
Fターム[4F208LG29]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 製造 (1,293) | 射出成形方法によるもの (451) | 射出金型 (72)
Fターム[4F208LG29]の下位に属するFターム
コア金型 (27)
Fターム[4F208LG29]に分類される特許
1 - 20 / 45
プラスチックボトル成形用プリフォーム
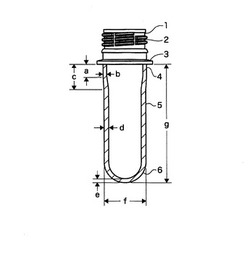
【課題】 樹脂重量が25.0g以下の、容量600ml以下のプラスチックボトル成形用プリフォームを提供する。
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部2、サポートリング3、胴部5及び胴部5の端部を閉塞する底部6を備える、樹脂重量が25.0g以下のプリフォームである。
サポートリング3の下に最小肉薄部からなる長さ5.0〜10.0mmのサポートリング下肉薄部4が設けられ、底部6はゲート部のほうに向けて徐々に肉厚を薄く形成されている。
(もっと読む)
ブロー成形機、金型部品の取り付け方法及び金型ユニット

【課題】 金型部品を搬入または搬出する作業の負担を軽減できるブロー成形機を提供すること。
【解決手段】 ブロー成形機は、ブロー成形機に対して搬入または搬出される金型部品を支持する支持部材510,610と、支持部材をブロー成形機の外方に向けて水平に突出する突出位置P1,P5と収容位置P2,P6とに移動させる移動機構520,720と、を有する。ブロー成形機は第1固定支点軸20,23を有し、支持部材は、基端部は第1固定支点軸に回動自在に支持され、自由端部には第1可動支点軸513,713が設けられる。移動機構は、互いに回動自在に連結された複数のリンク521,522,721,722を含み、複数のリンクの一つは支持部材の可動支点軸に回動自在に支持され、支持部材が突出位置に設定されるときに、第1角度固定具530,730により複数のリンクが一直線状に維持されて、複数のリンクが支持部材の自由端部を支持する脚部となる。
(もっと読む)
ブロー型ユニット及びそれを用いたブロー成形機
【課題】 一対のブローキャビティと上げ底型とを一体としたブロー型ユニットの単位で金型交換が可能であって、さらに複数の上げ底型は、ブロー成形機本体側の昇降装置に固定する必要がないブロー型ユニット及びそれを用いたブロー成形機を提供すること。
【解決手段】 ブロー型ユニットは、第1,第2のブローキャビティ割型及び複数の上げ底型を有するブロー型と、型締め圧力を圧受けする第1,第2の圧受け板と、第1のブローキャビティ割型及び第1の圧受け板が固定される第1の固定板と、第2のブローキャビティ割型及び第2の圧受け板が固定される第2の固定板と、第1,第2の固定板の間に配置されて、複数の上げ底型を第1面に固定する第3の固定板と、第3の固定板の第1面と対向する第2面より垂直に延びる少なくとも一つの軸部と、第1,第2の固定板の一方に固定され、軸部を昇降案内する昇降案内ブロックと、第3の固定板の第2面より垂直に延びる昇降ロッドと、を有する。
(もっと読む)
プラスチックボトル成形用プリフォーム
【課題】 樹脂重量が21.0g以下の、容量600mlのプラスチックボトル成形用プリフォームを提供する。
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部、サポートリング、胴部及び胴部の端部を閉塞する底部を備える。
樹脂重量は21.0g以下であり、プリフォームの全長を92.5mmより小さくし、胴径を24.0mmより小さくし、サポートリングの下に最小肉薄部からなる長さ5〜10mmのサポートリング下肉薄部を設け、更に胴部の肉厚をサポートリング下肉薄部より厚くし、且つ底部はゲート部のほうに向けて徐々に肉厚を薄くした。
