
Fターム[4F209AG26]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 一般形状、構造物品(用途物品優先) (3,776) | 部分(細部) (474) | 外側、外面(←表面) (40)
Fターム[4F209AG26]に分類される特許
1 - 20 / 40
微細構造形成用型および光学素子の製造方法
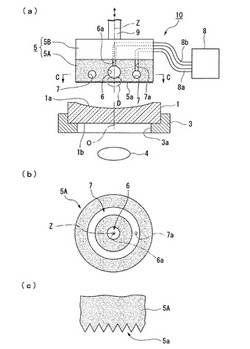
【課題】微細構造形成用型および光学素子の製造方法において、被加工体の表面形状が変化しても、被加工体の表面に反射防止構造を容易かつ迅速に形成することができるようにする。
【解決手段】曲率を有する凹レンズ面1aを備えるレンズ本体1の凹レンズ面1aに凹凸形状の反射防止部を形成する微細構造形成用型5であって、反射防止部を転写する成形面部5aと、成形面部5aを湾曲可能に支持する基体部5と、基体部5を変形することにより成形面部5aを湾曲させる空洞部6、環状空洞部7、および流体供給部8と、を備える表面加工装置10を用いて、反射防止部を形成する。
(もっと読む)
レーザーエッチング品の製造方法およびレーザーエッチング品

【課題】樹脂成形品の表面に樹脂組成物の樹脂色と異なる塗料を塗って塗膜を形成し、その塗膜の一部にレーザー光を照射して塗膜を除去してレーザーエッチング品を形成する工法では塗膜を除去した部分と除去しない部分の境界で凹部が生じてしまうが、レーザー光照射によっても、この凹部を生じさせないようにして、塗膜を除去した部分の鮮明な表示を維持でき、周囲が剥がれないレーザーエッチング品の製造方法を提供する。
【解決手段】レーザー光3照射によりレーザー光3が照射された領域が発泡する樹脂成形品1の上に加飾層2が積層された加飾成形品6に対し、表面に加飾層2が積層された側から加飾成形品6の一部にレーザー光3を照射して、レーザー光3が照射された領域の加飾層2を除去し、さらにレーザー光3の照射を継続してその領域の樹脂成形品1の表面を発泡させることにより発泡層4を形成する。
(もっと読む)
プラズマ処理装置およびプラズマ処理方法
【課題】処理対象体を損傷させることなく、より短時間でプラズマ処理し得るプラズマ処理装置を提供する。
【解決手段】準マイクロ波帯またはマイクロ波帯の高周波信号Sを生成すると共にこの高周波信号Sの電力を制御可能に構成された高周波電源2と、高周波信号Sを入力して放射する放射器14とを備え、電力が制御された高周波信号Sを高周波電源2から放射器14に出力することにより、プラズマ放電用ガスGが内部に供給された処理対象管5の内部における放射器14の近傍にプラズマPを高密度で発生させて、処理対象管5の内面を効率よくプラズマPで処理する。
(もっと読む)
弾性体ローラの製造方法、現像剤担持体、現像装置、及び、画像形成装置
【課題】
本発明の課題は、弾性部の表面に形成される凹状溝の形状を均一に形成することができる弾性体ローラの製造方法を提供することにあり、この製造方法により製造される現像剤担持体、この現像剤担持体を有する現像装置及びこの現像装置を搭載する画像形成装置を提供することにある。
【解決手段】
本発明は、レーザビームを照射することで、均一な凹状溝を形成することができるとともに、その凹状溝の表面に硬化膜を形成することができる。すなわち、弾性体ローラの粗面は均一な凹状溝を有しており、均一に現像剤が付着する。したがって、本発明の方法で形成された弾性体ローラは、高い品質の画像が提供できる。またこの方法により製造された現像剤担持体及びさらにこの現像剤担持体を備える現像装置並びにこの現像装置を備える画像形成装置は、現像剤担持体に現像剤を均一に付着させることができ、高品質な画像が提供できる。
(もっと読む)
エンボス加工されたフィルムおよびエンボス加工装置
