
Fターム[4F209NG02]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 予備成形品及びその製造 (381) | 形状、構造 (359) | 板状体(フィルム、シート) (163)
Fターム[4F209NG02]に分類される特許
101 - 120 / 163
ゴムホースの製造方法
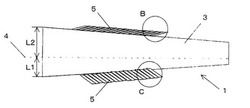
【課題】厚み精度に優れ、外面形状が円錐台形状のようにホース長さ方向で外径が変化する形状であっても、偏肉構造を有するゴムホースを得ることができるゴムホースの製造方法の提供を目的とする。
【解決手段】 ゴム供給手段6から送り出された未加硫ゴムテープ5を、回転するマンドレル本体3の外周面に螺旋状に巻き付けて筒状に成形し、該筒状成形体を加硫するゴムホースの製造方法であって、マンドレル1は、外周面が中心軸2周りに回転対称な形状に形成されたマンドレル本体3と、該マンドレル本体3の中心軸2に対して偏心位置に形成された回転軸4とを備え、該回転軸4を回転させてマンドレル1の外周面における周速度を周期的に変動させ、未加硫ゴムテープ5の送り出し速度を前記周速度の最低速度S1以下の速度に設定し、周速度と送り出し速度との差に応じて未加硫ゴムテープ5を引き伸ばしつつマンドレル本体3に螺旋状に巻き付けることを特徴とする。
(もっと読む)
フィルム材の製造方法と装置

【課題】箱状の包装袋を形成する際、4隅の柱部に強度を有するように形成するフィルム材を製造すること。
【解決手段】フィルム材10は、幅方向の中間部において内側に屈曲する一対の第1の折込部11、11を進行方向に沿って形成し、第1の折込部11の両外側において外側に屈曲する第2の折込部13、13を第1の折込部11、11と平行に形成する。このフィルム材10を製造する場合、無垢のフィルム材を第1の折込シール形成部に送給して第1の折込部11を形成し、張設部で張力を付与したフィルム材を第2の折込シール形成部に送給して第2の折込部13を形成する。その後、第1の折込部11と第2の折込部13を形成したフィルム材10を巻取り部において巻き取る。
(もっと読む)
シートの製造方法及び加工装置
【課題】高い伸縮特性を有するシートを好適に製造することができるシートの加工装置を提供すること。
【解決手段】本発明のシートの製造方法は、互いに噛み合う歯溝20、30が回転軸方向に沿うように周面部に設けられた一対のロール2、3を回転させ、それらの噛み合い部分に基材シート10を供給し、基材シート10に延伸加工を施す工程を具備している。基材シート10の流れ方向にその破断荷重の10〜90%の張力を加えながら基材シート10をロール2、3間に供給する。
(もっと読む)
折り曲げ線入りプラスチックシートおよびプラスチックシートへの折り曲げ線加工方法
【課題】折り曲げ線に沿って折り曲げられた部分に長期間にわたって光が照射されても、折り曲げ部分が劣化したり強度の低下を起こしたりする心配が無く、折り曲げ線をなす均一な深さの凹溝が形成され、折り曲げ線に沿って折り曲げる作業が容易であり、シート材料が高い弾性を有しているような場合において、折り曲げ線をなす凹溝の深さをそれほど深くしなくても、折り曲げ部分の形状を保持することができるプラスチックシートを提供する。
【解決手段】プラスチックシート10の折り曲げ予定部位を押圧し圧縮して帯状に薄肉に成形し、その帯状薄肉部14を線状に押圧し圧縮して折り曲げ線12を形成した。
(もっと読む)
折り曲げ罫線入りプラスチックシート及び包装ケース
【課題】折り曲げたときの罫線部の手ざわりを良くすることができる折り曲げ罫線入りプラスチックシートの提供。
【解決手段】折り曲げ罫線となる凹溝内に、その長さ方向に沿って深い凹溝部と浅い凹溝部が設けられた構成を備えた折り曲げ罫線入りプラスチックシートにおいて、深い凹溝部と浅い凹溝部の境界線が罫線方向に対して傾斜して設けらることとした。
