
Fターム[4F208MH07]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品の前処理、コンディショニング (717) | 加熱、予熱 (563) | 不均一加熱、部分加熱 (23)
Fターム[4F208MH07]に分類される特許
1 - 20 / 23
熱成形装置、及び熱成形方法
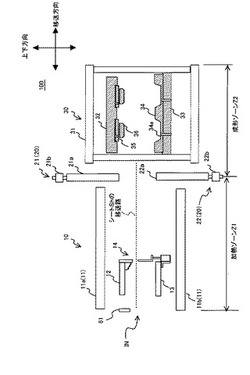
【課題】ロールシートとカットシートを併用する。
【解決手段】加熱手段によりシートを輻射加熱する加熱部と、前記加熱部から前記シートの移送方向の下流側に配置されて前記輻射加熱されたシートを成形する成形部と、を有する熱成形装置であって、シートを前記加熱部から前記成形部に移送する移送手段と、前記加熱手段と前記シートとの間に設けられた遮蔽板と、前記遮蔽板に取り付けられ、該遮蔽板の下流側において輻射加熱されるシートを把持する第一の把持機構と、前記第一の把持機構から下流側であって前記成形部から上流側に設けられ、前記輻射加熱されるシートを把持する第二の把持機構と、を有する。
(もっと読む)
自動車用内装品の製造方法

【課題】表皮の厚みを制御可能な表皮材及び自動車用内装品を提供する。
【解決手段】
熱可塑性シート31を真空成形して所定の形状に賦形する工程を備えた自動車用内装品の製造方法において、熱可塑性シート31を昇温して可塑化し、当該可塑化した熱可塑性シート31に部分的に気体を吹き付けて部分的に性状を変化させ、その後に熱可塑性シート31を雌型成形型17に装着して真空成形を行うことを特徴とするとする自動車用内装品の製造方法とする。
(もっと読む)
キャリアテープの製造方法およびキャリアテープ
【課題】本発明の課題は、キャリアテープにヒーターマークが形成されず、かつ、ポケットを設計通りの形状に成形しやすいキャリアテープの製造方法、およびキャリアテープを提供することである。
【解決手段】本発明にかかるキャリアテープ200の製造方法は、加熱工程と、成形工程とを備える。加熱工程では、樹脂組成物シート210の所定の箇所が、電磁波および超音波の少なくとも一方で加熱される。成形工程では、加熱工程において加熱された樹脂組成物シート210の所定の箇所にポケット220が成形される。
(もっと読む)
テープ巻取りリール及びテープ巻取りリールの製造方法
【課題】環境問題を配慮しつつ、円滑に回転動作を行うことができるテープ巻取りリール及びテープ巻取りリールの製造方法を提供する。
【解決手段】電子部品を収納する包装用テープを巻き取るためのテープ巻取りリール10であって、包装用テープが巻回される軸部12A、12Bと、軸部12A、12Bの軸方向両端部に設けられ軸部12A、12Bに巻き取られる包装用テープを保護する側板部14A、14Bと、を有し、側板部14A、14Bの外周側領域18A、18Bの肉厚が内周側領域20A、20Bの肉厚よりも厚くなる。
(もっと読む)
凹凸模様を有する真空成形体の製造方法及び樹脂容器
【課題】 凹凸模様を有する真空成形体を再現よく得る方法を提供する。
【解決手段】 熱収縮性を有する樹脂シートを、保持した状態で、該樹脂シートの同一面内にある隣り合う部位Aと部位Bとが、前記部位Aと前記部位Bとの表面温度が異なり、且つ、少なくとも部位Aの表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように、赤外線照射して、前記部位Aと部位Bとに膜厚差を生じさせる工程(1)と、前記樹脂シートを真空成形法により金型に押し当てて成形する工程(2)とを有する凹凸模様を有する真空成形体の製造方法、及び該製造方法により得た凹凸模様を有する樹脂容器。
