
Fターム[4F208LN10]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形操作 (838) | ブロー方法 (563) | ベント方法 (34)
Fターム[4F208LN10]に分類される特許
1 - 20 / 34
成形品及びその製造方法
ブロー成形品の製造装置および製造方法
【課題】成形型にパリソンの回り込みが困難となりやすい凹部や凸部等があっても、これらに容易にパリソンを回り込ませることができるブロー成形品の製造装置および製造方法を提供する。
【解決手段】センター型2と、センター型2の両側をパリソンPを挟んで閉じる一対の成形型3と、を有するブロー成形品の製造装置1において、センター型2に取り付けられ、成形型3に向けて開口するブロー受け空間10を有し、成形型3が閉じた際にブロー受け空間10の開口部周りが成形型3との間でパリソンPを挟むようにしてパリソンPの一部を囲うブロー受け部材9と、パリソンPの一部を囲った状態のブロー受け空間10に臨むブローピン12と、を備え、ブローピン12によりエアがブロー受け空間10にブローされ、そのブロー受け空間10内の圧力によりパリソンPの一部が成形型3に転写される。
(もっと読む)
発泡成形体の成形方法及び発泡成形体

【課題】発泡溶融樹脂の内部に吹き込んだ気体の外部への流出を防止することが可能な発泡成形体を提供する。
【解決手段】他部材(図示せず)を嵌め込むための嵌合部(104)を有する発泡成形体(100)であり、嵌合部(104)は、発泡成形体(100)の本体部分(102)の発泡倍率よりも低い発泡倍率の発泡樹脂からなる第1の筒状部(104a)と、第1の筒状部(104a)の発泡倍率よりも低い発泡樹脂、又は、未発泡樹脂からなる第2の筒状部(104b)と、を有することを特徴とする。
(もっと読む)
発泡成形体の成形方法及び発泡成形体
【課題】嵌合部に他部材を容易に嵌め込むことが可能な発泡成形体を提供する。
【解決手段】他部材を嵌め込むための嵌合部(104a)を有する発泡成形体(100)であり、嵌合部(104a)の発泡倍率は、発泡成形体(100)の本体部分(102)よりも高いことを特徴とする。
(もっと読む)
ブロー成形装置およびブロー成形方法
【課題】成形する季節によらず、成形品の品質を一定にすることができる、ブロー成形装置およびブロー成形方法の提供。
【解決手段】樹脂Pが金型12に奪われる第1の熱量Qkと、樹脂Pが樹脂P内から排出されるエアに奪われる第2の熱量Qaと、を算出し、第1、第2の熱量Qk,Qaの和が所定値Qcに達したときにエアの樹脂P内への吹き込みを停止して樹脂Pの冷却を終了する。そのため、所定値Qcを季節によらず一定にしておくことにより、樹脂冷却後に樹脂Pに残っている熱量Qjbは季節によらず一定になる。そのため、季節によらず成形品の品質を一定にすることができる。
(もっと読む)
ブロー成形方法
【課題】2つのブローピンを確実に樹脂内に挿入できるブロー成形方法の提供。
【解決手段】第1のブローピン14aを、樹脂Pの金型12によって挟持される部位から樹脂P内に挿入する。そのため、金型12で樹脂Pが逃げることを抑制しつつ、第1のブローピン14aを樹脂P内に挿入することができる。また、第1のブローピン14aから樹脂P内にエアを吹き込んで樹脂Pを膨らませた後、第1のブローピン14aから樹脂P内にエアを吹き込みつつ、第2のブローピン15aを、第1のブローピン14aとは異なる部位から樹脂P内に挿入する。そのため、第1のブローピン14aから吹き込まれるエアにより樹脂Pの内圧を高めた状態で、第2のブローピン15aを樹脂P内に挿入することができる。そのため、第2のブローピン15aも確実に樹脂P内に挿入できる。よって、2つのブローピン14a,15aを確実に樹脂P内に挿入できる。
(もっと読む)
ブロー成形機
【課題】ブロー成形機で使用された後の高圧排気を従来よりさらに有効活用する。
【解決手段】金型19でパリソンP3をブロー成形して樹脂製容器P4を成形した後で、金型19から排気された高圧排気を高圧排気供給管路38を介してスクロール膨張機40の固定スクロール42と旋回スクロール44とで形成される膨張室Eに供給する。該高圧排気の膨張エネルギーで回転軸46を回転させ、回生用発電機48によって回生電力を得る。膨張室Eの出口42bから出た大気圧付近の空気は、排気戻し管路50を介して高圧空気圧縮機52に送られ加圧される。加圧された空気は再びブロー成形工程に使用され、又は減圧機構58で減圧されて、シリンダ12のピストン14の駆動用若しくはプレフォーム工程に使用される。
(もっと読む)
発泡ブロー成形方法
【課題】発泡倍率の高いプラスチックのブロー成形体を製造する方法を提供する。
