
Fターム[4F209PN01]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 表面成形の操作 (3,786) | 色彩模様を同時に形成するもの (20)
Fターム[4F209PN01]に分類される特許
1 - 20 / 20
太陽電池封止シートの製造方法
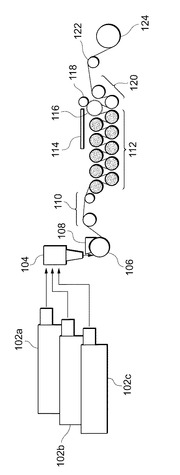
【課題】生産性に優れるだけでなく、シートへのエンボス形状の転写性に優れた、太陽電池封止シートの製造方法を提供すること。
【解決手段】表面の少なくとも一部にエンボス加工が施された太陽電池封止シートの製造方法であって、樹脂又は樹脂組成物をTダイ(104)で溶融押出して溶融シートとし、前記溶融シートを、表面が平滑であるキャスティングロール(106)を用いて冷却することで、15m/分以上の製膜速度で平滑シートを得る製膜工程と、前記平滑シートを加熱することで軟質化させ、前記軟質化された平滑シートをエンボスロール(116)に接触させることよって、前記平滑シートの表面の少なくとも一部にエンボス加工を施すエンボス工程と、前記エンボス加工が施された平滑シートを冷却する冷却工程と、を含む太陽電池封止シートの製造方法。
(もっと読む)
加飾成型材、及びその製造方法
【課題】賦型材表面の凹凸を転写することにより得られる凹凸模様と、金属光沢、着色、印刷図柄等を同時に、しかも鮮明に生産性よくプラスチック基材に付与した加飾成型材、及びその製造方法を提供する。
【解決手段】プラスチック基材上に、プラスチックフイルムの片面に意匠層が形成された転写材、少なくとも片表面に凹凸を有する賦型材が順次載置された積層体を得る工程(A)、加熱してプラスチック基材を溶融状態にする工程(B)、プラスチック基材が溶融状態である積層体を少なくとも賦型材側から加圧して、転写積層体を得る工程(C)、前記転写積層体を冷却後、転写材のプラスチックフイルム及び賦型材を剥離して、意匠層及び少なくともプラスチック基材の意匠層側表面に凹凸模様を形成する工程(D)からなること、及び一度使用された賦型材を再度使用しない。
(もっと読む)
加飾シートの製造方法

【課題】インサート成形法に使用する場合においても、目標とする立体的意匠の美観を忠実に再現し得るようにした加飾シートの製造方法を提供する。
【解決手段】基体シート10の背面にエンボス加工により凹凸形状面11を形成し、凹凸形状面11上にUV硬化性インキ層12を形成し、UV照射によるUV硬化性インキ層12の硬化後、UV硬化性インキ12層上に絵柄層13を形成する。したがって、インサート成形の際に基体シート10が加熱されても凹凸形状はそのまま保持されるので、製造される加飾シート1は目標とする立体的意匠の美感を忠実に再現できる。
(もっと読む)
ローラーによる精細な模様の形成方法
【課題】従来利用されてきた、外周面に模様のあるローラーを塗面上に転がして、模様を形成する方法は、利用できる離型剤や離型剤の使用方法に制約があり、精細な模様の形成が困難であり、又作業者への健康影響があった。
【解決手段】建材又は建築物の塗装基材面に塗剤を塗布し、塗剤が乾燥する前に塗剤上にシリコン系離型剤を噴霧した後、外周面に模様のあるローラーを塗剤の上に転がし、塗剤上に模様を形成する方法であり、精細な模様を作業者への健康影響なしに形成出来る。
(もっと読む)
高品質ヘアライン意匠加飾シートの製造方法
【課題】ヘアライン目の加工時に発生する糸状の削り屑による外観不良がなく、美麗なヘアライン目の意匠性に優れた加飾成形品を得るための加飾シートを提供する。
【解決手段】金型のキャビティ面に加飾シートを配置して、樹脂を流し込み加飾シートと樹脂とを一体化するインサート成形または成形品表面に加飾シートを密着、熱転写によって成形品の表面に加飾を施す加飾シートの製造方法において、基体シート2の冷却後にヘアライン目7を形成し、ヘアライン目7上に加飾層4を積層形成する。
(もっと読む)
ステッチ模様を設けた部材の製造方法
【課題】表面に該表面と異なる色のステッチ模様を設けた部材の製造方法を提供する。
【解決手段】前工程において所要形状に成形した合成樹脂製の基材10の表面に向けレーザー光を照射して、基材10の表面12を変色させてステッチ模様STの糸部20を形成すると共に、糸部20の端部には表面12から陥凹状に彫り込んだ針穴部22を形成する。なお、基材10を成形する樹脂材料には、レーザー光の照射により変色または発色する添加剤が添加されている。
(もっと読む)
レーザ彫刻およびインモールド転写技術によりプラスチック製品上にレーザ彫刻パターンを形成する方法およびその製品
【課題】
レーザ彫刻およびインモールド転写技術によりプラスチック製品上にレーザ彫刻パターンを形成する方法およびその製品を提供する。
