
Fターム[4F208LG03]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 全体の形状、構造、材質 (583) | 一端開口のもの (179)
Fターム[4F208LG03]に分類される特許
21 - 40 / 179
プラスチックボトル用プリフォーム及びプラスチックボトル
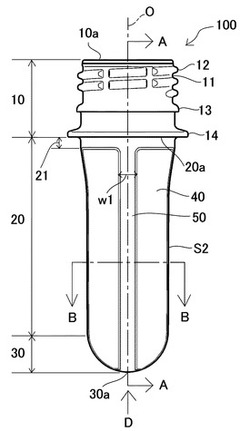
【課題】本発明の目的は、軽量化を図りながら、必要な座屈強度を有するプラスチックボトル及びそれを成形可能なプラスチックボトル用プリフォームを提供することである。
【解決手段】本発明に係るプラスチックボトル用のプリフォーム100は、ネックサポートリング14が下端に設けられた口部10と、ネックサポートリング14の下に連接する筒状の胴部20と、胴部20の下に連接する底部30とを備えるプラスチックボトル用のプリフォームにおいて、胴部20及び底部30を外周面S2側から薄肉化して、胴部20及び底部30の外周面S2に、胴部20の上端20aから底部30に至る縦リブ50を複数本設けてなる。
(もっと読む)
ダイレクトブロー容器の製造方法及び包装体

【課題】燃料や薬品のバリア性能及び酸素等の各種ガスのバリア性能に優れ、さらには変形のない実用的なダイレクトブロー容器の製造方法を提供する。
【解決手段】ポリオレフィン(A)60〜90質量%、酸変性ポリオレフィン(B)5〜30質量%、メタキシリレン基含有ポリアミド(C)2〜35質量%を含有し、ポリオレフィン(A)中にメタキシリレン基含有ポリアミド(C)が層状に分散しているダイレクトブロー容器の製造方法は、押出機から吐出される溶融樹脂が流れる流通孔と下側に開口している開口部を有する筒状の中空部であって中空部の上側に流通孔が開口する筒状の中空部とを有するダイボディーと、上側に先端部を有するマンドレルであって先端部が流通孔の端部の開口に向くように、中空部に配置されたマンドレルと、ダイボディーの中空部とマンドレルとの間の流路クリアランスが樹脂流路を形成するように、流路クリアランスに形成され、マンドレルをダイボディーの中空部の内部に保持するサポート部と、を備えるダイを使用する。
(もっと読む)
ダクト一体型フロア嵩上げ材の製造方法
【課題】ダクトの性能あるいは品質を維持しながら、軽量化を確保しつつ効率的に製造可能なダクト一体型フロア嵩上げ材の製造方法を提供する。
【解決手段】上面壁と裏面壁との間の高さがフロアの嵩上げに利用される中空二重壁構造であって、上面壁において、中空部18に相当する第1密閉空間および捨て袋118を形成する段階と、第1密閉空間および捨て袋118に相当する筒状パリソンPの部分の外表面に対して、ブローピン126を突き刺して加圧流体を吹き込んで、溶融状態の筒状パリソンを膨張させて、対応する分型金型のキャビティの表面に向かって押し付けることにより、筒状パリソンPを賦形して、中空部18およびダクト部22を成形する段階と、捨て袋118を切断して、ダクト部22に吸気口あるいは排気口を形成する段階と、を有することを特徴とするダクト一体型フロア嵩上げ材の製造方法。
(もっと読む)
ダクト一体型フロア嵩上げ材の製造方法
【課題】ダクトの遮音性、通気性を含む性能あるいは品質を維持しながら、良好な成形性を確保しつつ効率的に製造可能なダクト一体型フロア嵩上げ材の製造方法を提供する。
【解決手段】大中空部18に相当する第2密閉空間、ダクト部22に相当する第3密閉空間と前記凹部において連通した小中空部に相当する第1密閉空間および捨て袋118を形成する段階と、第2密閉空間および捨て袋それぞれに相当する筒状パリソンの部分の外表面に対して、ブローピン126を突き刺して加圧流体を吹き込んで、溶融状態の筒状パリソンを膨張させて、対応する分型金型のキャビティの表面に向かって押し付けることにより、筒状パリソンを賦形して、大中空部およびダクト部、さらに連通路を通じて小中空部を成形する段階と、捨て袋を切断して、ダクト部に吸気口あるいは排気口を形成する段階と、を有することを特徴とするダクト一体型フロア嵩上げ材の製造方法。
(もっと読む)
合成樹脂製壜体及びその成形方法
