
Fターム[4F209PA04]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 表面成形の区分 (2,868) | 機械的手段によるもの (2,645) | 成形用ローラを用いるもの (786) | 一対のローラ間で表面成形するもの (330)
Fターム[4F209PA04]に分類される特許
21 - 40 / 330
導光板の製造方法
【課題】輝点の発生が抑制された導光板の製造方法を提供する。
【解決手段】この導光板の製造方法はシート製造工程と転写工程とを備える。転写工程は、連続樹脂シートを押圧ロールと形状ロールとで挟み込むことで押圧する押圧工程と、連続樹脂シートを形状ロールの周面に密着させたまま搬送する搬送工程と、連続樹脂シートを形状ロールの周面から剥離する剥離工程とを含む。シート製造工程において押し出される樹脂の温度は、樹脂のガラス転移温度Tgに対して、(Tg+110)℃〜(Tg+200)℃の範囲である。形状ロールの温度は、(Tg−25)℃〜(Tg−5)℃の範囲である。転写型に形成された複数の凹部の深さDと複数の凹部のピッチPとの比率D/Pは、0.05〜0.45の範囲である。導光板の表面には複数の凹部に対応する複数の凸部が形成される。
(もっと読む)
プレート・ダイ装着構造

【課題】プレート・ダイの胴への取り付け、取り外しを容易とし、取り付けられたプレート・ダイが胴から外れないようにし、かつ微小の見当調整を容易とするプレート・ダイ装着構造の提供。
【解決手段】プレート・ダイ5の一端部に第1突設片7が突設され、他端部に長孔8aを有する第2突設片8が突設されている。永久磁石11が埋設されたマグネット・サドル10の一端部には第1突設片7が係入されるスリット12が設けられ、他端部には第2突設片8がねじ止めされる。マグネット・サドル10の両側部には、長孔14cが形成された鍔14がマグネット・サドル10の表面から退避した低い位置に設けられている。エンボッシング・シリンダの周面には、溝が円周方向に等間隔おいて複数設けられている。長孔14cに挿通させたボルトをエンボッシング・シリンダの溝に締結し、プレート・ダイ5がマグネット・サドル10を介してシリンダの周面に装着される。
(もっと読む)
転写装置
【課題】微細な凹凸が形成された転写ベルトを用いてフィルムなどのシートの表面に加工を施すこと。
【解決手段】繰り出しロールから繰り出される基材フィルムにUV樹脂を塗布し、塗布された面と接してその表面に所定の微細パターンを転写する転写機構と、前記転写機構によって所定のパターンが転写された基材フィルムを巻き取る巻き取りロールと、を有する転写装置であって、前記転写機構は、前記基材フィルムと接触する外周面に前記所定のパターンが形成された帯状の転写ベルトと、前記転写ベルトを支持する回転ロールと、からなり、前記転写ベルトによる転写は、前記UV樹脂を硬化させてUV樹脂層を形成する。
(もっと読む)
積層体およびその製造方法
【課題】本発明の課題は、波状の凹凸欠陥の発生が抑制された積層体を提供することである。
【解決手段】本発明の積層体は、熱可塑性樹脂からなるマットフィルムのマット面に、ポリオレフィン樹脂からなる保護フィルムが直接積層されてなり、260℃、100sec−1のせん断速度における、該熱可塑性樹脂の溶融粘度(a)と該ポリオレフィン樹脂の溶融粘度(b)とが、式:a/b≧2.5を満たす。前記マットフィルムと、前記保護フィルムとが、溶融共押出成形により積層されたものであるのが好ましい。
(もっと読む)
光学フィルムの製造方法
【課題】精密かつ再現性よく凹凸形状の転写された外観に優れる光学フィルムを安定して連続加工し得る製造方法を提供すること。
