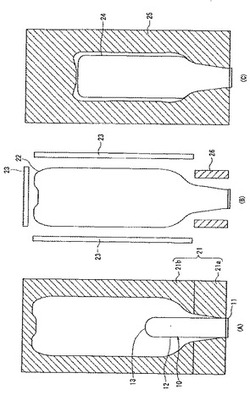
耐熱ボトルの射出延伸ブロー成形方法
【課題】射出延伸ブロー成形による耐熱ボトルの成形を予備ブロー手段の採用によりプリフォームの胴部表面からの放熱を一時的に抑制して内部の蓄熱量の低減を阻止し、本ブロー成形までの胴部温度を高めて可能となす。
【解決手段】射出成形したPETのプリフォームの胴部肉厚を3.0〜4.5mmとする。プリフォームを射出金型と射出コアから高温離型する。プリフォームの予備ブローを離型後5±0.5秒、予備ブロー型の温度112〜117℃、予備ブロー時間0.5〜1.0秒に制限する。エアブローによりプリフォーム胴部のみ膨張する。本ブロー成形を予備ブロー型からの離型後3〜4秒、本ブロー型の温度103〜107℃、エアブロー時間6〜9秒に制限して行い、プリフォームをボトルに延伸ブロー成形すると同時にヒートセットして耐熱性を付与する。
(もっと読む)
合成樹脂製ブロー容器
【課題】温度の高い環境下で使用される場合においても形状変形、収縮が少ない耐熱性に優れた合成樹脂製のブロー容器を提案する。
【解決手段】残留応力を除去する加熱、収縮処理の前後でそれぞれ一回の軸延伸ブロー成形を行うことによって製造された合成樹脂製ブロー容器において、前記ブロー容器は、加熱処理を終えたのちにおけるブロー中間体2に対する密度の増減率を-0.03%以上とする。
(もっと読む)
合成樹脂製容器をブロー成形する方法
【課題】直径方向に相当な長さに渡って延在するピンチオフ痕(24)をその全体に渡って消失させ、底部にピンチオフ痕を残留させることなく合成樹脂製容器をブロー成形することができる方法を提供する。
【解決手段】ブロー工程と同時に或いはブロー工程の後又は前に、パリソン(22)内に矯正マンドレル(42)を挿入し、このマンドレルに装備されている矯正手段(60a、60b)をパリソンのピンチオフ痕に沿って延在する形態に展開させてパリソンのピンチオフ痕に押圧し、これによってパリソンのピンチオフ痕を矯正する矯正工程を遂行する。
(もっと読む)
プリフォームの搬送方法及びプリフォームの高速上下動装置
【課題】プリフォームの方向付け方法であって、第一段階で、ほぼ水平な流通管内に整列した、少なくとも一つのプリフォームの流れを形成するようにプリフォーム(5)を取り扱い、この管から出たプリフォームが第二段階で上下に動き、それによって、プリフォーム(5)がほぼ鉛直な流を少なくとも一つ形成することを特徴とする方法。この方法を実施するための装置 (もっと読む)
プリフォーム検査装置
【課題】プリフォームを保持する保持ポケットを昇降させることにより、プリフォームを吸着する吸着ヘッドを昇降させる必要がないプリフォーム検査装置を提供する。
【解決手段】プリフォーム1の口部1aを吸着ヘッド25で真空吸着して、吸着ヘッド25を自転させながら公転させるメインロータ20を備え、メインロータ20は、プリフォーム1のつば1dを支持する支持部24aを有するとともに上下方向に移動可能な複数の保持ポケット24と、保持ポケット24と同心に上方に設けられプリフォーム1の口部1aに当接する吸着ヘッド25とを備え、保持ポケット24によりプリフォーム1のつば1dを支持してプリフォーム1を上昇させ、プリフォーム1の口部1aを吸着ヘッド25に当接させ、保持ポケット24によりプリフォーム1のつば1dを支持しながら吸着ヘッド25によりプリフォーム1を吸着するようにした。
(もっと読む)
プリフォームの整列搬送装置およびその整列搬送方法
【課題】射出成形が高速化されても十分な時間を確保して後工程に整列させて搬送することができるプリフォームの整列搬送装置およびその整列搬送方法を提供すること。
