
Fターム[4F209NG02]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 予備成形品及びその製造 (381) | 形状、構造 (359) | 板状体(フィルム、シート) (163)
Fターム[4F209NG02]に分類される特許
21 - 40 / 163
ゴムシート貼付装置及びゴムシート貼付方法
【課題】精度よく、かつ層間のエア溜まりの発生を抑制しながら短時間でゴムシートを成形ドラムに貼り付け可能なゴムシートの貼付装置を提供することを目的とする。
【解決手段】ゴムシート3を搬送するコンベア2と、コンベア2によって搬送されたゴムシート3を巻き付ける成形ドラム4と、コンベア2及び成形ドラム4を相対的に離接させる離接機構8と、コンベア2、成形ドラム4及び離接機構8の駆動を制御する制御部とを備え、制御部は、離接機構8を駆動させて、コンベア2上のゴムシート3の先端を、成形ドラム4とコンベア2との間に挟み込み、その状態でコンベア2及び成形ドラム4を同時に駆動させるとともに、成形ドラムの回転周速度の方がコンベアの搬送速度よりも速くなるように制御することで、コンベア2上に載置されたゴムシート3を成形ドラム4に貼付するようにしたことを特徴とする。
(もっと読む)
積層フィルムのカール矯正方法及び装置、並びに積層フィルムの製造方法

【課題】オレシワの発生を防止しつつ、積層フィルムを製造する。
【解決手段】紫外線硬化性材料を含む液を支持フィルムに塗布する。液からなる膜を支持フィルムの表面に形成する。膜に紫外線を照射する。紫外線の照射により、膜を有する支持フィルムは、支持層11とハードコート層12とを有する積層フィルム10となる。得られた積層フィルム10は、ハードコート層12が内側となるようにカールしている。カール状態の積層フィルム10を予熱ケーシング56、蒸気接触ケーシング57へと順次導入する。蒸気接触ケーシング57において、蒸気送出機72は、スリット76から蒸気71を積層フィルム10にあてる。搬送ローラ27とスリット76との間隔CL1は、100mm以上となっている。
(もっと読む)
植物性繊維含有ボード部材
【課題】基材を折り曲げる際に基材にヒビ割れや破断が発生することを防止ないし抑制できる植物性繊維含有ボード部材を提供する。
【解決手段】ラッゲージマット4は、ケナフ繊維とポリプロピレンを含む基材12と、当該基材12の一部が薄肉化されて構成されるヒンジ6とを備えている。ヒンジ6は、スジ状の厚肉部6aと、その厚肉部6aよりも相対的に薄肉であって、当該厚肉部6aによって隔てられた2つのスジ状の薄肉部6bとを有しており、その2つの薄肉部6bに沿って折り曲げ可能となっている。
(もっと読む)
波形発熱体製造方法、波形発熱体。
【課題】
自立形状固定波形包材を少なくとも一部に使用した波形発熱体製造方法、波形発熱体を提供する。
【解決手段】
少なくとも一つの方向に対して、正常質領域と異質領域を交互に繰り返し、スプリングバックによる元の状態への完全復帰を防止した、波形を形成する起点を有する自立形状固定波形包材と発熱組成物成形体製造装置を使用し、少なくとも自立形状固定波形包材を基材又は被覆材に使用するように選択し、波形発熱体を製造する波形発熱体製造方法、波形発熱体である。
(もっと読む)
油圧ホースおよびその製造方法
【課題】スパイラル補強層相互の層間の薄肉化を図れ、ホースの構造体としての強度を高める上で極めて有利となり、しかも、耐熱性に優れる油圧ホースを提供すること。
【解決手段】内面ゴム層形成用のチューブ30の上に最も内側のスパイラル補強層形成用の帯状部材20Aから最も外側のスパイラル補強層形成用の帯状部材20Dまで螺旋の向きを逆にして螺旋状に巻き付けられ、その上に外面ゴム層形成用のチューブ32が被せられ、かつ、最も内側のスパイラル補強層形成用の帯状部材20Aは、ゴム部2202をチューブ30に向けてチューブ30の上に巻き付けられる。このような状態でチューブ30、32と共に加硫されることで、内面ゴム層12、複数のスパイラル補強層14A、14B、14C、14D、外面ゴム層16からなる油圧ホース10が形成されている。
