
Fターム[4F208MB28]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の区分 (1,252) | 多種材料物品の成形 (206) | 多色(異色)物品の製造 (53)
Fターム[4F208MB28]に分類される特許
1 - 20 / 53
熱成形用フィルム向け硬化性樹脂組成物とこの樹脂組成物を積層した熱成形用フィルム
【課題】耐薬品性やフィルム取扱性(耐折曲げ割れ性)に優れた熱成形用フィルム向け硬化性樹脂組成物とこの樹脂組成物を用いた積層成形品を提供する。
【解決手段】末端基にイソシアネート基と反応可能な活性水素を有する変性ポリオルガノシロキサン(F)、ビニル系重合体(A)と、ポリイソシアネート化合物(B)を含有する熱成形用フィルム向け硬化性樹脂組成物であって、水酸基を有するビニル系重合体(A)がカルボン酸無水物基を有するビニル系単量体単位を有し、カルボン酸無水物基を有するビニル系単量体単位の重量%が全単量体単位100重量%に対して1〜50重量%であり、ポリイソシアネート化合物(B)を含有し、ポリイソシアネート化合物(B)の含有量がビニル系重合体(A)の固形分水酸価2〜110mgKOH/gと反応する含有量であることを特徴とする熱成形用フィルム向け硬化性樹脂組成物。
(もっと読む)
表皮材付き製品の製造方法
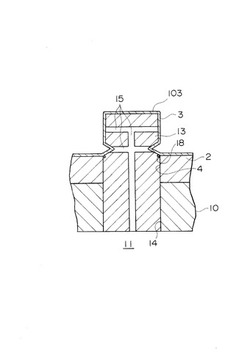
【課題】簡単な装置によって、貫通孔の形成された表皮材付き製品を製造する方法を提案する。
【解決手段】出没可能な可動ピン13が嵌合した型10の上に基材2をセットすると共に、その基材2に形成された貫通孔4を可動ピン13に嵌合し、次いで加熱されて軟化した表皮材3を可動ピン13と基材2の上にセットし、その表皮材3の表面を圧縮空気によって加圧して、該表皮材3を基材2の表面に密着させて当該表皮材3を基材表面に接着すると共に、当該表皮材3を可動ピン13の表面に密着させ、次いで電熱線18を加熱させて表皮材3を切断し、しかる後、可動ピン13と、その可動ピン13に密着した表皮材部分103を下方に下げる。
(もっと読む)
成型用積層ハードコートフィルム及びその製造方法、並びに樹脂成型品の製造方法

【課題】フィルムの成型性と硬度を両立させ、しかも巻取り加工適性を備えた成型用積層ハードコートフィルムを提供する。
【解決手段】成型用積層ハードコートフィルム1は、基材フィルム11上に、樹脂を含有するハードコート層12、および保護フィルム13を順に設けてなる構成である。この成型用積層ハードコートフィルム1は、23℃、50%RHの雰囲気下における伸び率が10%以上である。
(もっと読む)
電子機器筐体
【課題】金属複合体と熱可塑性樹脂からなる部材とが一体化した電子機器筐体であって、薄肉性および軽量性に優れた高剛性を有する設計自由度の高い電子機器筐体を提供すること。
【解決手段】金属複合体1と、熱可塑性樹脂からなる部材2とが一体化した電子機器筐体3であって、金属複合体が、熱硬化性樹脂を含有するシート状基材と、該シート状基材に接するように配置または積層された金属材とを、対向する一対の成形金型間に配置し、前記金属材の表面温度が180℃を超える温度において3MPa以上の圧力で加圧することによって賦形するとともに、前記熱硬化性樹脂を硬化させて該シート状基材と前記金属材を一体化させてなる面状部材であり、かつ前記部材2がボス、リブ、ヒンジ、フレーム、キーボードベース、立ち壁、台座から選択される少なくとも一種の複雑形状部材である、電子機器筐体。
(もっと読む)
サンドイッチパネル用芯材およびサンドイッチパネル用芯材の成形方法、ならびにサンドイッチパネルおよびサンドイッチパネルの成形方法
【課題】サンドイッチパネルの用途に応じた外形形状および内部構造を所望に実現可能なサンドイッチパネル用芯材およびサンドイッチパネル用芯材の成形方法を提供する。