(もっと読む)
プラスチック成形体
【課題】既設の生産設備をほとんど変更することなく、口部の内径を拡大することで、軽量化を図ることができるプリフォーム又はプラスチックボトルであるプラスチック成形体を提供する。
【解決手段】プラスチック成形体は、ネックサポートリング14が下端に設けられた口部10とネックサポートリング14の直下に連接する首部220とを備えるプラスチック成形体において、プラスチック成形体がプリフォーム200又はプラスチックボトルであり、口部10の上端における内径が、国際飲料技術者協会(International Society of Beverage Technologists)で規定するフィニッシュサイズ28mmの規格の内径よりも大きい。
(もっと読む)
滅菌状態でエア除去する無菌ブロー成形機械
【課題】滅菌性維持、向上させるためのクリーンルーム又はブロー成形機を提供する。
【解決手段】2つのブロー金型部品4a,4bを有するブロー金型4と、プラスチック材料プリフォーム10を膨張させるための流通可能な媒体を用いてプラスチック材料プリフォーム10に作用する加圧装置58と、運搬路に沿ってブロー金型4を運ぶ運搬装置2と、プラスチック材料プリフォーム10の膨張中にブロー金型4が内部で運搬され得るクリーンルーム20とを備え、プラスチック材料プリフォームに面するブロー金型4の内壁が開口部60を有し、開口部60を通して、流通可能な媒体が膨張プロセス中にキャビティから除去され得る。開口部60とクリーンルーム20との間に流れ接続部が設けられ、この流れ接続部が、クリーンルーム20の非滅菌環境に対して封止されている。
(もっと読む)
プリフォームの射出成形装置、射出成形方法及び合成樹脂製壜体
【課題】 本発明はプリフォームの周壁内で、所定の範囲に所定の層厚の着色層を高精度に主材層に積層するための、射出成形装置および射出成形方法を創出することを課題とするものである。
【解決手段】 本発明の射出成形装置に係る構成は、主材樹脂と第2の樹脂を合流させて合流樹脂体を形成するノズル部を、外側から順に、主材樹脂が流動する外流路と、第2の樹脂が流動する内流路と、これら外流路と内流路からの主材樹脂と第2の樹脂が合流する円柱状の合流路を配設し、また、外流路の合流路への第1合流部を所定の間隔を置いて、内流路の合流路への第2合流部の下流側に配設し、合流路に摺動可能に円柱状のシャットオフピンを挿入配設し、このシャットオフピンの摺動位置により、第1合流部あるいは第2合流部、またはその双方を遮断あるいは開放する機能が発揮される構成とする。
(もっと読む)
プリフォームおよび容器
【課題】プリフォームの成形時に口栓部にひけが発生することを防止し、閉栓後の容器に外気の流入が生じることを防止することが可能なプリフォームおよび容器を提供する。
【解決手段】プリフォーム10は、内筒45および外筒46を有するキャップ40が嵌合される容器30用のものであり、キャップ40が嵌合される口栓部11と、口栓部11に連結されたプリフォーム本体12とを備えている。口栓部11は、キャップ40の内筒45に当接する内壁15と、キャップ40の外筒46が嵌め込まれる外壁16とを有している。口栓部11の外壁16に、円周方向に延びる単一の円周溝23が設けられ、この単一の円周溝23により、口栓部11の厚肉部の割合を少なくするとともに、成形時の口栓部11からの放熱を向上させて、口栓部11内部の溶融樹脂が冷却・固化する際の体積収縮による口栓部11の表面樹脂の引き込みを緩和し、ひけの発生を防止する。
(もっと読む)
透明容器の製造方法及び透明容器
【課題】ポリプロピレン系樹脂を主原料とし、透明度と透明度の均一性の優れた透明容器の製造方法の提供
【解決手段】
