
Fターム[4F209PA04]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 表面成形の区分 (2,868) | 機械的手段によるもの (2,645) | 成形用ローラを用いるもの (786) | 一対のローラ間で表面成形するもの (330)
Fターム[4F209PA04]に分類される特許
81 - 100 / 330
光学シートの製造方法
【課題】 本発明は、表面に直線状の配列パターンの精度に優れた光学シートの製造方法を提供する。
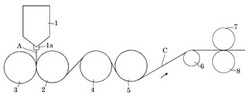
【解決手段】 本発明の光学シートの製造方法は、押出機1から押出される溶融状態の熱可塑性樹脂シートAを成形ロール2と冷却ロール3との間に送り込んでこれらの両ロール2、3により挟圧して冷却しながら、上記熱可塑性樹脂シートAの一面に直線状の配列パターンを形成した後、上記熱可塑性樹脂シートAを上記成形ロール2の周面温度に載せた状態で搬送し、上記成形ロール2の後方に配設されたアニールロール4に供給してアニーリング処理を施す光学シートの製造方法であって、上記成形ロール2と上記アニールロール4との間の上記熱可塑性樹脂シートAの張力がシート断面積1cm2当り150〜250Nであることを特徴とする。
(もっと読む)
モールドシートの製造方法及びモールドシート

【課題】連続的に生産できるモールドシートの製造方法を提供する。
【解決手段】基材が巻き取られた供給ロール及びエンボスロールを準備する(S1)。供給ロールから基材を巻きだし、基材をエンボスロールに搬送する。そして、基材とエンボスロールとの間に、シリコーン組成物からなる未硬化層を形成し、未硬化層を基材とエンボスロールとにより挟む(S2)。エンボスロールを加熱しながら回転し、未硬化層の表面に複数のエンボスパターンを転写しながら未硬化層を熱硬化する(S3)。熱硬化された未硬化層が形成された基材を、エンボスロールから剥がした後、未硬化層をさらに熱硬化してシリコーン層を形成する(S4)。
(もっと読む)
高分子フィルムの製造方法
【解決手段】使用する転写ロール、またはエンボスロールと形状を成形する高分子フィルムの間に、離型性のあるフィルムを挿入し、転写ロール、またはエンボスロールに成形された特定の形状を離型性フィルムを通して、高分子フィルムに成形することによって、転写ロール、またはエンボスロールに起因するキス゛やスシ゛等の欠点をなくす、あるいは問題ないレヘ゛ルにまで低減し、光学用途や電気用途の基板に適用できる高分子フィルムを提供する。
【効果】高分子フィルムの表面に転写ロール、またはエンボスロールを用いて特定の形状を成形する方法において、転写ロール、またはエンボスロールに起因するキス゛やスシ゛等の欠点を含まない形状を提供し、合わせて転写ロール、またはエンボスロールの寿命をのばす。
(もっと読む)
光学フィルムの製造方法
【課題】安価で、ひび割れや破断、外観不良や光学物性の変化を抑制し、保管安定性とを兼ね備えたアクリル系光学フィルムおよび光学フィルムロールを提供する。
【解決手段】延伸フィルムの端部にナーリング加工歯の高さの20%未満の高さの凸部が形成されるように転写を行い、該凸部の高さを25μm以下とすることで、保管安定性に優れた光学フィルムおよび光学フィルムロール。
(もっと読む)
転写装置及び転写方法
【課題】成形品の厚さを均一に保つことが可能な転写装置を提供する。
【解決手段】基板2における複数の部位の厚さを測定する厚さ測定手段11と、基板1の厚さ方向の一方の面に、薄膜状の紫外線硬化樹脂を設置する紫外線硬化樹脂設置手段12と、基板1の各部位における厚さと、紫外線硬化樹脂設置手段12で設置される基板1の各部位における紫外線硬化樹脂3の膜厚との和が一定になるように厚さ測定手段11の測定結果に応じて紫外線硬化樹脂設置手段12で設置する紫外線硬化樹脂3の量を制御する制御手段9と、微細な転写パターンが外周に形成されている型14により基板1の紫外線硬化樹脂3を押圧し、型14を回転させつつ基板1を移動することによって押圧する部位を移動し、押圧部位に紫外線を照射して紫外線硬化樹脂を硬化して転写する転写手段13とを有する。