【解決手段】2枚の樹脂製表皮材シート12の間に介在するサンドイッチパネル用熱可塑性樹脂製芯材13であって、該熱可塑性樹脂製芯材13は、サンドイッチパネル10の用途に応じて、その内部の所望の位置に密閉中空部を有するとともに、所望の外形および/または表面形状を呈するように、2つの分割形式の金型の間に位置決めした溶融状態の可塑化樹脂材料のパリソンPを2つの分割形式の金型を型締めすることにより成形され、溶融状態のパリソンPの2つの分割形式の金型それぞれに向かって押圧される表面が、対応する樹脂製表皮材シート12との接着面を形成する、ことを特徴とするサンドイッチパネル用熱可塑性樹脂製芯材13。
(もっと読む)
ポケット部形成装置及びPTP包装機
【課題】装置の大型化を抑制しつつも、汎用性の向上等を図ることのできるポケット部形成装置及びPTP包装機を提供する。
【解決手段】PTP包装機は、帯状の容器フィルム3にポケット部2を形成するポケット部形成装置等を備える。ポケット部形成装置は下型及び上型を備え、各型にはポケット部に対応して複数の孔部が形成されている。下型の孔部には成形プラグが上下動可能に挿通され、上型の孔部にはコイルばねにより付勢された状態でプッシャが収容されている。そして、両型により容器フィルム3を挟持した上で、成形プラグを第1位置まで突出させ、深さXのポケット部2を形成する。続けて、成形プラグを第2位置まで後退させ、プッシャの圧力により、ポケット部2の頂部2aに深さYの凹部2bを形成する。
(もっと読む)
真空成型方法
【課題】減圧条件下で加飾フィルムを密着して成型する真空成型方法において、成型後の加飾フィルムないし成型装置の冷却時間を短縮して効率的に真空成型を行う。
【解決手段】加圧冷却工程において、上部の成形空間S内へ所定封入体積量の冷却ガスCを封入すると共に、上部の成形空間内から、冷却ガスCの封入体積量と同体積量または同体積量未満の成形空間内空気を排出することで、上部の成形空間内の圧力を維持したまま冷却することを特徴とする。
(もっと読む)
真空成形用化粧シート
【課題】優れた成形加工性を有し、かつ成形加工後に層間での剥離が生じない、三次元加工などに好適な真空成形用化粧シートを提供すること。
【解決手段】基材上に装飾層、接着層、及び透明樹脂層をこの順に積層してなる真空成形用化粧シートであって、基材がポリオレフィンフィルムからなり、透明樹脂層がポリエステルフィルムからなり、該ポリオレフィンフィルムの加熱時引張強度が4〜20Nであり、かつその厚さが60〜200μmであることを特徴とする真空成形用化粧シート。
(もっと読む)
深絞り成形用フィルム
【課題】放射線滅菌が可能で、深絞り成形後の厚みの均一性が高く、製造も容易なフィルム、該フィルムを用いた医療器具の包装方法の提供。
【解決手段】MFRが1〜3g/10分であるポリオレフィンを主成分とし、MFRが1g〜3g/10分であるエチレン系共重合体からなる改質剤を、当該改質剤を除く全成分の合計量に対して0質量%以上30質量%未満の割合で含有する樹脂組成物(A)と、MFRが1〜3g/10分である酸基含有重合体およびそのアイオノマー樹脂から選ばれる少なくとも1種からなる樹脂(B)とを用い、インフレーション法により製膜された3層フィルムであり、該3層フィルムの外層1、2がそれぞれ前記樹脂組成物(A)からなり、外層1、2の間に配置された中間層3が前記樹脂(B)からなり、外層1、2の厚みがそれぞれ中間層3の厚み以下であり、総厚みが160μm未満である深絞り成形用フィルム。
(もっと読む)
樹脂フィルム、それよりなる加飾フィルム並びに加飾成形品
【課題】透明性に優れ、かつ環境にも配慮した加飾フィルム、この樹脂フィルムに意匠層を備える加飾フィルム、この加飾フィルムと成形体とを積層一体化した加飾成形品およびその製造方法を提供する。
【解決手段】ポリ乳酸を含む樹脂フィルムであって、当該ポリ乳酸が、ポリD−乳酸成分及びポリL−乳酸成分を含むポリ乳酸であり、ステレオコンプレックス結晶化度(S)が90%以上で、MD方向、TD方向におけるフィルム破断伸度(100℃測定値)100〜1000%且つ100%伸張時応力(100℃測定値)が0.1〜100MPaの範囲にあることを特徴とする、ポリ乳酸を含む樹脂フィルムを加飾フィルム2の基板1として用いる。