【課題】 本発明はホットパリソン法に伴う、二軸延伸ブロー成形による小型で厚肉の壜体に係る問題に鑑みてなされたものであって、特にブロー成形壜体の底部における局部的な延伸変形、そしてこの変形に伴う薄肉化を抑制することを技術的な課題とし、もって、ガラス瓶様の高品位な外観を呈する小型で厚肉の壜体を提供することを目的とする。
【解決手段】 射出成形による有底筒状の合成樹脂製プリフォームのホットパリソン法による2軸延伸ブロー成形による合成樹脂製壜体の成形方法において、プリフォームを、このプリフォームの底部の内周面の中央に相当する先端部中央に凸部を突設、配置したコア金型を有する射出成形金型を使用して射出成形する。
(もっと読む)
合成樹脂製角形壜体
【課題】 本発明は、2軸延伸ブロー成形容器の周壁の角壁や底部のコーナー部における局部的な延伸変形、そしてこの変形に伴う薄肉化を抑制することを技術的な課題とし、もって、ガラス瓶状の高品位な外観を呈する小型で厚肉の角形壜体を提供することを目的とする。
【解決手段】 合成樹脂製角形壜体において、周壁の外周面の平断面形状を矩形状とした筒状部の上端に円筒状の口部を起立設し、下端を矩形状の底壁で塞いだ有底筒状の射出成形による合成樹脂製プリフォームを使用した二軸延伸ブロー成形品とし、筒状部から相似状に延伸形成された、矩形筒状の胴部を有し、胴部の上端に肩部を介して円筒状の口筒部を起立設し、下端を矩形状の底壁で塞いだ構成とする。
(もっと読む)
密封された延伸棒の移動によってプラスチック材料製予備成形物をプラスチック材料製容器へと成形する装置および方法
【課題】プラスチック材料製容器を形成すべくプラスチック材料製予備成形物を気体媒体の作用によって膨張させることができる少なくとも1つのブロー成型ステーションを提供すること。
【解決手段】前記気体媒体を作用させる加圧装置12と、前記ブロー成型ステーション8を少なくとも部分的に囲むクリーンルーム20と、該プラスチック材料製予備成形物の長手方向に沿って延伸する延伸ユニットであって、前記プラスチック材料製予備成形物に対して可動であって該プラスチック材料製予備成形物への挿入が可能である延伸棒5と、該延伸棒5を該延伸棒5の長手方向に沿って移動させる駆動装置とを有する延伸ユニットとを有しているプラスチック材料製予備成形物をプラスチック材料製容器へと成形するための装置である。
(もっと読む)
プラスチック成形体
【課題】既設の生産設備をほとんど変更することなく、口部の内径を拡大することで、軽量化を図ることができるプリフォーム又はプラスチックボトルであるプラスチック成形体を提供する。
【解決手段】プラスチック成形体は、ネックサポートリング14が下端に設けられた口部10とネックサポートリング14の直下に連接する首部220とを備えるプラスチック成形体において、プラスチック成形体がプリフォーム200又はプラスチックボトルであり、口部10の上端における内径が、国際飲料技術者協会(International Society of Beverage Technologists)で規定するフィニッシュサイズ28mmの規格の内径よりも大きい。
(もっと読む)
プラスチック材料予備成形品の延伸ブロー成形装置、延伸ブロー成形プラント、およびセラミック部品の使用
【課題】樹脂製予備成形品の延伸ブロー成形装置において、ポジティブロックスチール締め具と同程度の安定性を有するとともに、潤滑剤の追加なしに、良好な滑り特性を実現する装置を提供する。
【解決手段】樹脂製予備成形品の延伸ブロー成形装置1は、少なくとも2つのシェル部4、5およびベース部6を有するブロー成形用金型3を運搬する運搬デバイス2と、ベース部受け手段11とベース部受け手段を保持する保持デバイス12,13,14、15と有するベース部固定デバイス10とを備え、ベース部受け手段がポジティブロック締め具18により保持手段(保持デバイス)に固定され、樹脂製容器を形成するための予備成形品の延伸ブロー成形装置であって、ポジティブロック締め具が、セラミック材料からなるポジティブロック領域22を有する。
(もっと読む)
ブロー成形装置
【課題】肉厚の厚いプリフォームを高い延伸倍率で延伸ブロー成形して大型のボトルを製造できる小型・コンパクトで生産効率の良いブロー成形装置を提案すること。