【解決手段】本発明の光学フィルムの製造方法は、透明基材フィルムの少なくとも一方の面に活性エネルギー線硬化型樹脂組成物を塗布して塗布層を形成する塗布工程と、該塗布層が形成された透明基材フィルムを、凹凸ロールと該凹凸ロールと対向配置されるニップロールとの間に供給して、該塗布層に凹凸ロール表面の凹凸を形状転写させる転写工程と、該塗布層を硬化して、凹凸層を形成する硬化工程とを含み、該塗布層の幅が該ニップロールの幅よりも広い。
(もっと読む)
光学フィルムの製造方法、偏光板および画像表示装置
【課題】硬化後の塗工層の両端部領域から硬化樹脂が剥がれることが抑えられることにより、高品質で欠陥なく、かつ生産性よく光学フィルムを製造することができる製造方法を提供する。
【解決手段】本発明の光学フィルムの製造方法は、基材フィルム上に、活性エネルギー線硬化性樹脂を含有する塗工液を塗工して、塗工層を形成する塗工工程と、塗工層の基材フィルムの搬送方向と直交する方向の両端部領域に、活性エネルギー線を照射する第1硬化工程と、塗工層の表面に鋳型の表面を押し当てた状態で、基材フィルム側から塗工層に活性エネルギー線を照射する第2硬化工程と、を含む。
(もっと読む)
異方性拡散フィルムの製造方法及び異方性拡散フィルム
【課題】簡易な方法により、安価で優れた異方拡散性能を発現する異方性拡散フィルムを製造できる方法を提供する。
【解決手段】厚さが10μm〜300μmである二軸延伸シンジオタクチックポリスチレン(SPS)フィルムを、加圧ロール11と研磨ロール12の間で挟持することにより、フィルムの表面に、表面粗さが0.2μm〜1μmである凹凸を設ける。
(もっと読む)
凹凸シート及びその製造方法
【課題】ロール状に巻き取っても凹凸パターンが潰れてしまうことがないので、例えば光学的性能等の凹凸パターン本来の機能を発揮することができる凹凸シート及びその製造方法を提供する。
【解決手段】帯状のシート面20に凹凸パターン30が形成され、ロール状に巻き取られる凹凸シートにおいて、シート面の幅方向における少なくとも両端部に、シートの長手方向に沿って凹凸パターン30の凸部30Aよりも背の高い背高凸条部34が形成されている。
(もっと読む)
凹凸シート及びその製造方法
【課題】ロール状に巻き取っても凹凸パターンが潰れず、光学的性能等の凹凸パターン本来の機能を発揮できる凹凸シート及びその製造方法を提供する。
【解決手段】表面に凹凸パターン30が形成され、ロール状に巻き取られる凹凸シートであって、その両端部にシートの長手方向に沿ってシート厚みが他の部分よりも厚い帯状段差部34を設ける。この凹凸シートは、ダイから押出した樹脂シート20にこのシート20より狭幅の帯状基材24をラミネートし、型ローラにより凹凸パターン30を転写した後、両端はみ出し部20A.20Bを折り曲げ接着することにより得られる。
(もっと読む)
照明光路制御用光学レンズシートの製造用金型及び前記金型を用いて製造する前記シートおよび前記金型を用いて前記シートを製造する方法並びに液晶表示装置並びにディスプレイ
【課題】本発明は、液晶表示装置などのディスプレイの光源からの照明光路制御用光学レンズシートに関するものであって、その表面を形成している単位となる光学レンズが規則的に配置されている場合、液晶パネルの画素と光学レンズが干渉してモアレを生じ易いという問題と、その単位となる光学レンズの表面形状によっては、耐擦傷性や輝度の低下を生じるという問題があり、それらの解決を課題とする。
【解決手段】単位となる光学レンズの表面に、その単位寸法より微細な寸法の微細凹凸部を、3箇所以上で前記表面に沿って、前記表面を覆うように設けることにより、前記課題を解決するものである。
(もっと読む)
ロール金型の製造方法