(もっと読む)
装飾膜の予備成型方法及びこの方法に用いられる加熱装置
【課題】パターンの位置決め精度を確保できる装飾膜の予備成型方法及びこの方法に用いられる加熱装置を提供する。
【解決手段】パターンが形成されている予備成型しようとする装飾膜20を下型12及び上型を有する高圧金型10の空洞部122にセットし、加熱装置30を高圧金型の上型と下型との間に移入して、加熱装置の押圧部34で装飾膜のパターンが所在するエリアを押圧し、加熱装置の加熱部32で装飾膜を持続的に加熱することにより、装飾膜を軟化させて空洞部の成形面に貼着させ、加熱装置を上型及び下型の間から退出させた後に、上型及び下型を型締めして、上型が提供する熱量により装飾膜をさらに軟化させて、装飾膜を空洞部の成形面に完全に貼着させて所望の形状に成型し、装飾膜を冷却してから、型開きして予備成型された装飾膜を取り出す。
(もっと読む)
真空成形体の製造方法、ドローダウン防止方法、及び真空成形用シート
【課題】 熱可塑性樹脂シートの真空成形時におけるドローダウンを防止することにあり、多数個取りであっても歩留まり低下の少ない均一な性状の成形物(真空成形体)を得る方法を提供することにある。
【解決手段】 少なくとも2個の成形を同時に行う真空成形体の製造方法であって、(1)熱可塑性樹脂シートと、該熱可塑性樹脂シート上に成形時に隣り合う基材の境界に位置するような赤外線反射材を設置する工程、又は、成形時に隣り合う基材の境界に位置するように赤外線反射インキで描いた線を有する熱可塑性樹脂シートを設置する工程と、(2)前記熱可塑性樹脂シートに赤外線照射する工程と、(3)前記熱可塑性樹脂シートを真空成形する工程とをこの順に有する真空成形体の製造方法、及びドローダウン防止方法。
(もっと読む)
伸縮性筒状部分を備えた容器蓋の製造方法および製造装置
【課題】電子レンジ調理用容器の容器蓋の一部分に伸縮性筒状部を一体成形するのに適した容器蓋の製造方法を提案すること。
【解決手段】伸縮性筒状部分9となる筒状部分47以外の部位が最終成形品の容器蓋3と同一形状の一次成形品40を熱可塑性樹脂から成形する。容器蓋3の部位としてそのまま残る一次成形品40における蓋天板部41、口部フランジ43を、両側から機械的に挟むと共に両側から熱的に遮断した熱変形防止状態にし、この状態で筒状部分47のみを加熱する。加熱後の筒状部分47を二軸方向に延伸して蛇腹状の伸縮性筒状部分9を成形する。熱変形、熱劣化を引き起こすことなく伸縮性筒状部分9が一体形成された容器蓋3を得ることができる。
(もっと読む)
物品の外傷防止用保護カバーの製造方法
【課題】廉価かつ簡便に製造することができる物品の外傷防止用保護カバーの製造方法を提供する。
【解決手段】0.1MPaにおける沸点がシートを構成する熱可塑性樹脂のビカット軟化点より高く物品の耐熱温度より低い液状物を沸騰させ、前記液状物で前記シートを加熱し、軟化した該シートを前記物品に圧接し、さらに前記液状物で前記シートを加熱しながら前記物品と接する反対面から前記シートを押圧する0.1MPaにおける沸点が熱可塑性樹脂のビカット軟化点より高く物品の耐熱温度より低い液状物を加熱し、該液状物から熱可塑性樹脂からなるシートに伝熱により加熱し、軟化したシートを物品に圧接し、液状物でシートを加熱しながら物品と接する反対面からシートを押圧する。液状物としては、水又は熱媒体油が好適である。
(もっと読む)
プラスチックチューブ上にカフを成形するための型
【課題】プラスチックチューブ上にカフを成形するための型を実現する。