(もっと読む)
伸縮性シートの製造方法、及び製造装置
【課題】エンボス部などの凹部を有する原シートに伸縮性を均一に発現させる。
【解決手段】外周部に配置された複数の歯を互いに噛み合わせながら回転軸回りに回転する一対のギアロールを準備することと、前記一対のギアロールの間隙に、複数種類の繊維を含む原シートを通すことにより、該原シートを前記歯によって、前記ギアロールの回転方向又は前記回転軸と平行な方向を延伸方向として延伸することと、を有する伸縮性シートの製造方法である。前記原シートは、押圧加工されてなる複数の凹部を、少なくとも前記延伸方向に沿った同一直線上に、前記延伸方向に所定の形成ピッチで有する。前記一対のギアロールの各ギアロールにつき、前記歯の前記延伸方向の配置ピッチは、前記形成ピッチの1倍よりも大きく、前記形成ピッチの2倍未満である。
(もっと読む)
包装用ケース
【課題】シートを折り曲げて多面箱形に組み立てられる包装用ケースの角部を、クリア性を損なわずに見栄え良く綺麗に湾曲させて組み立てることができるようにする。
【解決手段】シートを折り曲げて組み立てたときにケースの周側面の角部に対応するシートの部分に、シートの加熱成形時に湾曲断面を呈する曲面形状の曲面角部を形成しておく。曲面角部を形成したシートを所定形状に打ち抜くと同時にその表面に折り曲げ罫線を形成し、このシートを折り曲げ罫線に沿って折り曲げて箱形に組み立てる。
(もっと読む)
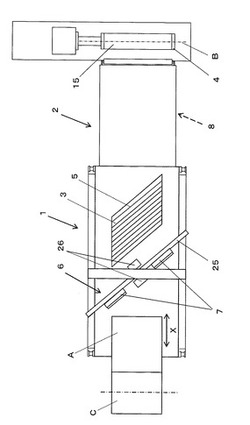
熱可塑性積層物の連続成形
細長い熱可塑性複合部材(20)は、連続的な成形工程によって製造される。あらかじめ圧密された熱可塑性積層物は、その融解レイアップより低い温度まで加熱することにより軟化され、複数のセットのツールダイを介して、実質的に連続して供給される。ツールダイは、マンドレル上で軟化した積層物の部分を漸進的に成形し、閉断面を有する形状に積層物を形成する。 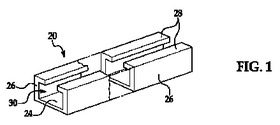 (もっと読む)
(もっと読む)
樹脂シート折曲げ用加熱装置
【課題】樹脂シートの折曲げ部分を略均一に加熱する樹脂シート折曲げ用加熱装置を提供する。
【解決手段】樹脂シート1を折曲げる際に当該樹脂シート1の折曲げ部分2を加熱する樹脂シート折曲げ用加熱装置10であって、熱源11と、線状に開口した温風吹出口13と、温風の温度を調節する温風温度調節部と、温風吹出口の長手方向に沿って温風の温度を均一化する温度平滑機構14と、を有する。
(もっと読む)
複合材湾曲部品の製造方法および複合材湾曲部品の製造装置
本発明は、複合材湾曲部品の製造方法に関し、この方法では、この部品を形成する複合材繊維層(110)を少なくとも折り曲げ加工工程の間緊張状態に維持し、該層の互いに対する変位をさらに制御する。本発明はまた、このような方法を実施できる装置にも関する。 (もっと読む)
樹脂製発泡シート、樹脂製発泡シートの製造方法および収納ケース
【課題】樹脂製発泡シートにおいて、製函機や封緘機による製函または封緘を容易に実行可能とし、生産効率を高めて製造コストを削減する。
【解決手段】シート本体2に折り曲げ部4が設けられ、折り曲げ部4には、シート本体2の融点以下の温度で形成された一対以上の第1のけい線13、13が互いに平行に設けられている。これら第1のけい線13、13の間には、シート本体2の融点以下の温度で形成された1本以上の第2のけい線15が第1のけい線13より深く設けられている。一対以上の第1のけい線13、13の間に第2のけい線15が深く設けられているので、シート本体2を折り曲げ部4で折り曲げたときの反発力を逃がすことができる。また、シート本体2の所定箇所を加熱溶融しなくても、第1および第2のけい線13、15を形成して折り曲げ部4を設けることができる。そのため、樹脂製発泡シート1の生産効率を高め、製造コストを削減できる。
