
Fターム[4F208LN23]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形操作 (838) | 延伸方法、手段 (274) | 機械的手段によるもの (156) | 延伸ロッド (140)
Fターム[4F208LN23]の下位に属するFターム
Fターム[4F208LN23]に分類される特許
1 - 20 / 115
ブロー成形機、金型部品の取り付け方法及び金型ユニット
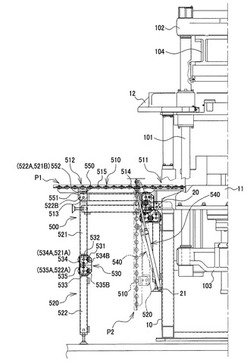
【課題】 金型部品を搬入または搬出する作業の負担を軽減できるブロー成形機を提供すること。
【解決手段】 ブロー成形機は、ブロー成形機に対して搬入または搬出される金型部品を支持する支持部材510,610と、支持部材をブロー成形機の外方に向けて水平に突出する突出位置P1,P5と収容位置P2,P6とに移動させる移動機構520,720と、を有する。ブロー成形機は第1固定支点軸20,23を有し、支持部材は、基端部は第1固定支点軸に回動自在に支持され、自由端部には第1可動支点軸513,713が設けられる。移動機構は、互いに回動自在に連結された複数のリンク521,522,721,722を含み、複数のリンクの一つは支持部材の可動支点軸に回動自在に支持され、支持部材が突出位置に設定されるときに、第1角度固定具530,730により複数のリンクが一直線状に維持されて、複数のリンクが支持部材の自由端部を支持する脚部となる。
(もっと読む)
ブロー型ユニット、ブロー成形機及びブロー型ユニットの交換方法

【課題】金型交換途中の段階でブローキャビティ割型が型開きされても、上げ底型の落下防止対策を追加する必要がないブロー型ユニットを提供すること。
【解決手段】ブロー成形機の締め/型開装置により移動する第1,第2の型締め板とブロー成形機の昇降装置に連結されるブロー型ユニット200は、第1,第2のブローキャビティ割型210,211及び複数の上げ底型212を有するブロー型と、第1,第2の圧受け板220,221と、第1の固定板と第2の固定板と第3の固定板232と、第3の固定板の第2面より垂下された圧受けロッド234と、第1,第2の固定板の少なくとも一方に固定され、第1,第2のブローキャビティ割型の型閉じ時に第3の固定板が載置される載置部とを有し、圧受けロッド234は、昇降装置の昇降ロッド150に形成された嵌合部151に垂直方向にて嵌合される被嵌合部234Aを有する。
(もっと読む)
ブロー型ユニット及びそれを用いたブロー成形機
【課題】 一対のブローキャビティと上げ底型とを一体としたブロー型ユニットの単位で金型交換が可能であって、さらに複数の上げ底型は、ブロー成形機本体側の昇降装置に固定する必要がないブロー型ユニット及びそれを用いたブロー成形機を提供すること。
【解決手段】 ブロー型ユニットは、第1,第2のブローキャビティ割型及び複数の上げ底型を有するブロー型と、型締め圧力を圧受けする第1,第2の圧受け板と、第1のブローキャビティ割型及び第1の圧受け板が固定される第1の固定板と、第2のブローキャビティ割型及び第2の圧受け板が固定される第2の固定板と、第1,第2の固定板の間に配置されて、複数の上げ底型を第1面に固定する第3の固定板と、第3の固定板の第1面と対向する第2面より垂直に延びる少なくとも一つの軸部と、第1,第2の固定板の一方に固定され、軸部を昇降案内する昇降案内ブロックと、第3の固定板の第2面より垂直に延びる昇降ロッドと、を有する。
(もっと読む)
プリフォームおよびプラスチックボトル
【課題】ブロー成形後にプラスチックボトルの底部先端の肉厚を厚くすることができ、輸送時等にプラスチックボトルの底部先端が潰れる不具合を防止することが可能な、プリフォームを提供する。