(もっと読む)
表面微細凹凸体およびその製造方法
【課題】光学素子として優れた性能を発揮する表面微細凹凸体とその製造方法、さらには、表面微細凹凸体の凹凸パターンが転写された転写体とその製造方法を提供する。
【解決手段】加熱収縮性フィルムからなる樹脂製の基材の少なくとも片面に、樹脂製の硬質層を設けて積層フィルムを形成する積層フィルム形成工程と、記積層フィルムを加熱して基材を収縮させることにより、硬質層を折り畳むように変形させ、凹凸パターンを形成する収縮工程とを有し、収縮工程では、収縮の主方向と直交する方向には収縮しないように、積層フィルムに力を作用させながら収縮させる。このようにして製造された表面微細凹凸体は、凹凸パターンの深さが大きく、反射防止体やワイヤーグリッド偏光子などの光学素子への使用に適する。
(もっと読む)
原版シートの製造方法および凹凸パターン転写シートの製造方法
【課題】離型性に優れる原版シートを簡便に製造できる原版シートの製造方法を提供する。
【解決手段】本発明の原版シートの製造方法は、加熱収縮性樹脂フィルムの片面または両面に、表面が平滑な樹脂製の硬質層を形成して、積層シートを得る硬質層形成工程と、前記積層シートを加熱収縮させることにより、硬質層を折り畳むように変形させて、硬質層の表面に凹凸パターンが形成された凹凸パターン形成シートを作製する凹凸パターン形成シート作製工程と、前記凹凸パターン形成シートに形成された凹凸パターンの表面に、金属または金属化合物からなる金属含有層を形成する金属含有層形成工程と、前記金属含有層の露出面に、フッ素系離型剤を含有する離型剤層を形成する離型剤層形成工程とを有する。
(もっと読む)
円筒状の金型、光再利用シート、及び太陽電池モジュール
【課題】太陽電池セル30に効率的に集光可能なシートを成形可能な円筒状の金型S、その金型Sにより成形されたシート、及びそのシートを使用した太陽電池モジュール200を提供する。
【解決手段】金型Sは、表面に凹凸形状を有する成型部が形成された円筒状の金型本体S1を備える。上記成型部に形成される凹凸形状として、軸方向に延びる溝が円周方向に沿って複数形成されたひだ部P1と、円周方向に延びる溝が軸方向に沿って複数形成された帯状溝部B1と、を有する。この金型Sを使用してシートを成型し、太陽電池モジュール200に用いる。
(もっと読む)
プリズムフィルムの製造方法
【課題】フィルムの加工性やフィルムのハンドリング性に優れ、かつ賦形性にも優れるプリズムフィルムの製造方法を提供する。
【解決手段】透明樹脂を溶融して押し出す押出工程、押し出されたフィルム状の透明樹脂30をプリズム形状が賦形された賦型ロール14と狭圧手段20との間に挟んで、賦型ロール14のプリズム形状を上記押し出されたフィルム状の透明樹脂30に転写しつつ冷却固化させる賦形工程、及びプリズム形状が転写されたフィルムを賦型ロール14から剥離した後、さらに冷却ロール16で冷却する冷却工程を経て、プリズムフィルムを製造する方法において、上記透明樹脂として、メルトフローレイトが0.1g/10分以上40g/10分以下のものを選択する。この方法によってプリズムフィルムを製造し、得られるプリズムフィルムに偏光板を貼合すれば、偏光板付きプリズムフィルムが製造できる。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】樹脂シートの転写ロールへのトラレ現象を抑制し、樹脂シートの表面に凹凸形状を高い転写率で転写できる表面形状転写樹脂シートの製造方法を提供する。
【解決手段】本発明の製造方法は、樹脂を加熱溶融状態でダイ8から連続的に押し出して連続樹脂シート2を得る押し出し工程と、連続樹脂シート2を第一押圧ロール11と第二押圧ロール12とで挟み込む第一押圧工程と、第一押圧工程の後に、連続樹脂シートを第二押圧ロール12に密着させた状態で搬送する第一搬送工程とを含み、第二押圧ロール12は、その表面に転写型22を備え、該転写型22は複数の凹溝を有し、第一搬送工程において、搬送中の連続樹脂シートにおける第二押圧ロール12に密着している領域の少なくとも一部を冷却することを特徴とする。