(もっと読む)
薄型表示装置の使用に適するU型プラスチックシートの成形方法
【課題】薄型表示装置の使用に適するU型プラスチックシートの成形方法を提供する。
【解決手段】以下のプロセスを含む。板材、第1金型、第2金型と、固定部材とを用意する。固定部材は第1金型と第2金型との間に取り付ける。板材を固定部材に取付け、板材を加熱し、第1金型と第2金型とを型締め、板材をU字型に折り曲げた後、板材を冷却し、第1金型と第2金型とを引き離し、板材を第1金型から引き離す。
(もっと読む)
製管装置
【課題】 過大な負荷のかかる接合機構部の外面ローラ周辺における剛性を高めるとともに既設管の内周面の凹凸や障害物等との接触を回避するように外面ローラを保護して、作業効率を高め、精度よく製管する。
【解決手段】 一実施形態としての製管装置1は、既設管200の内側に設置される成形フレーム2に、回転自在に軸支されて更生管130の内面に当接する複数の案内ローラ3と、巻回された帯状部材100の接合部同士を接合する接合機構部4とを備える。接合機構部4には、歯車機構を納めた箱体44に、帯状部材100を内側と外側とから挟み込む内面ローラ42及び外面ローラ43が片持ち状に軸支され、既設管200の内壁に接触して回転する送りローラ46が外面ローラ43と同軸上に設けられており、外面ローラ43の側部近傍には剛性を有する外装フレーム5が配設されている。
(もっと読む)
曲げ加工可能な光透過型電磁波シールド積層体およびその製造方法
【課題】高温の曲げ加工条件においても、接着層の揺らぎを最小限に抑え、変形および反りや剥離を生じない曲げ加工性に優れた光透過型電磁波シールド積層体を提供する。
【解決手段】
電磁波シールド層の片側または両側にポリカーボネート基材を積層してなる厚さ0.1mm〜30mmの積層体を遠赤外線ヒーター加熱装置により上下両側から放射加熱して曲げ加工する方法において、曲げ加工部の加熱幅を(1)式に示す範囲で選択加熱し、表面温度差を20℃以内に制御して140℃〜185℃に加熱したシールド積層体を曲率半径10mm以上の曲面に曲げ加工することにより、接着層の揺らぎを最小限に抑え、反りや剥離を生じない曲げ加工性に優れた光透過型電磁波シールド積層体を得ることが出来る。
加熱幅=2πR×(180°−X°)/360°×Y (1)
ここで、πは円周率、Rは曲率半径、Xは曲げ加工角度(内角)、Yは係数(1.35≦Y≦4.15)を示す。
(もっと読む)
曲げ加工可能な光透過型電磁波シールド積層体およびその製造方法
【課題】高温の曲げ加工条件においても、接着層の揺らぎと残留歪みを最小限に抑え、変形及び反りや剥離を生じない曲げ加工性に優れた光透過型電磁波シールド積層体の提供。
【解決手段】
電磁波シールド層の片側又は両側にポリカーボネート基材を積層してなる厚さ0.1mm〜30mmの積層体を遠赤外線ヒーター加熱装置により上下両側から放射加熱して曲げ加工する方法において、上段ヒーターは全面加熱し、下段ヒーターは曲げ加工部の加熱幅を(1)式に示す範囲で選択加熱し、表面温度差を20℃以内に制御して140℃〜185℃に加熱したシールド積層体を曲率半径10mm以上の曲面に曲げ加工することにより、接着層の揺らぎと残留歪みを最小限に抑え、変形及び反りや剥離を生じない曲げ加工性に優れた光透過型電磁波シールド積層体を得ることが出来る。
加熱幅=2πR×(180°−X°)/360°×Y (1)
ここで、πは円周率、Rは曲率半径、Xは曲げ加工角度(内角)、Yは係数(1.35≦Y≦4.15)を示す。
(もっと読む)
筒状フィルムの製造装置
【課題】フィルムを偏平状に折り畳む際に折り重なり部でのフィルム両端面の筒状フィルムでの内外を自由に切り替えることができ、且つ折り幅を高精度に保つことができる製造装置を提供すること。