【課題】熱可塑性樹脂フィルムにエンボス加工を施した後に、巻き取られたフィルムの端面がずれることなく、それによる製品欠点が発生しないようにするエンボス加工された熱可塑性樹脂フィルムおよび熱可塑性樹脂フィルムのエンボス加工装置を提供する。
【解決手段】 フィルム側縁部のフィルム表裏両面に突起部を有し、かつフィルム表面の突起部とフィルム裏面の突起部が、フィルム面内の重ならない位置に有することを特徴とするフィルム。
(もっと読む)
管渠におけるライニング用管状体の製管装置及びその製管方法
【課題】
帯状部材を螺旋状に捲回して管状体を形成し、該形成された管状体の後方に新たに供給される帯状部材をもって該管状体を送出し形成する元押し式の製管において、帯状部材は管状体の内面側より供給され、機構の簡素化をなすとともに、所定の押込み力を導入をなしえる機構を得ること。
【解決手段】
外面ローラ2と内面ローラ3とからなり、帯状部材の閉合部位に、少なくとも1巻目と2巻目とに跨がって配される第1駆動機構部4において、外面ローラ2の1巻目に当接する外径を2巻目以後に当接する規定径の外径よりも大径となす。
(もっと読む)
大径曲面及び小径褶曲部をシート材料に形成するための装置
【課題】シート材料から立体的物体を形成するための装置、及びシート材料のスプライン曲げを行うための装置の使用方法を提供する。
【解決手段】装置は、シート材料と、シート材料の少なくとも一部を受け入れるようになったキャビティを形成する賦形ダイであって、キャビティの一部は、立体的物体の所望の表面と対応する形状を有する、賦形ダイと、シート材料に対してキャビティの反対側に位置決めされた、立体的物体の所望の小径イベントと対応する所定形状の剛性縁部を持つ形成部材とを含む。シート材料及び形成部材に力を加えたとき、シート材料をキャビティの部分に押し付けて所望の表面を形成し、剛性縁部をシート材料に押し付けて所望の小径イベントを形成する。
(もっと読む)
車両用内装部品及びその製造方法
【課題】合成樹脂製の表皮材に線状溝に沿った正確なステッチを簡便に形成できるようにする。
【解決手段】合成樹脂製の表皮材2に工具ホーンの転写面を押し当てて、転写面の形状を表皮材2に転写させることで線状溝3を形成し、その後、線状溝3の加工時に線状溝3の両脇に形成された加工跡5をガイドとして、表皮材2にステッチ4を形成する。
(もっと読む)
樹脂切削装置及び方法
【課題】樹脂の表面を高精度で加工する。
【解決手段】複数の貫通孔が形成されていて加工対象の樹脂60が載置される載置台20と、前記貫通孔にパイプ50を通じて連結された吸引手段40と、樹脂60の表面を切削する先端のカーブが1アールから3アールの範囲である刃先82を有する刃物80と、刃物80を樹脂60の表面に直交する軸82を中心に回転させる回転手段とを備える。
(もっと読む)
スリーブ加工方法
【課題】スリーブ表面を簡単かつ高精度に加工するスリーブ加工方法を提供する。
【解決手段】内径D1(mm)のスリーブ基材12を、D1<D2<D1+0.5mmの関係を有する外径D2(mm)の芯体14に嵌入する工程と、芯体14に嵌合された状態でスリーブ基材12の外周面を表面加工する工程と、表面加工が終了したスリーブ基材12を、芯体14から取り出す工程とを備えた。スリーブ基材12が芯体14にしっかり保持された状態でスリーブ基材12の外周面を表面加工するので、高精度の加工を簡単に行うことができる。
(もっと読む)
ポリ乳酸ベースの容器及びその製造方法
ポリ乳酸シート材料から作られる、可撓性折り線を備えた容器用ブランクを形成するための工程。工程においては、容器用ブランクとして使用するのに好適なポリ乳酸材料のシートは、形成工具と略平坦な面との間に配置されている。形成工具の温度は、ポリ乳酸シートの軟化温度と溶解温度との間の温度に維持されている。次いで、高周波の電界が、形成工具及び平坦面との間に作られ、よって、形成工具をシートの厚さの少なくとも25%の深さまでシートに押し込み、工具の反対側に隣接したシートに隆起部を形成する間に、それらの間に挟まれたポリ乳酸シートの所定の部分を加熱する。次に、ポリ乳酸シートは、略平坦な状態に維持しつつ冷却される。その後、容器は、折り目がついたポリ乳酸シートを使って形成される。  (もっと読む)