(もっと読む)
微細形状転写フィルムの製造方法および微細形状転写フィルム
【課題】薄膜化しても微細形状を加熱により連続的に均一にフィルム表面に転写加工可能な微細形状転写フィルムの製造方法を提供すること。
【解決手段】厚さ100μm以下の熱可塑性フィルム表面をガラス転移点以上に加熱し、該表面を微細形状が表面に設けられた金型ローラに接触させると同時に厚さ方向に該金型ローラと該ローラと対向するニップローラとで前記フィルムを挟圧し、前記フィルムに微細形状を転写する微細形状転写フィルムの製造方法において、以下の(1)〜(3)を満たす微細形状転写フィルムの製造方法。
(1)金型ローラもしくはニップローラの内、少なくとも一つのローラの表面が樹脂もしくはエラストマーで被覆されており、
(2)前記熱可塑性フィルムが保護フィルム層と積層されており、
(3)前記熱可塑性フィルムと前記保護フィルムの積層体の厚みの合計が、前記ローラ表面の樹脂層もしくはエラストマー層の厚さ方向の変形量以上である
(もっと読む)
ポリエチレンフィルムの製造方法
【課題】ちらつきが抑制されたポリエチレンフィルムの製造方法を提供する。
【解決手段】以下の要件(A)および(B)を満たすエチレン−α−オレフィン共重合体を押出機で溶融混練してTダイから押出したポリエチレン溶融膜を、
表面の算術平均粗さ(Ra)が0.5μm以下である冷却ロールと、少なくとも表面がゴム製である押付ロールとで挟圧するポリエチレンフィルムの製造方法。
(A)流動の活性化エネルギー(Ea)が40〜100kJ/mol
(B)190℃の条件で、角周波数0.1rad/秒で測定された溶融複素粘度η*0.1と、角周波数100rad/秒で測定された溶融複素粘度η*100との比である、η*0.1/η*100が10〜100
(もっと読む)
金型、金型の製造方法、プリズムシート、光学機能シート、光学フィルター及び映像表示装置
【課題】容易に作製できる、電磁波の遮蔽及びコントラストの向上を図れる光学機能シート、該光学機能シートに備えられるプリズムシート、該プリズムシートを容易に作製できる金型、該金型の製造方法、該光学機能シートを備えた光学フィルター、及び該光学フィルターを備えた映像表示装置を提供するを提供する。
【解決手段】円柱状であって、円周方向に沿って複数の溝が外周面に形成されており、溝は、凹部および凸部を底に有し、凹部および凸部は、溝の長手方向において交互に形成されている金型、該金型の製造方法、該金型を用いて作製されるプリズムシート、該プリズムシートを有する光学機能シート、該光学機能シートを有する光学フィルター、及び該光学フィルターを有する映像表示装置とする。
(もっと読む)
ロールスタンパ
【課題】スリーブのがたつきが抑えられ、かつセンタリング性が良好であるロールスタンパを提供する。
【解決手段】マンドレル10と、マンドレル10の先端側から基端側に向かってマンドレル10の外周に着脱可能に装着されるスリーブ40とを有し、スリーブ40の外周面に形成された微細凹凸構造を被転写体に転写するロールスタンパ1であって、スリーブ40の両端の開口部が、スリーブ40の端面に向かって拡径するテーパ部とされ、スリーブ40が、マンドレル10の先端側に設けられ、スリーブ40のテーパ部と当接する先端側係止部22と、マンドレル10の基端側に設けられ、スリーブ40のテーパ部と当接する基端側係止部24との間で挟持されたロールスタンパ1。
(もっと読む)
回転加工装置
【課題】帯状体に施される複数の加工を正確に位置合わせする。