射出延伸ブロー成形によりポリプロピレン系樹脂から、透明容器を成形する透明容器の製造方法であって、射出成形機によりプリフォームを成形する際、射出成形機のランナ部の樹脂温度がシリンダ部樹脂温度以上で、且つ230〜300℃として樹脂を金型に射出することを特徴とする透明容器の製造方法。
製造方法。
(もっと読む)
光拡散ポリカーボネート用ブロアタイプの射出金型と射出方法
本発明は最近広く使用されている光拡散ポリカーボネート(PC)を容易に成形して製作することができるようにする光拡散ポリカーボネート用ブロアタイプの射出金型とその射出方法に関する。
かかる本発明は光拡散に優れた光拡散ポリカーボネート(PC)をブロアタイプで射出して製作することで、球形態の照明器具を容易に製作することができ、様々な形態の光拡散ポリカーボネート(PC)用の照明器具を廉価で製作することができ、これによって様々な形態の街灯を供給することができる。
(もっと読む)
合成樹脂製ボトルのブロー成形方法
【課題】合成樹脂製ボトルの底部を均一に延伸することができて薄肉化と強度及び耐熱性の向上とを両立させることができ、しかも、比較的少ない工程数で低コストの合成樹脂製ボトルを得ることができる合成樹脂製ボトルのブロー成形方法を提供する。
【解決手段】底部金型17を第1の所定位置よりも下方の第2の所定位置に位置させた状態で、延伸膨出工程により、胴部金型16内のプリフォーム1aに内圧を付与し、下部を下方に膨出させた底部膨出部1cを有する中間成形体1bを形成させる。このとき、底部膨出部1cは、底部金型17に非接触或いはリブ成形部25の少なくとも一部を残して底部金型17に当接する。続いて底部成形工程により底部金型17を第2の所定位置から第1の所定位置に移動させ、底部膨出部1cを突き上げ、底リブ9を成形しつつ底凹部7を形成させる。
(もっと読む)
ブロー型ユニット及びそれを用いたブロー成形機
【課題】別個の駆動装置に対してそれぞれ着脱可能な一対のキャビティ型と上げ底型とを一体化したブロー型ユニット及びそれを用いたブロー成形機を提供する。
【解決手段】ブロー成形機10の基盤72に取り付けられるブロー型ユニット300は、パーティング面同士を当接させる第1,第2のブローキャビティ割型62A,62Bと上げ底型63とを含むブロー型60を複数の有し、さらに、第1、第2のブローキャビティ割型をそれぞれ固定する第1の固定板310と、第2の固定板312と、固定板にそれぞれ固定する複数の第1の圧受板320と、固定板の間に配置されて、複数の上げ底型を第1面330Aに固定する第3の固定板330と、第3の固定板の第2面330Bより垂下された自由端部342B,344Bとする複数の軸部340(342,344)と、第3の固定板の下方にて、第1,第2の固定板にそれぞれ固定される複数の第2の圧受板330とを有する。
(もっと読む)
樹脂製容器、及び樹脂製容器の成形方法
【課題】底部のクレーズの発生が抑えられ、商品価値を維持することができる樹脂製容器、及び樹脂製容器の成形方法を提供する。
【解決手段】容器軸方向上端に位置する口部2と、この口部2から拡径された筒状の胴部4と、この胴部4の容器軸方向下端を閉塞する底部5とを備え、底部5に容器内方へ隆起する隆起部7が形成され、この隆起部7の外周側に起立状態で載置面Gに接触する環状の接地部8が形成された樹脂製容器1であり、この樹脂製容器1を構成するPETの固有粘度(IV)値を0.82(dl/g)以上とした。
(もっと読む)
吸気ダクト
【課題】吸気抵抗の増加を招くことなく内部を複数の流路に分割して多室化を図り得るようにした吸気ダクトを提供する。
【解決手段】運搬車両のキャブ後面に据え付けられて上下方向に延在し且つその上側に開口した空気取入口から外気をエンジン用吸気として取り入れる吸気ダクト8を、型抜き方向を前後方向として成形されたダクト本体9と、該ダクト本体9内を前後に分割し且つその前後に分割されたダクト本体9内を更に左右方向にも分割して前記空気取入口まで到る複数の流路A,B,C,D,E,Fを区画形成する内部仕切り部品10とにより構成する。