(もっと読む)
化粧板の製造方法
【課題】繊細な凹凸形状を有し、高級感のある緻密な賦型をすることができ、離型性に優れ、被賦型体に含まれるパール顔料等の意匠性付与顔料が脱離することなく、化粧板の装飾性に不具合が生じず、また、繰り返し使用しても、被賦型から脱離した意匠性付与顔料による鏡面金属板及び賦型シートの表面の汚れない化粧板の製造方法を提供すること。
【解決手段】基材上に表面賦型層を有する賦型シートを用いて、被賦型体に賦型する化粧板の製造方法であって、被賦型体が意匠性付与顔料を含有し、表面賦型層が反応性シリコーンを含む電離放射線硬化性樹脂組成物を架橋硬化したものであることを特徴とする化粧板の製造方法である。
(もっと読む)
包装用フィルムおよびその製造方法
【課題】幅方向への引き裂き特性に優れた包装用フィルムを提供する。ポリエステルフィルムのような汎用フィルムを用い、容易な加工手段によって幅方向への良好な引き裂き方向性が付与された包装用として好適なフィルムの製造方法を提供する。
【解決手段】包装用フィルムはポリエステル無延伸フィルムや延伸フィルムのような熱可塑性樹脂フィルムの少なくとも片面に、幅方向にヘアーライン加工が施されている。研磨布紙を貼り付けたベルト2を熱可塑性樹脂フィルム1の走行方向に対して45°〜89°の方向に走行させ、フィルム1の幅方向にヘアーライン加工を施す。包装用積層フィルムはヘアーライン加工面またはヘアーライン加工されてない面に、印刷層、金属薄膜層、接着剤層、シーラント層が積層され、幅方向への引き裂き方向性を有する。
(もっと読む)
熱可塑性樹脂フィルムロール
【課題】
フィルムの製造および加工工程での搬送性を改善し、巻姿が良好でかつ巻芯の粘着テープ跡の少なく、フィルム製造および加工工程での歩留まりを向上させることができるフィルムロールを提供する。
【解決手段】
フィルム幅方向の両端部分の片面または両面に凹凸を有し、該凹凸のある部分の摩擦係数(μA)と凹凸のない部分の摩擦係数(μB)の比(μA/μB)が、0.65以上0.95以下であることを特徴とする熱可塑性樹脂フィルムロール。
(もっと読む)
エンボス加工装置
【課題】 エンボス加工が施されたシート状材料の凹凸形状の凹凸の度合いをより大きくすることができ、その結果シート状材料の凹凸模様をより鮮明なものとすることができ、さらに、各凹凸形状間に位置ズレが生じることを抑止することができるエンボス加工装置を提供すること。
【解決手段】 連続的に搬送されるシート状材料Sに凹凸形状の模様を付けるエンボス加工装置は、エンボスロール10と、エンボスロール10の周方向に沿ってこのエンボスロール10に順次当接するよう設けられた複数の受けロール20、21、22とを備えている。エンボスロール10は、凹凸形状の模様が施された凹凸面を外周に有している。各受けロール20、21、22は、エンボスロール10との間でシート状材料Sを挟圧することによりこのシート状材料Sに凹凸形状の模様を付けるようになっている。
(もっと読む)
エンボス加工装置およびエンボス加工方法
【課題】 基材に所望の凹凸形状を精度良く効率的に形成することができるエンボス加工装置を提供する。
【解決手段】 エンボス加工装置10は、外周に凹凸形状を有するエンボスロール20と、エンボスロールに対向して設けられた複数の支持ロール30,40であって、エンボスロールの外周に沿って搬送される基材50をエンボスロールとの間で順次挟圧する複数の支持ロールと、を備えている。また、エンボス加工装置はエンボスロールまたは上流側の支持ロールを加熱する加熱装置12をさらに備えている。さらに、エンボス加工装置は最下流側の支持ロールを冷却する冷却装置14をさらに備えている。