(もっと読む)
不織材料/エラストマー積層物に弾性を付与する方法
【課題】不織材料/エラストマー積層物に弾性を付与する方法を提供すること。
【解決手段】幅を有する少なくとも1枚の弾性フィルムと、特に結合材料、特に接着剤の間置によって前記フィルムに固定された少なくとも1つの不織材料層とを含む積層物に弾性を付与する方法において、2組のかみ合い機構間に積層物を通すために、積層物がウェブの形態に展開されるステップを含み、2組のかみ合い機構の歯が、積層物をその幅の方向に引き伸ばすために、積層物の平面に垂直な方向に互いにかみ合う方法であって、特にテンショナ(tensioner)ロールを、特に2組のかみ合い機構の下流に提供することによって、かみ合い機構間での展開の間に、ウェブに、縦断方向または縦方向の張力が与えられるステップを含むことを特徴とする方法。
(もっと読む)
複合建築要素の製造方法
複合建築要素(10)の製造方法は、
a)2つの繊維強化熱可塑性カバー層(14、16)間に熱可塑性コア層(12)を備える、複合建築要素(10)を提供するステップと、
b)パネル(10)の繊維強化熱可塑性カバー層(14)に1つ以上の中断部(50)を設けるステップと、
c)繊維強化熱可塑性強化層(70)を、中断部(50)上および/または付近に配置するステップと、
d)繊維強化熱可塑性壁によって画成された凹部を有する熱可塑性建築要素が得られるように、中断部(50)に沿って位置する縁を、必要な場合には、熱可塑性強化層(70)を変形する一方で、有利には同時にコア層(12)を局所的に圧縮するステップとを含んで成る。 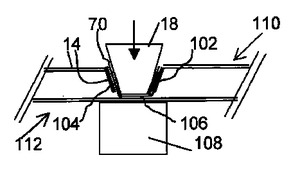 (もっと読む)
(もっと読む)
合成樹脂シート製包装容器における折り込み罫線の形成型版
【課題】折目となる罫線用の筋目の輪郭を明瞭にし、包装容器として組み立てるときの折目部位で確実容易に折曲できるようにする。
【解決手段】切断刃11、罫線刃12を配設した抜型10と、面版本体1を固着したダイ型20との間で挟持した合成樹脂シート材Pに対して、包装容器に対応した展開形態の外形で打ち抜き分離し、折目となる罫線を筋状に形成する。面版本体1は合成樹脂シート材Pの素材と同効材あるいは合成樹脂シート材Pの素材の硬さに比し硬い素材にて形成する。面版本体1には、罫線刃12位置に対応し、罫線刃12の合成樹脂シート材Pに対する押圧によって合成樹脂シート材Pにおける折目線となる筋目部位を押し込ませる罫線溝2を形成する。面版本体1は、切断刃11位置に対応する側脇部に、切断刃11に至るに伴い次第に肉薄になる退避傾斜面3を形成する。
(もっと読む)
繊維強化複合材の製造方法
【課題】積層繊維層が厚さ方向糸で結合された平板状の一次構造体に曲げ加工を行って形成しても、曲げ部における皺や歪みの発生が抑制された状態で三次元繊維構造体を製造可能な曲げ工程を備えた繊維強化複合材の製造方法を提供する。
【解決手段】連続繊維配列工程と、厚さ方向糸挿入工程と、曲げ工程と、樹脂含浸硬化工程とを備えている。曲げ工程において、一次構造体20を第1保持部材21と第2保持部材22とで保持するとともに一次構造体20に張力をかける。その状態で一次構造体20に押圧部材23で曲げ力を作用させつつ、第1保持部材21、第2保持部材22及び押圧部材23を相対移動させる。そして、相対移動する第2保持部材22及び押圧部材23に挟まれた部分と、押圧部材23及び第1保持部材21に挟まれた部分との両端部に曲げ方向の異なる曲げ部14a,14bを形成する。
(もっと読む)
紙容器の成形方法
【課題】ポリプロピレン樹脂製のコート層が設けられた素材に適した紙容器の成形方法を提供する。