【解決手段】回転加工装置20は、複数の加工ロールRP1,RP2と、これら加工ロールに対面配置された単一のアンビルロールRAと、これら加工ロールの上流側及び下流側においてアンビルロールにそれぞれ対面配置された上流側のニップロールRNU及び下流側のニップロールRNDと、を備える。帯状体Wが上流側のニップロールとアンビルロールとの間を通り、次いで加工ロールとアンビルロールとの間を順次通った後に、下流側のニップロールとアンビルロールとの間を通るように搬送され、それによって帯状体が加工ロールによりそれぞれ加工される。
(もっと読む)
光学体およびその製造方法、窓材、ならびに光学体の貼り合わせ方法
【課題】光を上空に効率良く戻すことができる光学体を提供する。
【解決手段】光学体は、帯状の形状を有するとともに、光が入射する入射面を有する光学層と、光学層内に形成された、コーナーキューブ形状を有する反射層とを備える。反射層は、入射角(θ、φ)で入射面に入射した光を指向反射し、コーナーキューブの稜線の方向が、帯状の光学層の長手方向と略平行である光学体である。(但し、θ:入射面に対する垂線l1と、入射面に入射する入射光または入射面から出射される反射光とのなす角、φ:コーナーキューブの稜線と、入射光または反射光を入射面に射影した成分とのなす角)
(もっと読む)
立体模様シートの製造方法、製造装置、及びパターンシート
【課題】押出成形法において高い精度でパターンロール14のパターンを転写させることのできるパターンシート製造方法及び製造装置を提供する。
【解決手段】シート状溶融樹脂S1を吐出するTダイ13、パターンを転写するためのパターンロール14と円弧状の窪み21を有する押さえロール15からなる成形機、成形後のパターンシートを搬送する複数のガイドロール、そしてパターンシートを巻き取る巻取り機からなる。エアーギャップGが短いことで高い流動性を有する押出シートS1に高線圧、および長線圧長を与えることで完全にパターンロール14のパターンを転写させる。
(もっと読む)
低反射導電性表面を有する材料およびその製造方法
【課題】容易に所望の表面形態に形成され、所望の反射防止特性を有する導電性表面、更には光透過可能な低反射導電性表面を有する材料と、その製造方法を提供する。
【解決手段】モールドを用いて形成された、反射防止特性を備えた凹凸パターンを有する表面上に、透明な導電性材料からなる透明導電性薄膜が形成されていることを特徴とする低反射導電性表面を有する材料、およびその製造方法。
(もっと読む)
金型製造方法、および光学シートの製造方法
【課題】プリズム部および光吸収部の形状が複雑なものであっても、これを適切に製造することができる金型製造方法を提供する。
【解決手段】円柱状体の外周面の周方向に沿って溝を形成することにより金型を製造する方法であって、溝の長手方向に直交する断面において、溝のうち対向する壁部の少なくとも一方の壁部が、折れ曲がるように形成された2つの面を有して形成され、折れ曲がるように形成された2つの面の1つを形成する第一の切削バイトと、他の1つの面を形成する第一の切削バイトとは異なる形状の第二の切削バイトとが、円柱状体の軸線方向に並列され、第一の切削バイトにより切削をおこない、これに追随して第二の切削バイトでさらに切削することにより溝が形成されることを特徴とする。
(もっと読む)
光学シートの製造方法
【課題】冷却速度を制御することにより、熱可塑性樹脂シートを製造する際のシートのたわみを少なくし、転写性の低下も同時に防ぐことができる。またプリズムシート裏面に硬度が必要な場合保護フィルム、ハードコート層を設ける工程を省くことができる。
【解決手段】加圧ロール16、パターンロール15と温調ロール群17を備えた押出成形装置を用い、Tダイ13からシート状に溶融樹脂を吐出し、吐出した樹脂シート14をパターン形状を成形するためのパターンロール15と加圧ロール16により加圧し、パターンを成膜する。次にシートを搬送および冷却速度を調整する温調ロール群17により搬送し冷却速度を調整する。ここで温調ロール群17とは下流程低温に設定されており、各部でシートの冷却速度を調整できるように温度を調整可能な温度調整機構を有した複数の搬送ロールで構成されている。
(もっと読む)
81 - 100 / 330
[ Back to top ]