【解決手段】射出成形用の金型から取り出された有底筒状のプリフォームP1,P2を、底部を下方に突出させて支持するプリフォームパレット20を設け、このプリフォームパレット20に、2ショット分の射出成形プリフォームP1,P2の個数8列36個のプリフォーム支持部を設けるとともに、プリフォーム支持部の交差する列および行の2方向の配列のうち行方向を金型ピッチより拡大および収縮可能に設ける一方、2回分の射出成形プリフォームをずらして搭載して射出成形のサイクルタイムの2倍で間欠搬送可能に構成する。 配列ピッチを縮小して高密度化を図って整列させることでコンパクト化を図り、サイクルタイムの2倍の時間を確保して後工程に搬送できるようになる。
(もっと読む)
空気の吹き付けによって物体、特にプリフォーム、ボトルなどを搬送する装置
物体(1)を搬送する装置であって、横方向で離間しかつ平行に位置する向かい合う2つのレール(7)を備える支持及び/または案内手段を有し、上記レール(7)の少なくとも一方が、このようなレールの上流側及び/または下流側に位置する固定部分(13)と隣り合う移動可能なレールセクション(12)を備え、上記レールセクション(12)を駆動する手段(17)は、レールセクションを2つの動作位置、上記レールセクション(12)が上記固定レール部分(13)と一直線になってレール(7)の連続性を確保する搬送位置と、上記レールセクション(12)が上記固定レール部分(13)との整列から外れ、レール(7)の連続性を阻害する後退位置と、の間で移動させる。 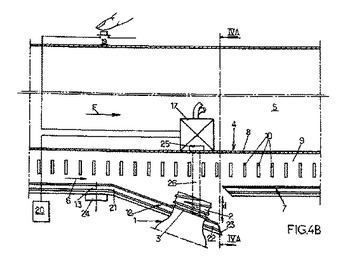 (もっと読む)
(もっと読む)
ブロー成形ボトル用プリフォーム
【課題】ボトル底部の一部に下方に膨出する反転凹入自在の延伸された膨出部を備えたPETボトルに好適に用いることができ、樹脂の使用量を削減してしかも十分な強度を有するPETボトルを形成することができるプリフォームを提供する。
【解決手段】プリフォーム5を、口部2と、胴部16とによって構成し、胴部16を、ボトル胴部3を成形する筒状の胴部形成部17と、ボトル底部4を成形する半球状の底部形成部18と、ボトル底部4の一部に下方に膨出して反転凹入自在に延伸された肉厚寸法0.3〜0.7mmの膨出部10を成形する膨出部形成部20とによって構成する。膨出部形成部20の肉厚寸法を1.5〜3.5mmとし、且つ、膨出部10の肉厚寸法が膨出部形成部20の肉厚寸法の10〜40%となる関係を有するように膨出部形成部20の肉厚寸法を設定する。
(もっと読む)
プリフォーム圧縮成形方法
【課題】容器などをブロー成形するためのプリフォームを圧縮成形する際、押出装置から押し出される溶融樹脂がドローダウンすることを防止するとともに、成形性に優れたプリフォームを成形するプリフォーム圧縮成形方法を提供すること。
【解決手段】本発明のプリフォーム圧縮成形方法は、メス型31内に、溶融樹脂塊61を投入する投入工程と、メス型31内にオス型32を挿入し、メス型31に投入された前記溶融樹脂塊61を圧縮することによってプリフォームを生成する圧縮工程とを備えている。溶融樹脂塊61を構成する樹脂材料は、ポリプロピレンまたはポリエチレンからなっている。
(もっと読む)
プリフォーム圧縮成形装置およびプリフォーム圧縮成形方法
【課題】樹脂材料の性質に係わることなく、溶融樹脂の径が細くなったり、溶融樹脂がドローダウンしたりすることを防止し、しわのないプリフォームを成形すること。
