
Fターム[4F209NG02]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 予備成形品及びその製造 (381) | 形状、構造 (359) | 板状体(フィルム、シート) (163)
Fターム[4F209NG02]に分類される特許
121 - 140 / 163
伸縮自在カーテン
【課題】合成樹脂フィルムを中間部で折り曲げて形成した第1のフィルム片と第2のフィルム片における巻取り方向と直交する方向に発生する湾曲を抑制することができる伸縮自在カーテンを提供する。
【解決手段】合成樹脂フィルムを中間部で折り曲げて第1のフィルム片と第2のフィルム片を形成し、両フィルム片を重合して折り曲げた中間部からカールして巻き癖を付けることにより巻取り部を形成するとともに、両端部を取付け部とした伸縮自在カーテンであって、第1のフィルム片および第2のフィルム片に第1のフィルム片および第2のフィルム片の巻取り方向と直交する方向に発生する湾曲を抑制する湾曲抑制手段が設けられている。
(もっと読む)
ポリ乳酸ベースの容器及びその製造方法
ポリ乳酸シート材料から作られる、可撓性折り線を備えた容器用ブランクを形成するための工程。工程においては、容器用ブランクとして使用するのに好適なポリ乳酸材料のシートは、形成工具と略平坦な面との間に配置されている。形成工具の温度は、ポリ乳酸シートの軟化温度と溶解温度との間の温度に維持されている。次いで、高周波の電界が、形成工具及び平坦面との間に作られ、よって、形成工具をシートの厚さの少なくとも25%の深さまでシートに押し込み、工具の反対側に隣接したシートに隆起部を形成する間に、それらの間に挟まれたポリ乳酸シートの所定の部分を加熱する。次に、ポリ乳酸シートは、略平坦な状態に維持しつつ冷却される。その後、容器は、折り目がついたポリ乳酸シートを使って形成される。  (もっと読む)
(もっと読む)
自動車用内装部品の製造方法

【課題】樹脂基材とその表面に積層される加飾材とからなる積層構造体における端末処理方法であって、均一な加熱処理が行なえるとともに、巻込み時にシワや蛇行等の外観不良を回避でき、美麗な端末処理が行なえる。
【解決手段】積層構造体20,100の巻込みシロ26,123の端末処理方法であって、巻込みユニット70における巻込みコマ71の端面71bに真空吸引力を作用させて、巻込みシロ26を吸着保持した状態でヒーター81による加熱処理を施し、加熱ムラをなくすとともに、加熱軟化処理後は巻込みコマ71により巻込みシロ26を吸着保持しながらテンションを加えつつ、本体裏面側に巻込み処理することで、シワの発生を可及的に防止でき、美麗な製品外観を確保する。
(もっと読む)
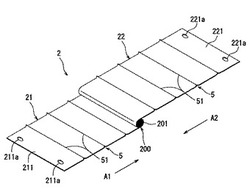
シート折り畳み体の製造方法
【課題】シートを、該シートにシワや損傷を与えることなく折り畳んでシートの折り畳み体を安定して製造することができるシート折り畳み体の製造方法を提供すること。
【解決手段】台形状の傾斜ガイド10と、傾斜縁部21aを有する上方の垂直ガイド21と、シートの搬送方向に直交する方向における該垂直ガイド21の両側に配置された下方の垂直ガイド22,22とを備えたシートの折り畳み装置1における、傾斜ガイド10の傾斜面11上に帯状のシート3を供給し、該シート3を、該傾斜面11に沿って搬送しつつ、該傾斜ガイド3の両側縁部14,14に沿って折り曲げた後、該シート3を、前記上方及び下方の垂直ガイド21,22,22により更に折り曲げて、シートの折り畳み体3’を得る、シート折り畳み体の製造方法。
(もっと読む)
平版印刷版の折り曲げ方法、印刷機シリンダーへの取り付け方法、印刷方法及び平版印刷版用版曲げ装置
【課題】平版印刷版、とりわけプラスチック基材の平版印刷版を用いて印刷する際に、特に多色画像の印刷を行う場合に見当精度が向上した平版印刷版の折り曲げ方法、印刷機シリンダーへの取り付け方法、印刷方法及び平版印刷版用版曲げ装置を提供する。