【解決手段】内面に樹脂コート層が形成された紙製の胴部3の底端部3aの内側に、内面に樹脂コート層が形成されかつ外周に筒状の折り返し部6aが設けられた紙製の底板6を接合する紙カップ10の成形方法において、胴部3の底端部3aの内側に底板6を配置した状態で、底端部3aの内周面のうち、折り返し部6の外周面に対する接合部分をホットエアにより加熱し、次いで、底端部3aの内周面のうち、折り返し部6aの内周面に対する接合部分をフレームにより加熱する。
(もっと読む)
異型長尺成形体の製造方法
【課題】 本発明は、長さ方向に一軸延伸されている長尺熱可塑性樹脂シートが延伸方向に沿って割れることなく、且つ、収縮することなく賦形することができる異型長尺成形体の製造方法を提供する。
【解決手段】 長さ方向に一軸延伸されている長尺熱可塑性樹脂シートをフォーミングロールで賦形する際に、長尺熱可塑性樹脂シートの変形する位置のみを変形可能に加熱し、長尺熱可塑性樹脂シートにバックテンションをかけながら、長尺熱可塑性樹脂シートの変形する位置をフォーミングロールで押圧して賦形することを特徴とする異型長尺成形体の製造方法。
(もっと読む)
シートの成型加工方法
【課題】十分に付型され、付型された形状の変化が抑制された湾曲形状のシートが得られるシートの成型加工方法を提供する。
【解決手段】本発明は、熱可塑性樹脂を主体とするシートに湾曲形状を付与するシートの成形加工法であって、シートを凹状湾曲型上に載置して赤外線ヒーターによってシートの熱変形温度より20℃低い温度から熱変形温度の範囲の温度に加熱した後、凸状湾曲型を載せて一対の湾曲型の間にシート挟んで冷却しながら湾曲形状を付与することを特徴とし、その際に、赤外線ヒーターの出力を高出力から低出力に段階的に変化させると共に、少なくとも30秒かけて加熱温度まで加熱することを特徴とする。
(もっと読む)
埋め込まれた帯材を有する熱可塑性材料の管状パッケージング本体
本発明は、少なくとも一つの熱可塑性材料からなる積層材から形成された管状パッケージ本体に関するものであり、積層材の端部は溶接により固定されるとともに、溶接又は接着された帯材によって覆われる。本発明による管状本体は、前記帯材が積層材に少なくとも部分的に埋め込まれていることを特徴とする。本発明は、前記管状本体を製造する方法にも関係している。 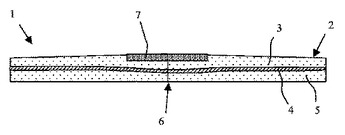 (もっと読む)
(もっと読む)
機能性被覆材、輸送管、補強型輸送管、補強・耐久性プーリー、補強・耐久性ローラー、補強・耐久性コンベアベルト又は補強・耐久性ホッパー
【課題】 ゴム材と、粉砕した硬質材及び/又は粉粒状の硬質材を混合して、所望の形状に一体成形してもこれらの接合性が良好であり、しかも、十分な耐衝撃性や耐摩耗性更に耐久性等を安定して容易に得ることができる機能性複合材を提供すると共に、この機能性複合材を用いた輸送管、補強型輸送管、補強・耐久性プーリー、補強・耐久性ローラー、補強・耐久性コンベアベルト又は補強・耐久性ホッパー等の複合品をも提供するものである。
【解決手段】 ゴム材1と、粉砕された硬質材2とを混合して、所望の形状に一体成形してなる被覆緩衝具Aであって、前記ゴム材1に、所定量の混練促進剤3を含有してなる。
(もっと読む)
蛇腹状生地で形成した回動窓開放覆部材、並びに、蛇腹状生地の屈曲部形成方法、及び、蛇腹状生地の屈曲部形成装置
【課題】蛇腹状生地であっても蛇腹の伸縮方向における伸縮性を確保することができ、屈曲部の見栄えも良好な蛇腹状生地で形成した回動窓開放覆部材、及び、蛇腹状生地の屈曲部形成方法、並びに、蛇腹状生地の角部形成装置の提供する。
【解決手段】正面視多角形に形成し、一辺を回動軸として開閉自在に構成した回動窓A4の側方の開放部A14を覆う覆用シート11,41を具備して構成した回動窓開放覆部材10であって、上記覆用シート11,41を、一方向に、且つ、所定間隔ごとに山折と谷折とを繰り返した蛇腹状生地12で構成し、上記覆用シート11,41の山折した折り目が蛇腹形成方向に沿って谷折される側に折り曲げた屈曲部22を具備した。
(もっと読む)