【解決手段】プラスチックチューブ上にカフを成形するための型(1)であって、成形用キャビティ(4)を間に画定する上部シェル(2)及び下部シェル(3)を含むことを特徴とし、シェル(2,3)のそれぞれは、外壁構造(6)と、前記成形用キャビティ(4)の半分を画定するため及び前記外壁構造(6)とともに中空スペース(8)を画定するための内壁(7)とを有する。成形用キャビティ(4)と中空スペース(8)とは、内壁(7)によって互いから隔てられる。型は、成形用キャビティ(4)及び中空スペース(8)にそれぞれ接続された開口(9,10)を含む。
(もっと読む)
立体装飾プレート及びその製造方法
【課題】装飾柄に応じて、特定の立体形状を容易に選択することができ、その立体形状にも種々の工夫を凝らすことができる立体装飾プレート及びその製造方法を提供すること。
【解決手段】第1装飾柄11とその周囲に配置される第2装飾柄12とよりなる印刷画像を作成する印刷画像作成工程と、プレートに印刷画像を印刷する印刷工程と、プレートを立体形状に成形する成形工程とを含み、成形工程においては、第2装飾柄12近傍を成形するための下部型と、第1装飾柄11近傍を成形するための上部型とを組み合わせて、所望の立体形状に合致すると共に通気性を有する成形型を構成する型構成工程と、プレートを加熱して軟化させる加熱工程と、プレートと成形型とを相対的に接近移動させて、プレートを成形型の表面に沿わせて変形させると共に、成形型の裏面から吸引することによってプレートと成形型とを密着させて成形型の形状を転写させる転写工程とを有する。
(もっと読む)
耐熱透明A−PET容器
【課題】電子レンジで直接加熱される食品容器において、150℃まで耐え得る高耐熱性及び高透明性を確保できるようにする。
【解決手段】A−PETシート1を加熱して一軸一次延伸後、一次熱固定した延伸A−PETシート7と、OPPフィルムとを貼合して一体化した積層シートを、熱成形機の金型で加熱成形し成形による二次延伸後、同じ金型内で二次熱固定する。延伸A−PETシート7が、ロールによる延伸装置を用い、A−PETシート1を延伸温度90〜120℃でMD方向に2〜4倍一軸一次延伸された後、延伸温度より5〜20℃高い温度で一次熱固定されている。
(もっと読む)
転写加飾シート、加飾成形品の製造方法及び加飾成形品
【課題】射出成形品にしわを与えない転写加飾シートを提供すること。
【解決手段】基材フィルムの片面に少なくとも剥離層を有する転写加飾シートであって、基材フィルムの剥離層側の面に離型処理がなされており、かつ他方の金型に接する面の平均表面粗さRaが0.08μm以上であることを特徴とする転写加飾シートである。
(もっと読む)
成形可能な製品の製造方法及び製造装置
本明細書に記載する教示内容は処理前に材料の部分を選択的に加熱するための方法及びシステムを提供する。これは材料内に加熱放射に対して感受性の成分及びそれほど感受性ではない他の成分を包含させることによるか、又は処理するべき材料の部分のみに加熱エネルギーを指向させることにより達成される。このような選択的加熱は材料を流動性又は他の処理可能な状態にするために必要な時間及びエネルギーを低減し、そして冷却時間を低減する。ターゲティングされた、方向付け可能な加熱システムも提供する。 (もっと読む)
熱可塑性樹脂シートの成形方法およびこの成型方法で得られた成形品
【課題】肉厚が調整できるとともに、罫書き線のようなマーク等の形状も転写できる熱可塑性樹脂シートの成形方法およびこの成型方法で得られた成形品を提供する。