(もっと読む)
樹脂フィルム、それよりなる加飾フィルム並びに加飾成形品
【課題】耐加水分解性に優れ、かつ環境にも配慮した加飾フィルムを良好な作業環境のもとで提供することのできる樹脂フィルム、この樹脂フィルムに意匠層を備える加飾フィルム、この加飾フィルムと成形体とを積層一体化した加飾成形品およびその製造方法を提供すること。
【解決手段】脂肪族ポリエステルを含む樹脂フィルムであって、該脂肪族ポリエステルに、カルボジイミド基を1個有しその第一窒素と第二窒素とが結合基により結合されている環状構造を少なくとも含む化合物(C成分)を含み、且つMD方向、TD方向におけるフィルム破断伸度100〜1000%、100%伸張時応力(100℃測定値)が0.1〜25MPaの範囲にあり、さらに略非結晶状態である樹脂フィルムを加飾フィルムの基板として用いる。
(もっと読む)
燃料タンク製造方法及び燃料タンク
【課題】筒部における燃料透過を抑制すると共に強度を確保可能な燃料タンクを製造する燃料タンク製造方法と、筒部における燃料透過を抑制されると共に強度が確保された燃料タンクを得る。
【解決手段】燃料タンク12のポート部18における外側樹脂層22Aの厚みT1が、一般部32における外側樹脂層22Aの厚みT0よりも薄くなるようにポート部18を成形する。ポート部18の内側では、内側樹脂層22Cの実質的な厚みを厚くする筒部厚肉部34を形成する。
(もっと読む)
ポリスチレン系樹脂発泡板の製造方法、ポリスチレン系樹脂発泡板
【課題】吸水板としての利用が可能でありながら加工性に優れたポリスチレン系樹脂発泡板を提供する。
【解決手段】共押出しによって積層された連続気泡性発泡層1aと独立気泡性発泡層1bとが備えられているポリスチレン系樹脂発泡シート1を、シート厚みよりも広い間隔を設けた平坦な金型Xa、Xb間で真空成形して、シートよりも厚みの厚い平坦なポリスチレン系樹脂発泡板10を製造する方法であって、共押出しにより形成させた独立気泡性発泡層1bに接する内部層と内部層よりも連続気泡率の低い表面スキン層とを連続気泡性発泡層1aに形成させるとともに、真空成形においては、表面スキン層の気泡をシートの厚み方向に伸長させつつ連続気泡性発泡層1a全体の発泡倍率を1.5倍未満に抑制させて、密度が0.04g/cm3以上0.10g/cm3以下の連続気泡性発泡層1aを形成させるポリスチレン系樹脂発泡板10の製造方法。
(もっと読む)
表皮付発泡成形体の製造方法及び表皮付発泡成形体
【課題】軽量でありながら、強度が優れる表皮付発泡成形体の製造方法及び表皮付発泡成形体を提供すること。
【解決手段】本発明は、発泡成形体31と、該発泡成形体31の一面に貼着された繊維表皮材21とからなる表皮付発泡成形体40の製造方法であって、発泡剤及び熱可塑性樹脂を含む混合樹脂を押出して、発泡パリソン20とする押出工程と、該発泡パリソン20と、繊維表皮材21とを分割金型13で挟み込んで密閉することにより、発泡パリソン20と繊維表皮材21とを密着させると共に、発泡パリソン20の向かい合う内壁面同士を密着させる型締工程と、型締工程が施された後、分割金型13内の空気を吸引して減圧する吸引工程と、を備える表皮付発泡成形体40の製造方法である。
(もっと読む)
樹脂積層板の製造方法
【課題】製造効率および製品品質を確保しつつ、十分な軽量化、薄肉化を達成可能な樹脂積層板の製造方法を提供する。
【解決手段】2枚の溶融状態の熱可塑性樹脂製シート120A、120Bを互いに所定間隔を隔てて、環状ピンチオフ部のまわりにはみ出す形態で、一対の金型の間に位置決めする段階と、一方のシートと、一方のシートの外表面に対向する一方の金型のキャビティとの間に密閉空間を形成する段階と、一方の金型の側から前記密閉空間を吸引して、一方の金型のキャビティに対して一方のシートの外表面を押し当てることにより、一方のシートを賦形して、凹部を形成する段階と、一対の金型を型締めして、2枚の溶融状態の熱可塑性樹脂製シートの周縁同士を、および一方のシートに形成された凹部の頂部を他方のシートの内表面に、溶着する段階と、を有し、両シートの厚みが実質的に等しい樹脂積層板を製造することを特徴とする樹脂積層板の製造方法。