【解決手段】プラスチックが発熱性発泡剤を含み、型締め後、第1段階としてパリソン1と金型2,3の間のキャビティ4内の空気を吸引して減圧し、同時に大気に連通するブローピン7からパリソン1内部に空気を吸い込ませて、パリソン1を金型2,3の内面に密着するまで膨らませる。続いて、キャビティ4内の減圧を継続しながら、第2段階としてブローピン7からパリソン1内部の空気を吸引し、パリソン1内部を減圧する。キャビティ4内及びパリソン1内部の減圧状態を維持したままパリソン1を冷却させ、最後に減圧状態を解除し、型開きして製品を取り出す。
(もっと読む)
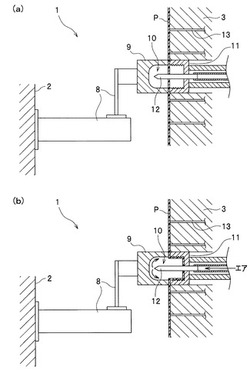
ジョイントブーツの製造方法
【課題】パリソンの加熱工程における温度ムラを低減して、蛇腹部の肉厚制御を容易にする。
【解決手段】大径側取付部3に対応する第1パリソン部分61と、小径側取付部4に対応する第2パリソン部分62と、両者を連結する非蛇腹状をなす第3パリソン部分63とを備えるパリソン6を射出成形した後、第3パリソン部分のみを径方向外方側からヒータ87で加熱し、その後、ブロー工程において蛇腹部5を成形するジョイントブーツの製造方法において、加熱工程で用いるヒータ87は、複数の発熱体89をパリソンの軸方向Xに並べて設けたものであって、ヒータ87と第3パリソン部分63との間の空間を軸方向Xで複数に区画する遮蔽板90を設ける。
(もっと読む)
樹脂製パレットおよび樹脂製パレットの製造方法
【課題】滑り止め用突起の耐久性を確保しつつ、使い勝手の良好な樹脂製パレットを提供する。
【解決手段】一方の表面302に荷物を載置する樹脂製パレット300であって、それぞれ、荷物の底面に食い込み可能なように、前記一方の表面302から所定高さまで突出する複数の滑り止め用第1突起319が前記一方の表面302に設けられ、複数の滑り止め用第1突起319はそれぞれ、その外周全体に亘って、前記一方の表面302から窪んだ第1周溝を有する、ことを特徴とする樹脂製パレット300。
(もっと読む)
中空容器のブロー成形方法およびブロー成形装置
【課題】 金型内にラベルを装着して(インモールドラベル)貼り付ける場合にも効率的に冷却でき、成形サイクルの短縮化を図ることができる中空容器のブロー成形方法およびブロー成形装置を提供する。
【解決手段】ブロー成形品内に挿入した状態で胴部4のラベル貼付部に向けて吹出し孔として第2の吹出し孔71を形成したり、吹込みノズル47のノズル部2近傍の外側面に循環口52を形成することをそれぞれ組み合わせで一層効率的にラベル貼付部分やノズル部を冷却し、成形サイクルの短縮化を図ることができるようにする。
(もっと読む)
吸音部材の成形型および吸音部材の成形方法
【課題】吸音性能が向上した吸音部材を効率良く成形し得ると共に型製作費用を抑え得る成形型と、成形効率を向上させた吸音部材の成形方法を提供する。
【解決手段】第2型42における成形凹部48の成形面48Aに、該第2型42の外部と連通する開口部50を設ける。開口部50には、複数の排気口64を有するベント部材60が配設され、成形凹部48および型の外部は各排気口64により連通する。ベント部材60における各排気口64の開口総面積が、該ベント部材60を含めた成形面48Aの面積の1〜15%に設定されている。従って、成形素材から吸音部材10を成形するに際し、成形凹部48へ膨張する該成形素材により該成形凹部48の空気が型の外部へ効率的に排出されるので、該成形素材が成形面48Aに接触するタイミングを早めることができ、吸音部材10の吸音小室16を適切に成形し得る。
(もっと読む)
ブロー成形用金型、及び樹脂成形体の製造方法
【課題】パリソンとキャビティ面との間隙において空気の残留を低減することの容易なブロー成形用金型、及び樹脂成形体の製造方法を提供する。
【解決手段】ブロー成形用金型は、パリソンをブロー成形することで平坦状の側壁を有する樹脂容器を成形する。ブロー成形用金型は、キャビティ内に開口する吸引孔13を有している。吸引孔13は、平坦状の側壁を成形するキャビティ面11aに形成されている。キャビティ面11aには、吸引孔13から延びる凹条14が形成されている。樹脂容器は、ブロー成形用金型を用いて、その金型のキャビティ内に配置されたパリソンとキャビティ面11aとの間隙を減圧するとともにパリソンをブロー成形する工程により製造される。
(もっと読む)
金型におけるガス抜き孔の形成方法
【課題】ガス抜き孔を所望の箇所に容易に形成できる金型におけるガス抜き孔の形成方法を提供する。