【解決手段】本発明のプリフォーム圧縮成形装置は、溶融樹脂61’を吐出口7から上方に向けて押し出す押出装置50と、押出装置50の上方に設けられ、上方に向けて押し出された溶融樹脂61’を側方から支持するとともに、溶融樹脂61’を切断して溶融樹脂塊61を生成する切断支持部10とを備えている。押出装置50の上方には、切断支持部10によって側方から支持された溶融樹脂塊61を金型30のメス型31の上方まで搬送する樹脂供給ロータリー(搬送機構)25が設けられている。
(もっと読む)
容器成形用プリフォーム、容器、及び容器の製造方法
【課題】 プリフォームをカップ状又はツボ状の容器形状にブロー成形するに際して、成形された容器胴部に延伸部材が接触した痕が現れないようにして、外観良好な容器を成形することができる容器成形用プリフォーム、そのようなプリフォームを成形してなる容器、及び容器の製造方法を提供する。
【解決手段】 成形に際して延伸部材20が最初に接触する部位X1から、型締め把持部3に至る直前の部位X2までの範囲において、延伸部2aの中心軸Cを含む面Pと、延伸部2aの延伸部材20と接触するプリフォーム内曲面との交線Lに対して、切り口が垂直に交わるようにして延伸部2を周方向に沿って切断していった断面Sの面積が、ほぼ一定となっているか、又は延伸部材20が最初に接触する部位X1で最も大きくなるように、延伸部2の肉厚分布を調整する。
(もっと読む)
プリフォームを後冷却する装置および方法
本発明は、多重の射出成形型から取り出された形状不安定のプリフォーム(10)のサイジングおよび後処理を行う装置ならびに方法に関しており、水冷式の冷却スリーブ(21)に組み込まれた、プリフォーム(10)の開いた端部側の外側のための空冷が提案される。特に特別な種類のプリフォームでは、冷却スリーブ(21)にプレフォーム内で支持されていない領域は、開いた成形型(8,9)からの取出もしくは冷却スリーブへの引渡開始から、外側で、冷却空気または冷凍された空気を用いた冷却によって前凝固される。新たな構成手段によって、特に冷却スリーブ(32)内でのサイジングまたは後冷却の領域での処理による負荷下の寸法精度および圧力箇所形成に関しても、最高品質が保証される。 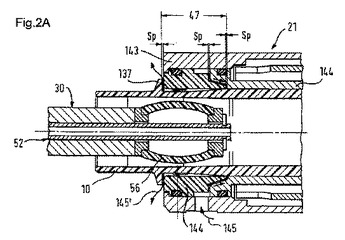 (もっと読む)
(もっと読む)
プリフォーム圧縮成形方法およびプリフォーム圧縮成形装置
【課題】大型な機械を導入したり、生産性を落としたりすることなく、しわがなく、金型への賦形性が優れたプリフォームを生成することができる。
【解決手段】本発明のプリフォーム圧縮成形方法は、メス型1内に、溶融樹脂塊6を投入する投入工程と、メス型1内にオス型2を挿入し、メス型1に投入された溶融樹脂塊6を圧縮することによってプリフォームを生成する圧縮工程とを備えている。圧縮工程の間、メス型1またはオス型2の少なくとも一方が振動している。
(もっと読む)
溶融樹脂材料成形装置、溶融樹脂材料成形方法、多層プリフォーム用樹脂塊、および多層プリフォーム用樹脂塊を用いて成形された多層プリフォーム
【課題】圧縮成形された後に中間層用樹脂材料が均一に配置され、品質の良い多層プリフォームを製造することができる溶融樹脂材料成形装置を提供する。
【解決手段】溶融樹脂材料成形装置10は、多層プリフォーム用樹脂塊20を成形するものである。すなわち溶融樹脂材料成形装置10は、内外層用樹脂材料11を供給する第1樹脂材料導入路13と、中間層用樹脂材料12を供給する第2樹脂材料導入路14と、第1樹脂材料導入路13および第2樹脂材料導入路14に連通する排出口15とを備えている。このうち第1樹脂材料導入路13は、第2樹脂材料導入路14の外側に配置された外側通路13aと、第2樹脂材料導入路14の内側に配置された内側通路13bとからなっている。
(もっと読む)
141 - 160 / 179
[ Back to top ]