(もっと読む)
加飾フィルム、加飾フィルムの製造方法及び加飾成型品
【課題】クリヤー層の硬化性、特に表面硬化性に優れ、さらに加工性、外観に優れる加飾フィルムを提供する。
【解決手段】ポリグリコール酸シート層上に活性エネルギー線硬化性クリヤー塗膜層が積層されてなる加飾フィルム、ポリグリコール酸シート層上に活性エネルギー線硬化性クリヤー塗料組成物を塗布して活性エネルギー線硬化性クリヤー塗膜層を積層する工程を有する加飾フィルムの製造方法、及び該加飾フィルムを用いて成型物に加飾してなる加飾成型品。
(もっと読む)
成形体の製造方法、成形体、眼鏡および防護製品
【課題】平板状の熱可塑性樹脂シートまたは積層体を用いて成形加工する成形体を任意の色合い、濃度に効率よく染色でき、かつ耐熱加工性に優れる成形体の製造方法を提供するものである。
【解決手段】平板状の熱可塑性樹脂シートまたは積層体を用いて成形加工する成形体の製造方法であって、
平板状に加工された熱可塑性樹脂シートまたは積層体に対して、少なくとも片面に染色可能な表面層を設ける工程、
成形加工する工程、
染色処理する工程を含む成形体の製造方法。
(もっと読む)
成形方法
【課題】色および/または材質の異なる2枚の熱可塑性樹脂シート成形の際に生じるバリをリサイクルを可能とし、歩留まりの低下を抑制可能な成形方法を提供する。
【解決手段】色および/または材質の異なる2枚のシートを用いて中空体を成形方法であって、色および/または材質の異なる2つの熱可塑性樹脂製材料の溶融状態のシート状パリソンP離間した状態で、一対の分割金型のそれぞれのキャビティ116の周縁部に設けられる環状のピンチオフ部118にはみ出させる様に位置決めし、それぞれのシート状パリソンPを離間させる方向にキャビティ116まで移動させ、環状外枠部を有するキャビティ116とシート状パリソンPにより形成した密閉空間及び環状ピンチオフ部118の外側部分も含めシート状パリソンPを吸引賦形後に、一対の分割金型を型締めして、環状のピンチオフ部118同士を当接させる事により2つのシート状パリソンP同士を溶着する。
(もっと読む)
自己修復層付積層体及び成形体
【課題】自己修復性、耐擦傷性に優れ、かつ伸長性が高く真空成形やインモールド成形に適性を有する自己修復層付積層体とそれを用いた成形体を提供する。
【解決手段】樹脂基材の少なくとも一方の面に、応力緩和層と自己修復層とをこの順で積層した自己修復層付積層体において、該自己修復層は少なくとも軟質合成樹脂から構成され、該自己修復層に接する該応力緩和層のナノインデンテーションによる硬度Hが、自己修復層のナノインデンテーションによる硬度Hと同等または低いことを特徴とする自己修復層付積層体。
(もっと読む)
熱成型に使用されるポリオレフィン系樹脂積層発泡シート及びそれを使用した熱成型物品
【課題】剛性や耐衝撃性が向上し、発泡層の表面の触感や外観も改良された、自動車用内外装材に適した発泡シートの提供。
【解決手段】(C)/(A)/(B)/(A)の層構成を有し、各層は以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート(A)無機系充填材を5〜55重量%、ポリオレフィン系熱可塑性樹脂を95〜45重量%含有する、ポリオレフィン系複合樹脂組成物層であり、該組成物のMFRが0.2〜20g/10分である(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍で、連続気泡率が30%以下である(C)10〜500μmの厚みを有す発泡エラストマー層であり、発泡倍率が1.2〜3倍であり、デュロ硬度Aが90以下であり、MFRが30g/10分以下である。
(もっと読む)
1 - 20 / 53
[ Back to top ]