(もっと読む)
賦形シート成形装置およびその回転位相差制御方法
【課題】両面賦形シートの表裏の賦形位相を精度よく合わせ、機構自らの持つ賦形精度を乱すような機械的繰返し変位を吸収して高精度な両面賦形シートを生産できるようにすること。
【解決手段】第2賦形ロール11を軸方向に移動させる位相調整手段(33、43)と、賦形シート成形装置によって成形された両面賦形シート100の表面の賦形形状を検出する上側賦形形状検出器74と、両面賦形シート100の裏面の賦形形状を検出する下側賦形形状検出器75と、上側賦形形状検出器74の検出信号と下側賦形形状検出器75の検出信号とを比較し、両面賦形シート100の表面の賦形形状と裏面の賦形形状との賦形位相差をシート幅方向について算出する表裏面移送差演算手段76と、表裏面移送差演算手段76より賦形位相差を表す位相差値信号を入力し、位相差がゼロになるように位相調整手段(33、43)へ指令を出力する位相合わせ制御処理手段77とを設ける。
(もっと読む)
エアーバッグ装置を備えた自動車用内装カバー
【課題】自動車用内装カバーの裏面からレーザビームを照射することによりエアーバッグの展開用開放部の開裂用脆弱ラインを加工するようにしたエアーバッグ装置を備えた自動車用内装カバーを提供する。
【解決手段】自動車用内装カバー11を、所望厚さの硬質ポリプロピレン樹脂基板111と、この硬質ポリプロピレン樹脂基板111の上面に接合された所望厚さの発泡ポリプロピレン樹脂中間層112と、この発泡ポリプロピレン樹脂中間層112をカバーする熱可塑性ポリオレフィン系樹脂(TPO)によって形成された表皮層113とをそれぞれ溶着等の接合手段によって接合して積層体を構成すると共に、前記表皮層113を赤外線吸収率が互いに相違する材料を接合して2層構造の表皮113A,113Bとし、且つ前記赤外線吸収率の高い材料からなる表皮11Bを下面側の発泡ポリプロピレン樹脂中間層112の上面に位置するようにして配設した。
(もっと読む)
光学フィルム、及びその製造方法
【課題】液晶表示装置等に用いられる偏光板用保護フィルム、位相差フィルム、視野角拡大フィルム、プラズマディスプレイに用いられる反射防止フィルム等の各種機能フィルム又有機ELディスプレイ等で使用される各種機能フィルム等にも利用することができる光学フィルムについて、光学フィルムの異物などによる液晶表示装置の表示不良を無くし、製造工程でのハンドリング性を高めながら、透明性に優れた光学フィルム、及びその製造方法を提供する。
【解決手段】 溶液流延製膜法または溶融押出し製膜法で製膜する光学フィルムの製造方法であって、流延から巻き取り工程までの間に、フィルム表面を、表面形状転写ロールで表面加工する工程を設ける。表面加工後の巻き取り工程で巻き取られたフィルムの表面粗さ(算術平均粗さ:Ra)が、0.5〜50.0nmであるのが好ましく、フィルムの微粒子含有量が、樹脂に対し0.02重量%以下であるのが、好ましい。
(もっと読む)
成形方法および成形装置
【課題】低コストのプレス成形を経て微細パターンを得るための成形方法を提供する。
【解決手段】下型115の上に、被転写体109を設置し、湾曲手段117により加圧して上型110の外周部を湾曲した状態にした後、上プレスヘッド112と下プレスヘッド116を加熱し、上型110の湾曲した状態を保ったまま、上プレスヘッド112によって上型110で被転写体109を押圧して、導波路パターン111を被転写体109に転写する。さらに、湾曲手段117の加圧力を除去することにより、被転写体109の外周部から徐々に離型を開始させ、最後に、上プレスヘッド112の加圧力を成形時とは逆向きに作用させて型開きを行い、成形品122を取り出す。
(もっと読む)
1 - 20 / 40
[ Back to top ]