【課題】高精度な溝形状が外周面に形成されたプリズムシート製造用のロール金型の製造方法を提供すること。
【解決手段】本発明のロール金型の製造方法は、シート状の基材上に略三角柱状の微細なプリズム部が繰り返し配置されたプリズムシートを製造するためのロール金型であって、プリズム部と相補的な形状を有する微小溝が外周面に設けられているロール金型の製造方法であって、少なくとも外周面に被削材が配置されたロール状の金型材料4の外周面を第1のバイト8で切削し、微小溝の深さの80%ないし95%を切削加工する第1切削工程と、第1のバイトとは異なる第2のバイト10で、微小溝の残り深さ分を切削加工する第2切削工程と、を備えている。
(もっと読む)
光学シートの製造方法
【課題】所望する配列ピッチとのズレを極力抑え、ピッチの精度の高い単位レンズを容易に形成可能な光学シートの製造方法を提供する。
【解決手段】片面に凸形状の単位レンズ122が複数配列されたレンズシート部12の製造方法は、単位レンズ122を成形する凹状の型531aが複数配列された型形状部531を有する第2ロール53に、単位レンズ122を形成する樹脂Rを充填した状態でレンズ基材層123を圧着する圧着工程と、樹脂Rを硬化させて単位レンズ122の形状を賦形する硬化工程と、硬化工程の後に、第2ロール53から樹脂R及びレンズ基材層123を剥離する離型工程とを備え、凹状の型531aの配列ピッチP1は、単位レンズ122の配列ピッチの設計値Pに対して、単位レンズ122の配列ピッチの硬化後の変化量に対応する補正量ΔPを与えた大きさであり、P1=(1+ΔP)×Pを満たすものとした。
(もっと読む)
レンチキュラーシート作製装置および作製方法
【課題】レンチキュラーシートの作製装置および作製方法を提供する。
【解決手段】
感光体と、前記感光体上に所定ピッチの縞状の静電潜像を形成するための光照射部と、前記感光体上に透明トナーを塗布して前記静電潜像を縞状の透明トナー像に現像するための現像部と、前記縞状の透明トナー像を透明基材上に転写するための転写部とを有し、前記縞状の透明トナー像を前記透明基材上に形成するための透明トナー像形成転写部と、前記縞状の透明トナー像を、溝を有する型で加圧成形して前記ピッチで配列した凸レンズを形成するためのレンズ形成部とを備えるレンチキュラーシート作製装置。
(もっと読む)
インプリント用ロール状モールドおよびその製造方法
【課題】表面に微細な凹凸形状が継ぎ目なく形成された、機械強度に優れたロール状モールドとその製造方法を提供する。
【解決手段】陽極酸化ポーラスアルミナの規則的な細孔配列を利用して形成された凹凸形状が、表面に継ぎ目なく形成されている連続インプリント用ロール状モールドと、それを作製するために、表面にホールアレー構造またはピラーアレー構造を有するロール状モールドの作製には、陽極酸化ポーラスアルミナ層を形成したパイプまたは丸棒形状のアルミニウム材を鋳型として用い、陽極酸化ポーラスアルミナ層の細孔内へ物質の充填を行い、鋳型を溶解除去することで、細孔配列が転写されたロール状モールドを製造できる。得られたロール状モールドは、ポリマー等の基板表面に継ぎ目なく微細なパターンを連続転写するためのインプリント用モールドとして使用できる。
(もっと読む)
パターンシートの製造方法及び製造装置
【課題】高い転写率を実現し、また、シートの両面に形成されたパターンの位置決めを高精度に行うことの可能なパターンシートの製造方法及び製造装置を提供する。