【解決手段】プリフォーム10は、口部11と、内径D1をもつ胴部20と、底部30とを備えている。底部30は、その断面形状において、半径R1をもつ外面中央部35と、半径R2をもつ外面周縁部36と有する外面31と、半径R3をもつ内面中央部37と、半径R4をもつ内面周縁部38と有する内面32とを有し、(a)R2<R1、(b)D1/2<R3<R1、および(c)R4<R3という関係を満たす。底部30の形状を扁平形状としたことにより、ブロー成形後にプラスチックボトルの底部先端の肉厚を厚くすることができ、加圧しているにも関わらず輸送時や搬送時にプラスチックボトルの底部先端が潰れる不具合を防止することができる。
(もっと読む)
樹脂製容器
【課題】落下強度を向上させることが可能な樹脂製容器を提供する。
【解決手段】プリフォーム品をブロー成形により成形することで、胴部の端部に自立可能な底部15が形成された樹脂製容器1であって、底部15は、その中心側に設けられた平面状の平面部21と、平面部21に連続して設けられ、胴部の内部側に向かって湾曲する凸状曲面部22と、凸状曲面部22に連続して設けられ、胴部内部側に突出するとともに、凸状曲面部22と連続する環状リブ23と、環状リブ23に連続して設けられた複数の脚部24と、を備える構成とする。
(もっと読む)
容器用プリフォーム及びその製造方法
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体が作成可能な容器用プリフォームを製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;を含む。
(もっと読む)
ブロー成型装置、ブロー成型ステーションの構成部品を交換する方法、ならびに飲料充てんプラントおよび/または飲料容器製造プラント
【課題】ストレッチブロー成型装置において、クリーンルームならびにクリーンルームに存在する装置およびツールを細菌による汚染を防止する装置とその方法を提供する。
【解決手段】ブロー金型30,48を保持するためのブロー金型キャリア22を有している複数のブロー成型ステーション23と、無菌の条件下でブロー成型ステーションを配置または搬送するためのクリーンルーム15と、ブロー金型キャリアにブロー成型ステーションの構成部品30,48を取り付けるためのクリーンルームへの搬入アクセス部40とを備え、プラスチック材料製の予備成形物5をプラスチック材料製の容器6へと成形するためのブロー成型装置4であって、搬入アクセス部が、環境側42において複数のブロー成型ステーションを有するクリーンルームの前方に配置された少なくとも1つの無菌室41を備えているブロー成型装置。
(もっと読む)
射出延伸ブローボトル
【課題】ポリプロピレン系樹脂組成物を原料とした、比較的肉厚で所望の透明度を備えた射出延伸ブローボトルの提供
【解決手段】
ポリプロピレン系樹脂組成物からなる射出延伸ブローボトルであり、前記ポリプロピレン系樹脂組成物の樹脂成分はアイソタクティックポリプロピレン、及び/又はプロピレン−オレフィン共重合体であり、胴部の肉厚が0.85〜1.6mmであり、前記胴部の肉厚に対するヘイズ値の比(以下、正規化ヘイズ値という。)が5.0%/mm未満、且つ、ヘイズ値が6.0%以下であることを特徴とする射出延伸ブローボトル。
(もっと読む)
延伸棒移動を回転ダイアフラムで密封した状態でプラスチック材料プリフォームをプラスチック材料容器に成形する装置および方法
【課題】可動搬送デバイスに配置されている少なくとも1つのブロー成形ステーションを用いてプラスチック材料プリフォームをプラスチック材料容器に成形する装置
を提供する。
【解決手段】延伸ユニット60が、プラスチック材料プリフォームに対して移動可能であって、かつ前記プラスチック材料プリフォームに挿入可能な延伸棒5を有し、ブロー成形ステーションが、前記延伸棒5を受ける少なくとも1つの壁64aを備える受け空間64を有し、この受け空間は、少なくとも部分的に前記延伸棒5を包囲し、前記延伸棒5はこの受け空間64に対して移動可能であり、成形装置の殺菌室エリア72を前記成形装置の非殺菌室エリアから分離するフレキシブル密封デバイスが、前記受け空間の内部に配置されることを特徴とする、成形装置。
(もっと読む)
密封された延伸棒の移動によってプラスチック材料製予備成形物をプラスチック材料製容器へと成形する装置および方法