【解決手段】真空装置を具備する平板状部材6、平板状部材6上での平版印刷版の設置位置を決めるためのレジスターピン7、及び前記平版印刷版の端部を折り曲げるためのベンド機構8とを具備する平版印刷版用版曲げ装置に、予め前記平版印刷版に設けられたピン穴と前記レジスターピン7に基づいて前記平版印刷版を設置し、設置された前記平版印刷版を前記真空装置を用いて前記レジスターピン7に近い側から順に早く吸引した後、前記平版印刷版を折り曲げることを特徴とする平版印刷版の折り曲げ方法。
(もっと読む)
ウェブ又はシート材料を成形する方法及びこの方法を利用する成形機
【課題】深さ調節作業が不要であり、しかも成形工具に加えられる必要な力を一定にして成形工具の時期尚早な劣化を阻止するウェブ又はシート材料の曲線成形方法及び装置を提供する。
【解決手段】ウェブ又はシート材料(2)を上側テーブル(10)と下側テーブル(20)との間で圧縮することにより曲線状に成形する方法。これらテーブルは各々、支持構造体(11,21)に連結されていて、長手方向軸線(X)に沿う材料(2)の移動平面の各側で協働する。この方法は、圧縮工程中、テーブル(10,20)のうちの一方の構造体(12,22)を本質的に一方向に意図的に弾性変形させる工程を含む。
(もっと読む)
ゴム膜の製造方法
【課題】 安価で簡便な設備で様々なパターンを有するゴム膜を容易に成形することができるゴム膜の製造方法を提供する。
【解決手段】押出機から供給されたリボン状の未加硫ゴムをマンドレルに巻き付け、この際、押出機のノズル位置に対するマンドレルの軸方向への相対的な移動速度、マンドレルの回転方向および回転速度のうち少なくとも一つを制御することによって、厚みの異なる円筒状の未加硫ゴム膜を成形し、この円筒状の未加硫ゴム膜をマンドレルの軸に沿って切断して平板状の成形体を得た後、これを加硫成形する。ゴムをマンドレルの正逆回転およびマンドレルの軸方向の移動のみを制御することによって厚みの変動するゴム膜の成形が可能となり、安価で簡便な設備で様々なパターンのゴム膜を成形することができる。また、リボン状の未加硫ゴムを押出し、これをマンドレルに巻き付けることにより、全長に亘って厚み精度の高いゴム膜を成形することができる。
(もっと読む)
折り曲げ罫線入り熱可塑性プラスチックシート及びクリアケース
【課題】折り曲げ部分に凹凸がついたり切断面があったりすることなく、しかも、折り曲げ加工した時に所定の角度にきちんと折れ曲がり、かつ、加工後に折り曲げ部分に隣接する平面が湾曲したりすることのない折り曲げ罫線入り熱可塑性プラスチックシートを提供すること。
【解決手段】熱可塑性プラスチックシートに折り曲げ罫線が形成された折り曲げ罫線入り熱可塑性プラスチックシートにおいて、折り曲げ罫線を形成する凹溝は熱可塑性プラスチックシートの厚さをA、押罫部分の厚さをB、下側部分の溝幅をC、上側部分の溝幅をDとした時、B=A×(0.15〜0.85)、C=A×(0.6〜1.5)、D=A×(1.5〜3.0)の関係が成り立つように形成されている。
(もっと読む)
真空断熱材の折り曲げ及び切断方法
【課題】外被材の間に芯材がある部分を含めて加熱加圧することにより複数の芯材の周囲を熱溶着する製造方法で造られる多芯真空断熱材において、折り曲げ、切断を行った真空断熱材の破袋防止、芯材品質の確保、熱伝導率の経時悪化の抑制を行う。
【解決手段】真空断熱材10の折り曲げ、切断を行う部分の熱溶着部14を他の熱溶着部13,17に比較し幅を広くすることにより、真空断熱材10の破袋防止、芯材11品質の確保、熱伝導率の経時悪化の抑制を行うことができる効果が得られる。。
(もっと読む)
スチールストリップによって補強されたプラスチック排水管を作成するための方法および機器ならびにスチールによって補強されたプラスチック排水管
【課題】スチールストリップによって補強されたプラスチック排水管を作成するための方法および機器ならびにスチールによって補強されたプラスチック排水管