【解決手段】平板状フィルム10を折り畳む際、フィルム両端面が重なり合う前に重なり部切替ローラ4によってフィルム両端面をそれぞれ支持し、その支持を外す順序によって筒状フィルム11における重なり部1dの端面の上下関係を容易に切り替えることができる。また、重なり部切替ローラ4によってフィルム端面を反り返らせることで、フィルムに擦り傷を発生させたり、フィルム反の継ぎ目を引っ掛かけてフィルムを破断させたりすることを防止できる。
さらに、筒状フィルムの表裏を挟み込むようにして折り目の位置ずれを防止する折り幅維持ローラ6によって、折り幅Aを高精度に保つ。
(もっと読む)
テーパ付き容器のカール成形方法およびカール成形装置
【課題】容器中心軸に対して胴部の傾斜角度が大きい容器であっても、確実にカール成形を行うことのできるテーパ付き容器のカール成形方法およびカール成形装置を提供すること。
【解決手段】容器中心軸線に対してテーパ状に傾斜した胴部1aと、前記胴部1bの下部に設けられる底部31とを有する容器1の上側と下側との少なくともいずれか一方の開口端1bにカール成形金型3を当接させてカール成形するテーパ付き容器のカール成形方法およびカール成形装置であって、前記カール成形金型3を前記容器1の胴部のテーパ方向に沿うように押し込むことでカール成形することを特徴とする。
(もっと読む)
プラスチック液晶パネルの製造方法
【課題】プラスチック液晶パネルの透明電極膜に割れやはがれを起こさずに曲げ加工する方法を提供する。
【解決手段】アモルファス状態の透明電極膜を有するプラスチック基板を備えたプラスチック液晶セル10を用意する工程と、プラスチック液晶セル10を湾曲させる工程と、プラスチック液晶セル10を湾曲させながら加熱する工程と、アモルファス状態の透明電極膜が結晶化する工程とを備えている。なお、湾曲させながら加熱する工程とアモルファス状態の透明電極膜が結晶化する工程とは、同時に行われてもよい。
(もっと読む)
発泡材付きパイプの製造方法
【課題】才断時に発泡材の収縮が少ない発泡材付きパイプを従来よりも効率的に製造する。
【解決手段】架橋ポリエチレン発泡材14パイプ12の外周表面に添わせて円形に絞り、ライナー22を架橋ポリエチレン発泡材14の外周表面に添わせながら架橋ポリエチレン発泡材14で覆われたパイプ12をダイス16より引き抜く。ダイス16と架橋ポリエチレン発泡材14との間の摩擦係数をμ0、ダイス16とナイロンシートとの間の摩擦係数をμ1、架橋ポリエチレン発泡材14とナイロンシートとの間の摩擦係数をμ2、架橋ポリエチレン発泡材14と滑り抑制層28との間の摩擦係数をμ3としたときに、μ0>μ1、μ2<μ3、μ3>μ1を満足するように各々の部材の材質を選択することで、引き抜きの際に架橋ポリエチレン発泡材14の伸びが抑えられ、才断時の発泡材の収縮が抑えられる。
(もっと読む)
合成樹脂板の罫線加工用の罫線押刃およびこれを用いた打抜型
【課題】合成樹脂板に形成する溝状罫線を、1乃至複数、形成可能として、正確に折り曲げて包装用箱を組み立てることができる罫線押刃を提案する。
【解決手段】合成樹脂板の罫線加工用の罫線押刃として、熱伝導率の高い素材で構成した所定長さの棒材からなる押刃主体の一面の長さ方向に、所望形状の溝形成突条を設ける共に、前記溝形成突条の近傍の長さ方向にヒータ挿通孔を貫設した。そして、上記溝形成突条は、1本、乃至は互いに平行して複数本設けた。また、上記押刃主体の長さ方向に、さらに盗み部を設けた。また、打抜型として、板状の母型材に、箱の展開図の輪郭を描くように打抜刃を配設すると共に、その展開図の折り曲げ用罫線部分に、上記いずれかの罫線押刃を配設した。展開図における箱の側板部分に、打ち抜いた合成樹脂板の側板に凹凸部を形成するためのヒータ板を設けた。
(もっと読む)
21 - 40 / 163
[ Back to top ]