【解決手段】ブロー成形装置1は、同一平面上に配置した第1〜第4直線搬送路11〜14から構成した矩形の循環路6に沿ってプリフォーム2を倒立状態で搭載しているキャリア7を搬送する。第1、第2直線搬送路11、12には第1加熱部17、第2加熱部18が配置されており、肉厚の厚いプリフォーム2を外部加熱、内部加熱することにより均一に加熱することができる。加熱後のプリフォーム2は第3直線搬送路13上の第1処理部19において延伸ブローされて中間成形品4とされ、中間成形品4は第2処理部20において延伸ブローされて最終製品であるボトル3が得られる。延伸ブロー成形を二段階に分けることにより、過剰な引張応力を伴うことなく大型のボトル3が得られる。
(もっと読む)
プリフォームの切断装置
【課題】重量を損なうことなくプリフォームを検査部位毎に分割することができるプリフォームの切断装置を提供する。
【解決手段】切断装置2は、主軸台22と、カッター25とを有する。主軸台22は、プリフォーム1の中心軸が回転軸と一致するように、プリフォーム1を把持するとともに、プリフォーム1を回転軸周りに回転させる。カッター25は、プリフォーム1の肉厚よりも長い刃渡りと、先鋭な刃先とを有し、刃先の向きは、主軸台22の回転軸と直交する。また、カッター25は、主軸台22の回転軸と直交する方向に沿って移動する。
(もっと読む)
滅菌状態でエア除去する無菌ブロー成形機械
【課題】滅菌性維持、向上させるためのクリーンルーム又はブロー成形機を提供する。
【解決手段】2つのブロー金型部品4a,4bを有するブロー金型4と、プラスチック材料プリフォーム10を膨張させるための流通可能な媒体を用いてプラスチック材料プリフォーム10に作用する加圧装置58と、運搬路に沿ってブロー金型4を運ぶ運搬装置2と、プラスチック材料プリフォーム10の膨張中にブロー金型4が内部で運搬され得るクリーンルーム20とを備え、プラスチック材料プリフォームに面するブロー金型4の内壁が開口部60を有し、開口部60を通して、流通可能な媒体が膨張プロセス中にキャビティから除去され得る。開口部60とクリーンルーム20との間に流れ接続部が設けられ、この流れ接続部が、クリーンルーム20の非滅菌環境に対して封止されている。
(もっと読む)
電子写真用シームレスベルトの製造方法
【課題】高品位な電子写真用シームレスベルトを効率よく製造することができる方法の提供。
【解決手段】熱可塑性樹脂組成物を含む基層と表面層とを有している電子写真用シームレスベルトの製造方法であって、(1)熱可塑性樹脂を含む、試験管形状のプリフォームの外表面にガラス転移温度を有するエネルギー硬化性の被膜を形成し、次いで、該プリフォームをブロー成型してブローボトルを得る工程と、(2)該ブローボトルにエネルギー線を照射して該被膜を硬化させて表面層を形成する工程と、(3)工程(2)によって得た表面層を有するブローボトルからシームレスベルトを切り出す工程とを有する。
(もっと読む)
プリフォームの射出成形装置、射出成形方法及び合成樹脂製壜体
【課題】 本発明はプリフォームの周壁内で、所定の範囲に所定の層厚の着色層を高精度に主材層に積層するための、射出成形装置および射出成形方法を創出することを課題とするものである。
【解決手段】 本発明の射出成形装置に係る構成は、主材樹脂と第2の樹脂を合流させて合流樹脂体を形成するノズル部を、外側から順に、主材樹脂が流動する外流路と、第2の樹脂が流動する内流路と、これら外流路と内流路からの主材樹脂と第2の樹脂が合流する円柱状の合流路を配設し、また、外流路の合流路への第1合流部を所定の間隔を置いて、内流路の合流路への第2合流部の下流側に配設し、合流路に摺動可能に円柱状のシャットオフピンを挿入配設し、このシャットオフピンの摺動位置により、第1合流部あるいは第2合流部、またはその双方を遮断あるいは開放する機能が発揮される構成とする。
(もっと読む)
ブロー成形型開閉機構および二軸延伸ブロー成形機
【課題】型開閉動作を円滑に行うことのできる小型でコンパクトな構成のブロー成形型開閉機構を提案すること。
【解決手段】型開閉機構23では、左右一対の第1、第2ブロー成形型21、22の下方に配置した揺動板41の左右の第1、第2揺動端部41a、41bの上下方向の揺動運動を、垂直に配置した第1、第2連結軸45、46を介して、左右の第1、第2昇降スライダ51、52の昇降運動に変換し、これらの昇降運動を左右の平行リンク機構61、62を介して左右の第1、第2ブロー成形型21、22の開閉運動に変換している。トグルリンク機構の屈伸運動によって型開閉動作を行う場合のような複雑なリンク機構を用いる必要がないので、型開閉動作を円滑かつ高速で行うことができる。型開閉機構の構成部品点数を削減できるので機構の小型・コンパクト化を実現できる。