【課題】プラスチック材料製容器を形成すべくプラスチック材料製予備成形物を気体媒体の作用によって膨張させることができる少なくとも1つのブロー成型ステーションを提供すること。
【解決手段】前記気体媒体を作用させる加圧装置12と、前記ブロー成型ステーション8を少なくとも部分的に囲むクリーンルーム20と、該プラスチック材料製予備成形物の長手方向に沿って延伸する延伸ユニットであって、前記プラスチック材料製予備成形物に対して可動であって該プラスチック材料製予備成形物への挿入が可能である延伸棒5と、該延伸棒5を該延伸棒5の長手方向に沿って移動させる駆動装置とを有する延伸ユニットとを有しているプラスチック材料製予備成形物をプラスチック材料製容器へと成形するための装置である。
(もっと読む)
ブロー成形用のコア部材及びこれを用いた組立体
【課題】 延伸ブロー成形時におけるプリフォームの加熱時間の短縮と胴部部分の結晶化による白化防止とを簡単な構成で達成できるブロー成形用のコア部材及びこれを用いた組立体を創出することを課題とする。
【解決手段】 有底円筒形状に射出成形されたプリフォーム(P)を加熱して延伸ブロー成形する際にプリフォーム(P)で覆われたその内側に設置されるブロー成形用のコア部材であって、プリフォーム(P)の口筒部(P1)の内側に対向配置される円筒状の基部(3)と、基部(3)からプリフォーム(P)の底部(P3)方向に延びる細長円筒状の加熱筒体(4)とを有する構成とする。
(もっと読む)
プラスチックプリフォームをプラスチック容器に成形する装置およびその方法
【課題】細菌の拡散を防止するプラスチックプリフォームの成形装置を提供する。
【解決手段】クリーンルーム20と、少なくとも一種のプロセス圧力89,91,92によりプラスチックプリフォーム10を成形するためのブロー成形金型4を備える少なくとも1つのブローステーション8と、プロセス圧力89,91,92または回収圧力に減圧されたプロセス圧力を大気に放出する放出デバイス65とを備え、放出デバイス65が少なくとも1つの放出バルブ67を備えることによりプロセス圧力89,91,92または回収圧力を消音器69を介して大気に放出し、放出デバイス65において大気圧レベル97に達する前に放出バルブ67を閉じる圧力低下安全デバイス68を備えるプラスチックプリフォーム10の成形装置を提供する。
(もっと読む)
コンテナを製造するための装置
【課題】ペースト状のプラスチックから始まる、装置が制限された寸法を有するコンテナの製造のための装置の成形手段を提供する。
【解決手段】回転カルーセル(57)および該カルーセル(57)によって支持されかつ該カルーセル(57)に対して移動可能である複数の保持要素(71)を含む装置であり、該保持要素(71)がブロー成形手段(4)からコンテナ(2)を取り除くために成形される装置において、該装置が該保持要素(71)と関連する複数のさらなる保持要素(72)をさらに含み、該さらなる保持要素(72)が圧縮成形手段(5)にプラスチックの投与(37)を届けるように成形され、各々の該さらなる保持要素(72)が対応する保持要素(71)に固定される。
(もっと読む)
プリフォームおよび容器
【課題】プリフォームの成形時に口栓部にひけが発生することを防止し、閉栓後の容器に外気の流入が生じることを防止することが可能なプリフォームおよび容器を提供する。
【解決手段】プリフォーム10は、内筒45および外筒46を有するキャップ40が嵌合される容器30用のものであり、キャップ40が嵌合される口栓部11と、口栓部11に連結されたプリフォーム本体12とを備えている。口栓部11は、キャップ40の内筒45に当接する内壁15と、キャップ40の外筒46が嵌め込まれる外壁16とを有している。口栓部11の外壁16に、円周方向に延びる単一の円周溝23が設けられ、この単一の円周溝23により、口栓部11の厚肉部の割合を少なくするとともに、成形時の口栓部11からの放熱を向上させて、口栓部11内部の溶融樹脂が冷却・固化する際の体積収縮による口栓部11の表面樹脂の引き込みを緩和し、ひけの発生を防止する。
(もっと読む)
熱可塑性樹脂製プリフォーム及びその製造方法