【解決手段】両面に所定形状のパターンが形成されたパターンシートを製造する方法は、押出成形機のTダイ13から押出シートを吐出する工程と、Tダイ13から吐出された押出シートを一対のロール15で挟圧するとともに、この押出シートの両面にパターンを形成し、パターンシート16に成形するパターンシート成形工程と、成形されたパターンシート16を搬送し断裁する工程とを備え、ロールの表面にはパターンシート16に形成されるパターンに対応するパターンが形成され、片面にパターンが形成された一対のラミネートシート14を押出シートの両面に挿入して一対のロール15により挟圧することで、このラミネートシート14を押出シートの両面にラミネートし、パターンシート16を製造する。
(もっと読む)
ロール金型の製造方法、及び光学シートの製造方法
【課題】光学シートを形成するのロール金型を製造するに際し、溝の切削開始部と溝の切削終了部とで、溝形状が変化してしまうことを抑制できるロール金型の製造方法を提供する。
【解決手段】凹凸形状を有する光学シート10の凹凸部分を成形するロール金型20を製造する方法であって、表面に被加工層が形成されたロール基体21を回転させ、切削工具30により光学シートの凹凸に対応する溝23を形成させる工程を含み、溝を形成させる工程では、切削工具による切り込みは、切削工具のバイト角度のうち、送り方向後ろ側となるバイト角度と同じ角度となるように送りつつロール基体の回転軸に近付ける方向に行われることを特徴とする。
(もっと読む)
合成紙をエンボスしてなるエンボス合成紙の製法及びそのエンボス装置
【課題】樹脂と自然繊維からなる合成紙をエンボスして、自然の繊維からなる紙のエンボス紙と同様なエンボス合成紙を製作する方法及び装置を提供すること。
【解決手段】重さが20g/m2 〜210g/m2 である三層構造の合成紙を(1)石英電気オーブン,赤外線加熱器で65℃〜160℃,好ましくは115℃にて予熱及び加熱して,(2)少なくともショアA硬さが60〜90であるゴム製型押しロールと、表面に浮き彫り模様の型があるエンボスロールとからなるエンボス設備にてエンボスし,(3)上記エンボス設備は、エンボス加工中に、エンボスロールとゴム製型押しロールとを同調させて同時に冷却し、(4)更に左右一組の冷却ドラムで冷却し、合成紙上の浮き彫り模様を定着成形してエンボス合成紙となすことからなる。
(もっと読む)
インモールド用ラベル及びその製造方法
【課題】不必要なブリスターを効果的に排除することにより、インモールド用ラベルを物品の表面に密着させることができる。
【解決手段】インモールド用ラベルが特定物品に結合された場合には、インモールド用ラベル表面に交互かつ連続的に配列された複数の突起マイクロ構造により、多方向の排気ルートが形成される。
(もっと読む)
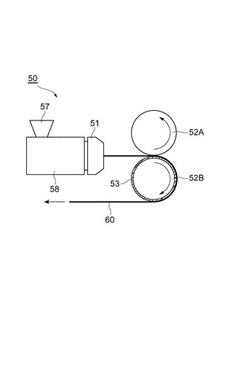
樹脂シートの製造方法
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】形状ロールから剥離された連続樹脂シートの、形状が転写された側のシート表面を冷却する冷却工程を備え、シート表面の表面温度が、樹脂のガラス転移温度Tgに対して、(Tg+5)℃〜(Tg+50)℃の範囲であるときに、シート表面を冷却する。これにより、転写型から剥離された後の連続樹脂シートの表面形状を硬化させ、転写された表面形状を好適に維持する。
(もっと読む)
光学部材の凹凸形状を決定する方法
【課題】光学部材の凹凸形状をより簡易に決定するための方法を提供すること。
【解決手段】試作用の転写型53の形状を異なる転写率(h3/h1)で転写することにより、互いに異なる凹凸形状を有する複数の光学部材試作品30を成形するステップと、複数の光学部材試作品30それぞれの光学特性を評価するステップと、光学特性に基づいて光学部材の凹凸形状を決定するステップと、を含む、光学部材の凹凸形状を決定する方法。
(もっと読む)
21 - 40 / 330
[ Back to top ]