(もっと読む)
コンテナを製造するための装置
【課題】ペースト状のプラスチックから始まる、装置が制限された寸法を有するコンテナの製造のための装置の成形手段を提供する。
【解決手段】回転カルーセル(57)および該カルーセル(57)によって支持されかつ該カルーセル(57)に対して移動可能である複数の保持要素(71)を含む装置であり、該保持要素(71)がブロー成形手段(4)からコンテナ(2)を取り除くために成形される装置において、該装置が該保持要素(71)と関連する複数のさらなる保持要素(72)をさらに含み、該さらなる保持要素(72)が圧縮成形手段(5)にプラスチックの投与(37)を届けるように成形され、各々の該さらなる保持要素(72)が対応する保持要素(71)に固定される。
(もっと読む)
プリフォームおよび容器
【課題】プリフォームの成形時に口栓部にひけが発生することを防止し、閉栓後の容器に外気の流入が生じることを防止することが可能なプリフォームおよび容器を提供する。
【解決手段】プリフォーム10は、内筒45および外筒46を有するキャップ40が嵌合される容器30用のものであり、キャップ40が嵌合される口栓部11と、口栓部11に連結されたプリフォーム本体12とを備えている。口栓部11は、キャップ40の内筒45に当接する内壁15と、キャップ40の外筒46が嵌め込まれる外壁16とを有している。口栓部11の外壁16に、円周方向に延びる単一の円周溝23が設けられ、この単一の円周溝23により、口栓部11の厚肉部の割合を少なくするとともに、成形時の口栓部11からの放熱を向上させて、口栓部11内部の溶融樹脂が冷却・固化する際の体積収縮による口栓部11の表面樹脂の引き込みを緩和し、ひけの発生を防止する。
(もっと読む)
熱可塑性樹脂製プリフォーム及びその製造方法
【課題】成形過程での成形不良を抑制し、材料歩留まりに優れた熱可塑性樹脂容器のためのプリフォームおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂シートを圧縮成形して底部23および開口部22を有する形状に形成された圧縮成形層24と、前記圧縮成形層24の外面もしくは内面に射出成形にて形成された射出成形層15とを有し、加熱して軟化させた状態でブロー成形することにより所定の形状に膨張させて成形される熱可塑性樹脂製プリフォームにおいて、前記射出成形層15が、前記底部23において最も厚く、開口部22側に向かって徐々に薄くなるように形成されている。
(もっと読む)
薬液容器の製造方法および薬液容器
【課題】コールドパリソン法射出延伸ブロー成形後に別途の熱処理を行うことなく、薬液容器に耐熱性を付与する手段を提供する。
【解決手段】DSC測定により観測される最も高温側の吸熱ピークのピーク温度が120〜180℃の範囲であり、かつ230℃、荷重21.2Nの条件下で測定されるメルトフローレートが0.3〜10g/10分の範囲である樹脂材料からプリフォームを作製する工程と、前記樹脂材料の全体質量に対して35質量%の樹脂材料が溶融する温度を下限温度とし、前記ピーク温度よりも5℃低い温度を上限温度とする範囲の温度に前記プリフォームを加熱する工程と、前記プリフォームを軸方向に伸張させる工程と、伸張させた前記プリフォームを、軸方向に直交する面の長軸と短軸との比(長軸/短軸)が1〜5である形状を有する金型内で加圧する工程と、を含む、薬液容器の製造方法および薬液容器である。
(もっと読む)
発光装置と発光装置のグローブ成形方法
【課題】配光特性が良好な照明用グローブを低コストで提供する。
【解決手段】中間品の高さ寸法が完成後のグローブ6の高さ寸法よりも高くし、且つ中間品内壁を周方向に広げて圧縮させるためのくさび機構を有するブロー成形金型を用いてブロー成形を行うことにより、グローブのヒートシンクへの挿入部の入口に段差63を設け、ヒートシンクへの挿入部の厚みt2をその上部の光線通過部の厚みt1より薄くする。
(もっと読む)
21 - 40 / 179
[ Back to top ]