【課題】成形過程での成形不良を抑制し、材料歩留まりに優れた熱可塑性樹脂容器のためのプリフォームおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂シートを圧縮成形して底部23および開口部22を有する形状に形成された圧縮成形層24と、前記圧縮成形層24の外面もしくは内面に射出成形にて形成された射出成形層15とを有し、加熱して軟化させた状態でブロー成形することにより所定の形状に膨張させて成形される熱可塑性樹脂製プリフォームにおいて、前記射出成形層15が、前記底部23において最も厚く、開口部22側に向かって徐々に薄くなるように形成されている。
(もっと読む)
透明容器及び透明容器の製造方法
【課題】ポリプロピレン系樹脂を主原料とした、所望の透明度と透明度の均一性とを兼ね備えた透明容器の提供
【解決手段】
シンジオタクティックポリプロピレン系樹脂の含有量が75質量%未満であるポリプロピレン系樹脂を用いた透明容器であり、胴部の肉厚が0.6〜1.5mm、胴部の肉厚(mm)に対するヘイズ値(%)の比(ヘイズ値/肉厚)が1.0〜5.0(%/mm)、胴部の任意の2箇所のヘイズ値の比(小さい方のヘイズ値/大きい方のヘイズ値)が0.73以上であることを特徴とする透明容器。
(もっと読む)
透明容器の製造方法及び透明容器
【課題】ポリプロピレン系樹脂を主原料とし、透明度と透明度の均一性の優れた透明容器の製造方法の提供
【解決手段】
射出延伸ブロー成形によりポリプロピレン系樹脂から、透明容器を成形する透明容器の製造方法であって、射出成形機によりプリフォームを成形する際、射出成形機のランナ部の樹脂温度がシリンダ部樹脂温度以上で、且つ230〜300℃として樹脂を金型に射出することを特徴とする透明容器の製造方法。
製造方法。
(もっと読む)
プリフォーム
【課題】樹脂量をより一層削減することができるプリフォームを課題とする。
【解決手段】プリフォーム10は、口部12と口部12から延在する有底筒状のプリフォーム本体部14とから構成され、二軸延伸ブロー成形によって口部12が延伸されることなくプリフォーム本体部14が延伸されてプラスチックボトル1へと成形される。プリフォーム本体部14は、口部12との境界部分であって且つ二軸延伸ブロー成形によって延伸される部分に、プリフォーム10の周方向に均等の間隔で形成された複数の肉抜き部50を有する。
(もっと読む)
ブロー成形装置の作動方法
【課題】排気エアを作動エアとして有効に再利用することができ且つ成形品の品質バラツキを抑制することができるブロー成形装置の作動方法を提供する。
【解決手段】ブローエアを中間成形品に供給して所定形状に膨張させた後、作動エアタンクに排気エアを回収し、この回収した排気エアを作動エアとして再利用するに際し、排気エアを作動エアタンクに飽和状態となるまで回収し、その時点で作動エアタンクの圧力が第1の設定圧力P1に達していない場合には、次に排気エアの回収が開始されるまでの間に、所定のタイミングでエア源から作動エアタンクにエアを圧縮供給し、作動エアタンクの圧力を所定圧力まで上昇させることで、排気エアの回収が開始される時点の作動エアタンクの圧力が第2の設定圧力P2となるようにする。
(もっと読む)
電子写真用シームレスベルトの製造方法
【課題】電子写真装置使用時に駆動安定性が高く印刷時に転写ムラがない電子写真用シームレスベルトを提供する。
【解決手段】(1)ブロー用金型内に配置した、加熱した試験管形状の結晶性熱可塑性樹脂を含むプリフォームを延伸棒を用いて該プリフォームの長手方向に延伸すると共に、該プリフォーム内に気体を流入させて該プリフォームを膨らませることによってボトル状成形物を得る工程と、(2)該ボトル状成形物を円筒型に入れ、該ボトル状成形物の内部を加圧した状態で熱処理する工程と、(3)該熱処理されたボトル状成形物の口部及び底部を切断除去して電子写真用シームレスベルトを得る工程と、を含む電子写真用シームレスベルトの製造方法において、該工程(2)が、第1および第2の熱処理工程を含む。
(もっと読む)
1 - 20 / 115
[ Back to top ]