巻取中にストリップを安定化させる方法及び装置
ハブを有するスプール上に複合ストリップを巻き取るためのスプール巻取組立体が開示される。組立体が巻き取るストリップ(10)は、細長いプラスチックストリップであって、平坦なベース部分と、ベース部分から直立した、複数の横方向に間隔を隔てた長手方向に延在するリブ部分とを有し、複数の細長い補強部材はそれぞれのリブ部分の内部を長手方向に延在し、リブ部分と補強部材とは複合リブを形成している。組立体は、メインフレーム(202)と、メインフレームに対してスプールを回転可能に支持するためのスプールホルダ(204)と、メインフレーム(202)に対してスプール(50)を駆動するためのスプール駆動ユニット(206)と、スプール(50)に対して横方向に動くために取り付けられたキャリッジ(240)と、キャリッジ(240)に取り付けられたベンダー(90)であって、スプール(50)のハブ(55)に向けて供給されるストリップ(10)を受けるための、及び、ストリップ(10)を変形させて、屈曲ベース部分を与えるための、上記ベンダーと、ストリップ(10)をベンダー(90)に通して駆動するための、ベンダー(90)に機能的に結合されたベンダー駆動ユニット(210)と、を備えていることを特徴とする。 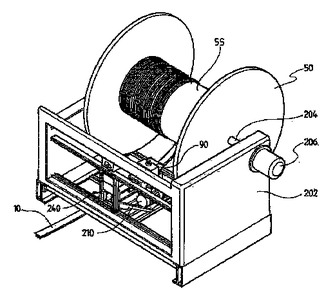 (もっと読む)
(もっと読む)
光反射板
【課題】光を反射する板材を立体的な形状に加工した光反射板の変形を防止することができるとともに、加工費を安くすることができる技術を提供する。
【解決手段】光を反射する板材を用い、底部12と、底部の幅方向両端部に連設された斜め上方に延びる傾斜部14とを有する成形ピース10を作製する。そして、複数個の成形ピースを、隣接する成形ピースの傾斜部の上端部同士が当接するように並列配置して光反射板20を形成する。
(もっと読む)
積層管製造装置及びその方法
本発明に係る積層管製造装置及びその方法は、円筒構造を有する巻き取り機及びこれを回転駆動させる駆動手段と;上記巻き取り機に積層管の内層及び外層を形成するために樹脂材をシート状に押出する内層押出機及び外層押出機と;中間層を形成するために溶融状態の物質を一対の引出しローラを利用してシート構造に引き出す中間投入機と;上記巻き取り機の側面に位置され上記巻き取り機に多層構造に積層されたシートを押さえて圧着させる圧着ローラと;を備えて構成されるので、内圧強度及び外圧強度に優れ、熱衝撃にも十分な剛性を有するようにして耐久性及び信頼性が向上された積層管を製造することができる。 (もっと読む)
シートの加工装置及びシートの製造方法
【課題】シートに高い延伸倍率で延伸加工を施すことができるシートの加工装置を提供すること。
【解決手段】本発明のシートの加工装置1は、周面部に互いに噛み合う歯溝を有する一対のロール2、3を備え、これらのロール2、3が回転されているときにその噛み合い部分に供給されたシート10に加工を施す装置である。各ロール2、3における隣接する歯20、30どうしのピッチが1.0mm〜5.0mm、前記各歯20、30の幅が前記ピッチの1/2未満、且つ前記歯20、30の高さが隣接する歯のピッチである。ロール2、3の歯20、30の噛み合いの深さが1.0mm〜歯の高さまでであることが好ましい。
(もっと読む)
複合金属板の曲げ加工方法
【課題】プリンタや複写機のブレードを高精度な曲げ加工によって製造する。
【解決手段】L字曲げ加工用のパンチ1、ストリッパープレート2、ダイ3からなる曲げ加工装置を用いて、曲げ加工を行うに当たり、まず面転写用シート13と樹脂シート11が一体に成形された複合金属板10を作成する。次いでパンチ1とダイ3のクリアランスCを、複合金属板10の総厚みの80ないし98%に設定してL字曲げ加工を行う。曲げ加工後は、面転写用シート13を樹脂シート11から剥離する。
(もっと読む)
101 - 120 / 163
[ Back to top ]