【解決手段】鋳造のブロー成形金型1Aにおけるガス抜き孔4の形成方法であって、鋳造時においてガス抜き孔4の形成位置に金型よりも融点の高いワイヤWを鋳込み、金型の冷却後、ワイヤWを引き抜いてその抜け孔をガス抜き孔4とする。金型がアルミニウム鋳造のブロー成形金型1Aからなる場合、ワイヤWとしては汎用性に優れたピアノ線が好適である。また、ワイヤWに離型剤を塗布しておけばワイヤWの引き抜きもスムースに行え、引き抜き後のガス抜き孔4の内周面や開口部周りも滑らかになる。
(もっと読む)
ブロー成形方法及びブロー成形用金型装置
【課題】ブロー成形用金型1のキャビティ面1aに開けたベント穴3及びそのエア配管4〜6が、パリソンの樹脂に由来する固形物により詰まるのを防止する。
【解決手段】型締め完了前後からパリソンが固化するまでの間、キャビティ面1aに開けたベント穴3を通してバキューム機構10によりパリソンとブロー成形用金型1の間のエア抜きをし、型開き開始前後からベント穴3を通して加圧エア供給機構9によりエアをキャビティ内に噴出する。樹脂や添加剤の分解ガスや低分子量ガスがベント穴3やエア配管4〜6に滞留せず、これらが固形物として付着するのが防止できる。
(もっと読む)
パネル及びそのパネルの製造方法
【課題】内部が中空な樹脂製のパネル本体内に発泡用原料を注入し、その発泡用原料をパネル本体内で発泡させて成るパネルにおいて、パネル本体内の発泡体がパネル本体の内面に強固に接合されるようにして、パネルの剛性を高める。
【解決手段】パネル1は、内部が中空に形成された樹脂製のパネル本体2と、該パネル本体2の内面に接合された不織布3と、該パネル本体2内に充填された樹脂製の発泡体4とを具備している。
(もっと読む)
プラスチック燃料タンクの製造方法
2つのキャビティーとコアを含む型を用いてパリソンを成形することによる内部ライン(2)を備えたプラスチック燃料タンクの製造方法。本方法は、1.パリソン(4)を型キャビティー内に導入する工程、2.コアをパリソン内に導入する工程(コアは最初にラインを備えている)、3.キャビティーがコアに耐漏洩接触するよう型を閉じる工程、4.コアを介してブローしかつ/またはキャビティー背後から真空を適用することでパリソンをキャビティーに押圧する工程、5.コアに装着されたデバイス(5)を用いてラインを2箇所でパリソンに固定する工程、6.型を開けてコアを抜き取る工程、7.ブロー成形および/または熱成形によりパリソンの最終成形を行う工程を含み、ラインは、その固定箇所間に、型を閉じる時にパリソンおよび/またはその表面上に存在する付属品に接触可能な自由長を含み、それによりコアに装着されたデバイスを用いて工程(5)の間に中間固定箇所が形成される。 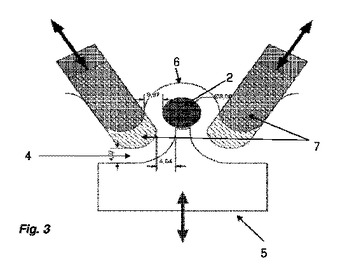 (もっと読む)
(もっと読む)
ブロー成形容器用のブロー成形機においてエネルギーを循環利用するための方法
エネルギーを循環利用するための方法、および関連するブロー成形機。ブロー成形機は、そのブローキャビティから得られる排気の空圧エネルギーを循環利用するための循環利用システムを備える、ブロー成形プラスチック材料容器用の成形機であり、次にキャビティ内にブローするために所与の圧力で使用可能とされる排気を循環利用することができる。 (もっと読む)
中空成形方法及び中空成形用金型
【課題】本発明は、金型の外周にスライド型を設け、スライド型により金型内を密閉して吸引することにより、パリソンの肉厚を均一化し、中空成形品の肉周りを均一化することを目的とする。
【解決手段】本発明による中空成形方法及び中空成形用金型は、金型(4,4)の外周に摺動自在に設けられた一対のスライド型(7,7)と、各金型(4,4)の壁部(5)に設けられた複数の真空引き用排気口(6)とを備え、各金型(4,4)の型閉時に各スライド型(7,7)で金型を密閉化してパリソン(2)を吸引し、パリソン(2)の不要な引伸ばしを無くし、中空成形品の肉周りを均一化する方法と構成である。
(もっと読む)
押出し吸引−ブロー成形プラスチック成形部品を製造するための吸引ブローモールド
【課題】吸引ブロー成形において、製造コストを著しく増加させることがなくプラスチック溶融チューブを可塑的に変形可能であるモールド表面間の摩擦を低減した吸引モールドの提供。
【解決手段】2つの半型9によって形成される空洞を有する吸引ブローモールド1であり、プラスチック溶融チューブの形態の可塑的に変形可能な押出し予備成形物を閉じた空洞に導入し、モールド表面5上を少なくとも部分的に滑らせて空洞内に配置させる。該吸引ブローモールド1は、空洞のモールド表面5の少なくとも一部が特定の研磨処理を施すことにより滑り摩擦が低減された構造を有するブローモールド1を製造する方法、及び併せて該モールドを用いた押出し吸引−ブロー成形プラスチック成形部品10を製造するためのその使用とプラスチック成形部品10を開示する。
(もっと読む)
1 - 20 / 34
[ Back to top ]