【解決手段】本発明は、スチールストリップによって補強されたプラスチック排水パイプラインを作成するための方法であって、(1)スチールストリップおよびプラスチックを一体化し、スチールストリップによって補強されたリブを有する複合材プロファイルを形成することと;(2)複合材プロファイルを設置場所へ輸送することと;(3)複合材プロファイルを巻付け、かつ同時に、プロファイルの縁部を溶融かつ溶接し、スチールストリップによって補強されたプラスチック排水管を形成することと;(4)差込み継手を、パイプの一端に作成することと、の各ステップを備える方法に関する。本発明はまた、本発明の方法によって作成されるプラスチック排水管であって、プラスチックパイプ本体と、全体としてプラスチックパイプ本体と一体化されている補強リブとを備え、プラスチックパイプのリブは、プラスチックによって内包されているスチールストリップによって補強されている、プラスチック排水管にも関する。本発明はまた、スチールストリップによって補強されたプラスチック排水管を作成するための機器を提供する。
(もっと読む)
フッ素樹脂チューブ及びその製造方法
【課題】 高画質な画像を形成でき、かつ耐摩耗性に優れたフッ素樹脂チューブを提供する。
【解決手段】 フッ素樹脂チューブ30は、チューブの円周方向及び軸方向の引張強度が、いずれも80N/mm2以上である。そしてこのフッ素樹脂チューブ30は、フッ素樹脂フィルム20が2回以上巻回積層され、かつ少なくとも最表層が1つ下の層と融着しているものであり、前記フッ素樹脂フィルムの巻き終わり側端辺21の盛り上がり高さHが、この端辺21のどこで測定しても常に2.0μm以下である。前記フッ素樹脂チューブは、巻き終わり側端辺21の段差Dが、この端辺21のどこで測定しても常に3.0μm以下(特に2.3μm以下)であることが望ましく、このようなチューブ30は、厚さTが2.5μm以下(特に2.0μm以下)のフッ素樹脂フィルム20を巻回することによって製造できる。
(もっと読む)
プリプレグの折曲成形装置及びその折曲成形方法
【課題】積層厚の厚いものを含むプリプレグの折曲成形に際して、加温時間や折曲成形時間の延長化に起因するランニングコストの上昇を生ぜしめることなく、安定した品質を得るようにする。
【解決手段】凸型治具4及びリフタ7a,7bに配設されたヒータ8の上面にプリプレグWを載置し、このプリプレグWとともに当該プリプレグWが載置された凸型治具9及びリフタ7a,7bの上部を真空バッグ9で覆って、この真空バッグ9を箱型治具2のフランジ2d,2eに止着する。そして、真空バッグ9で覆われたところに形成される空間11とこの空間11に連通する空間12とからなる密閉空間に対し真空引きし、ヒータ8に通電してプリプレグWの、リフタ7a,7bに載置された部分を規定の温度にまで加温して軟化させる。軟化させた後、リフタ7a,7bをそれぞれ降下させて折曲成形すると、プリプレグWの折曲部にしわが生じない成形品が得られる。
(もっと読む)
フィルムキャリアテープの反り矯正方法及び反り矯正装置
【課題】枚葉に切断加工された電子部品実装用フィルムキャリアテープの反りを矯正するフィルムキャリアテープの反り矯正方法及び反り矯正装置を提供することを目的とする。
【解決手段】フィルムキャリアテープの反り矯正装置は、フィーダー部81と、枚葉のフィルムキャリアテープを狭持しながら搬送、移動するベルトコンベア21及びベルトコンベア22と、枚葉のフィルムキャリアテープをベルトコンベア21とベルトコンベア22との間に狭持しながら反りの矯正を行う矯正ロール20と、ベルトコンベア21及びベルトコンベア22を駆動するための駆動ロール10、受動ロール30、40、50、60と、ベルトコンベア張力調整機構51、61と、デリバリー部82とで構成されている。
(もっと読む)
折り曲げ罫線入りプラスチックシート
【課題】折り曲げたときの罫線部の手ざわりを良くすることができる折り曲げ罫線入りプラスチックシートの提供。
【解決手段】折り曲げ罫線2となる凹溝がその長さ方向に沿って深い凹溝部3と浅い凹溝部4を交互に設けて形成された折り曲げ罫線入りプラスチックシート1において、前記浅い凹溝部を、長さ方向の断面に表れる形状が、3つの湾曲面からなる3つ山形を呈し、両側の山形を同じ高さに、中央部の山形をそれよりも高くなるように形成する。
(もっと読む)
ラミネートチューブ容器の製造方法
【課題】 樹脂を主とする積層材で金属箔の層を含むラミネートシートを使用したラミネートチューブ容器の製造について、筒状体を作る際のシャフトに沿ったラミネートシートの移動や、筒状体に口部材を固着する際のマンドレルに対する筒状体の挿入・抜き取りをスムーズに行なうことができて、ラミネートチューブ容器を歩留まり良く効率的に製造できるようにする。