(もっと読む)
多層プリフォームの検査装置
【課題】植物油等の油分を含む液体中に多層プリフォームを浸漬しても、あるいは植物油等の油分を含まない水等の液体中に多層プリフォームを浸漬しても、中間樹脂層を可視化してPET樹脂層と中間樹脂層の明暗差を顕著にすることができる照明装置を備えた多層プリフォームの検査装置を提供する。
【解決手段】多層プリフォーム1を液体中に浸漬した透明容器20を挟むように照明装置2と撮像装置10とを対向して設け、照明装置2は、照明3と、照明3の前面に設置された拡散板4と、拡散板4に隣接して設置されるとともに拡散板4の延長線上に配置された光が透過しないか又は光が透過しにくい板5とからなり、多層プリフォーム1の軸心Oと、拡散板4と光が透過しないか又は光が透過しにくい板5の境界部6は、撮像装置10の光軸Lx上に位置するか又は光軸Lxに近接している。
(もっと読む)
合成樹脂製容器、プリフォーム、合成樹脂製容器の製造方法、及びプリフォーム成形型
【課題】プリフォームを成形した際のパーティングラインの痕跡に起因する環境応力破壊が、当該プリフォームをブロー成形してなる容器の底部に生じてしまうのを有効に回避する。
【解決手段】外側面に周方向に沿ってパーティングラインPLが形成されたプリフォーム10をブロー成形によって所定の容器形状に成形するにあたり、当該パーティングラインPLの痕跡Vを、成形された容器底部23の接地部位24を越えた容器側面側に位置させる。
(もっと読む)
容器、金型、および製造方法
【課題】容器を連結した構造物は、容器部分疲労による破損が起因するため容器強化、基礎容器頸部の硬質部の危険性を回避する必要性がある。
【解決する手段】
容器、および構築容器全体を強化するには、各容器内面に部分肉厚を垂直、水平方向、トラスに複数形成し、そのクロス肉厚(骨材構築)部分が容器外圧を内面から補強する。基礎容器の頸部雄ねじ形状に適合する雌ねじ容器を形成することで、その連結部分に緩衝性が生まれた。
(もっと読む)
乳酸系ポリマー組成物からボトルを製造する方法
【課題】射出二軸延伸ブロー成型加工性に優れた乳酸系ポリマー組成物、並びにそれから得られる射出二軸延伸ブローボトルを提供すること。
【解決手段】 乳酸系ポリマー(A)100重量部に対し結晶核剤としてケイ酸(SiO2)成分を30%以上含む結晶性の無機化合物(B)0.1〜10重量部を含有する乳酸系ポリマー組成物、並びにそれから得られる射出二軸延伸ブローボトル。さらに該乳酸系ポリマー組成物をマスターバッチ方法で製造する方法及びマスターバッチが提供される。
(もっと読む)
フォーム層を有する複合成形容器
複合成形プレフォーム及びこれから吹込成形された容器が開示され、複合成形プレフォーム及び複合成形容器は、外側発泡層を有する。 (もっと読む)
無菌容器の成形方法及び装置並びに無菌充填方法及び装置
【課題】インラインシステムにおいてボトル等の容器の殺菌処理を簡易に行う。
【解決手段】ボトル2のキャビティCを有する金型4内に加熱したプリフォーム1を装着し、過酸化水素の凝結ミスト又はガスと一次ブロー用エアとを混ぜた混合気Mをプリフォーム内に吹き込むことによってキャビティ内でプリフォームを中間成形品1aまで膨張させると同時に中間成形品内を殺菌し、次いで、二次ブロー用エアNを上記中間成形品内に吹き込むことによってキャビティ内で中間成形品をボトルまで膨張させると同時にボトル内の過酸化水素を除去する成形方法である。ボトルの殺菌と成形を同時に進めることができるので、殺菌処理を簡易に行うことができる。
(もっと読む)
1 - 20 / 45
[ Back to top ]