【解決手段】熱線で軟化する熱可塑性樹脂シート1の所定位置に、熱線の透過量を規制する熱線透過規制部材2A,2Bを配置する。コア型5に沿わせて表面形状を真空成形する場合には、熱線透過規制部材2A,2Bを、熱可塑性樹脂シート1のプラグ型6側の裏面1bに配置する。これにより、熱可塑性樹脂シート1のプラグ型6側の裏面1bの熱線透過規制部材2A,2Bを配置した部分は、熱線の透過が規制されることから、加熱されにくくなって軟化しにくくなるので、熱線の透過量を少なくすると肉厚の減少が少なく、熱線の透過量を多くすると肉厚の減少が多くなることで、肉厚t1,t2を調整できるようになる。
(もっと読む)
熱可塑性樹脂シート
【課題】肉厚が調整できるとともに、罫書き線のようなマーク等の形状も転写できる熱可塑性樹脂シートを提供する。
【解決手段】熱線で軟化する熱可塑性樹脂シート1の所定位置に、熱線の透過量を規制する熱線透過規制部材2A,2Bを配置する。コア型5に沿わせて表面形状を真空成形する真空成形方法に用いる場合には、熱線透過規制部材2A,2Bを、熱可塑性樹脂シート1のプラグ型6側の裏面1bに配置する。これにより、熱可塑性樹脂シート1のプラグ型6側の裏面1bの熱線透過規制部材2A,2Bを配置した部分は、熱線の透過が規制されることから、加熱されにくくなって軟化しにくくなるので、熱線の透過量を少なくすると肉厚の減少が少なく、熱線の透過量を多くすると肉厚の減少が多くなることで、肉厚t1,t2を調整できるようになる。
(もっと読む)
熱成形用積層シートの成形方法
【課題】三次元的な形状と表面の凹凸模様を有する成形品を製造することが可能な熱成形用積層シートの成形方法を提供する。
【解決手段】熱可塑性フィルム層と、接着剤層と、前記接着剤層に接触する側の面は平滑でありその反対面にはエンボスロールにより凹凸模様が転写された支持基材層とがこの順に積層された熱成形用積層シートを熱成形する。通常の平滑な金型を使ってシートを三次元形状に熱成形したとき、熱成形用積層シートの支持基材層側の外面(裏面)に形成された凹凸模様が熱可塑性フィルム層側の外面(表面)に浮き出し、支持基材層に付けた凹凸模様が熱可塑性フィルム層の側にハッキリと存在する成形品を製造することができる。
(もっと読む)
エンボスキャリアテープの製造方法及び製造装置
【課題】微細部品収納用の凹部における内側面のテーパ角及び開口周縁のR形状をコントロールして良好なテーピング及び実装を実現できるエンボスキャリアテープの製造方法及び製造装置を提供する。
【解決手段】成形パンチ25の先端部よりも大きい加熱部を有して凹部裏面7側に配置される凹部裏面加熱器13と、成形パンチ25の先端部と略同一の大きさの加熱部を有して凹部開口面6側に配置される凹部開口面加熱器12とで、基材3を挟んで加熱する。
(もっと読む)
PTPシートの製造装置
【課題】落下などによる衝撃が加わったとしても破損しにくいPTPシートを製造可能なPTPシートの製造装置を提供する。
【解決手段】フィルム受けロール19の両端部に凹部31を設け、凹部31に対応する部分が、加熱ロール20に接触はするものの、圧力がほぼ0の状態で接触するようにし、加熱ロール20からの熱がほとんど伝達されないようにする。そのため、加熱ロール20の熱によるシーラントの融解は生じず、この部分は、シール目の形成されない非取着部分となる。このような非取着部分を有するPTPフィルムから、打抜き装置による打ち抜きを行い、PTPシートを製造する。PTPシートは、4角に略L字型でシール目が形成されていない非取着部分を有するものとなる。
(もっと読む)
冷却した下部成形型部分を含む、熱成形した包装用トレーの製造用器具
本発明は、深絞りした包装用トレーを製造するための器具及び方法、並びに本発明の器具を備えた包装機械に関する。 (もっと読む)
1 - 20 / 23
[ Back to top ]