【解決手段】 ラミネートシート1Aを筒状に丸め、その端部同士を重ね合わせて接合し、所定の長さの筒状体1Bにしてから、この筒状体1Bの一端に口部材を固着するようなラミネートチューブ容器の製造方法において、ラミネートシート1Aを筒状に丸めて筒状体1Bとする工程よりも前に、ラミネートシート1Aに対して、(上下の各エンボスローラ4,5により)シート1Aの表裏に亘るようにエンボス加工を施しておく。
(もっと読む)
折り曲げ装置
【課題】90度超を含む様々な曲げ角度による樹脂シートの1工程による折り曲げを可能とし、かつ該シートの材料破壊や折り皺を伴わずに、精度の高いシャープな折り曲げを省スペースで実現する折り曲げ装置を提供する。
【解決手段】剪断方式によるシャープな曲げと、回転ロール式による90度を超える折り曲げ角度を共に実現すべく、曲げ部材を上/下型に対して相対的に昇降駆動させ、第一段階として精度の高い剪断曲げを行った後、続けて該曲げ部材をその回転軸まわりに回動駆動することで第二段階の回転曲げを追加し、合計して90度を超える曲げ角度を得る。また、上型のエッジの曲率半径を小さくすることでシャープな曲げが、曲げ部材を自転回動させることで曲げ角度の精度の高い調整が、それぞれ可能となる。
(もっと読む)
フレキシブルダクトの製造方法
【課題】 樹脂材料からなる内張り材の、芯材を挟み込んだ重畳部分の接合工程における調整作業を容易化し、かつ、接合部分の品質を安定して向上させることのできるフレキシブルダクトの製造方法を提供する。
【解決手段】 帯状の樹脂材料2と芯材1とを、帯状の樹脂材料2の両縁部が互いに重畳するよう、かつ、その重畳部分に芯材1が挟み込まれるようにマンドレル12に対して所要の捩れ角のもとに巻き付けながら、その外周側から帯状の樹脂材料2の重畳部分に超音波振動子15を押しつけることにより、重畳部分を超音波溶着する。帯状の樹脂材料2の接合工程に接着剤を不要とし、環境条件の変化等に伴う調整作業を容易化し、接合部分の品質を安定して向上させることを可能とする。
(もっと読む)
折り曲げ罫線入りプラスチックシート
【課題】折り曲げたときの罫線部の手ざわりを良くすることが可能な、折り曲げ罫線入りプラスチックシートの提供。
【解決手段】折り曲げ罫線2となる凹溝がその長さ方向に沿って深い凹溝部3と浅い凹溝部4を交互に設けて形成された折り曲げ罫線入りプラスチックシート1において、前記浅い凹溝部4を、長さ方向の断面に現れる形状が山形となるように設け、前記深い凹溝部3を、罫線方向に沿って漸次厚みが異なるように設けるようにした。深い凹溝部の最も厚みが小さい部分と、最も厚みが大きくなる頂部とが直線で結ばれるように設ける。及び当該シートから組み立てられる包装ケース。
(もっと読む)
折り曲げ罫線入りプラスチックシート
【課題】折り曲げ罫線入りのプラスチックシートを折り曲げたときの罫線部の手ざわりを良くする。
【解決手段】折り曲げ罫線となる凹溝がその長さ方向に沿って深い凹溝部と浅い凹溝部を交互に設けて形成された折り曲げ罫線入りプラスチックシートにおいて、前記深い凹溝部を開孔として設け、前記浅い凹溝部を、折り曲げ罫線の長さ方向の断面に表れる形状が、その両端側からそれぞれ一定の曲率半径でシート表面側に厚みを増し、中央部で表面の円弧が頂点よりも若干低くなって交わるように設けるようにした。
(もっと読む)
相当に剛直な基板の折り曲げシステム及び方法
折り曲げ領域(32)によって相互連結されている第1及び第2部分(28、30)を有する相当の剛直な基板(22)の折り曲げシステム及び方法、及び第1及び第2加熱ダイ部材(60)。第1加熱ダイ部材(60)は、長尺本体部分(62)、及び長尺本体部分(62)に沿って延在してほぼ丸味を付けられた外縁部分(64)を有する。第2加熱ダイ部材(80)は、長尺本体部分(82)、及び長尺本体部分(82)に沿って延在する溝(84)を有する。加熱ダイ部材(60)は、基板(22)に接触するように構成されて、第1加熱ダイ部材(60)の外縁部分(64)を第2加熱ダイ部材(80)の溝(84)に滑り込ませたとき、基板(22)を折り曲げ領域(32)で折り曲げることができる。  (もっと読む)
(もっと読む)
121 - 140 / 163
[ Back to top ]