【解決手段】
まず、透明薄膜21を有する転写薄膜20を製作し、透明薄膜21の底面に1層の紫外線硬化透明ワニスを塗布して保護層22を形成した後、保護層22の下方に1層の印刷層23を塗布する工程と、射出成形金型のキャビティ中に転写薄膜20を配置し、金型のキャビティ中にプラスチックを注入してプラスチック射出成形物品10を形成し、プラスチック射出成形物品10の表面に転写薄膜20を貼り付ける工程と、保護層22が貼り付けられたプラスチック射出成形物品10の表面に紫外線を照射し、保護層22を硬化させる工程と、レーザ彫刻機が生成させるレーザビーム31により、プラスチック射出成形物品10の表面上にレーザ彫刻パターンを形成させる工程とを含む。
(もっと読む)
インプリント装置
【課題】転写工程後、スタンパを容易に、かつ、迅速に基板から取り外すことができ、しかも、インプリント装置内の雰囲気の清浄化を図ることができること。
【解決手段】転写後、記録媒体用基板DをスタンパSTAおよびSTBから離隔させる突き出し機構が、排気通路68aを有する型可動台68に移動可能に設けられるスリーブ50、および、コイルスプリング78と、排気通路28aを有する型固定台28に移動可能に設けられるスリーブ40、および、コイルスプリング38により形成されるもの。
(もっと読む)
レーザーエッチング品の製造方法およびレーザーエッチング品
【課題】レーザー光の照射領域の樹脂成形品の表面とレーザー光を照射しない部分とで色目が異なる、意匠性に富んだレーザーエッチング品の製造方法を提供する。
【解決手段】レーザー光照射によりレーザー光3が照射された領域が変色する樹脂成形品1の上に加飾層2が積層された加飾成形品6に対し、表面に加飾層2が積層された側から加飾成形品6の一部にレーザー光3を照射して、レーザー光3が照射された領域の加飾層2を除去し、さらにレーザー光3の照射を継続してその領域の樹脂成形品表面を変色させることにより変色部4を形成する。
(もっと読む)
インプリント方法
【課題】光照射により硬化した光硬化性樹脂からインプリント用モールドを離す工程における欠陥の発生を抑制できるインプリント方法を提供すること。
【解決手段】インプリント方法は、第1および第2の領域を含む基板1上に光硬化性樹脂を塗布する工程と、前記光硬化性樹脂にインプリント用モールド10を接触させる工程と、インプリント用モールド10を介して光硬化性樹脂に光を照射して光硬化性樹脂を硬化する工程と、少なくとも前記第1の領域を含む基板1の領域上に塗布された前記光硬化性樹脂に所定の処理を加えガスを発生させる工程と、前記ガスの発生後、前記光硬化性樹脂からインプリント用モールド1を離し、基板1上にパターンを形成する離型工程とを含み、前記第1の領域に塗布された前記光硬化性樹脂から発生する前記ガスの発生量が、前記第2の領域に塗布された前記光硬化性樹脂から発生する前記ガスの発生量よりも大きいことを特徴とする。
(もっと読む)
レーザーエッチング品の製造方法およびレーザーエッチング品
【課題】樹脂成形品の表面に樹脂組成物の樹脂色と異なる塗料を塗って塗膜を形成し、その塗膜の一部にレーザー光を照射して塗膜を除去してレーザーエッチング品を形成する工法では塗膜を除去した部分と除去しない部分の境界で凹部が生じてしまうが、レーザー光照射によっても、この凹部を生じさせないようにして、塗膜を除去した部分の鮮明な表示を維持でき、周囲が剥がれないレーザーエッチング品の製造方法を提供する。
【解決手段】レーザー光3照射によりレーザー光3が照射された領域が発泡する樹脂成形品1の上に加飾層2が積層された加飾成形品6に対し、表面に加飾層2が積層された側から加飾成形品6の一部にレーザー光3を照射して、レーザー光3が照射された領域の加飾層2を除去し、さらにレーザー光3の照射を継続してその領域の樹脂成形品1の表面を発泡させることにより発泡層4を形成する。
(もっと読む)
型押し表面を有する素材とその製造法
本発明は剥離ウェブおよびフローリング材、壁紙型押しラミネートのような最終製品の双方を含んだ様々な型押し、素材を形成するための工程および設備を特徴としている。ここに記載された工程は、硬化可能な材料が適用されるのではなく、型押し媒体を通過して放射線硬化することを可能にしている。 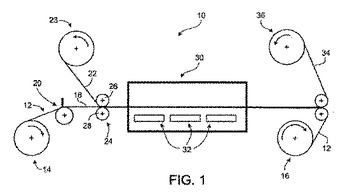 (もっと読む)
(もっと読む)
ナノインプリント用スタンパ、ナノインプリント用スタンパの製造方法、およびナノインプリント用スタンパの表面処理剤
【課題】本発明の課題は、剥離層をスタンパ表面に簡便に形成することが可能であり、かつ多数回に渡って連続して転写が行われても剥離性の劣化が少ない耐久性に優れたナノインプリント用スタンパを提供することにある。
【解決手段】被転写体に転写する微細パターンが表面に形成されているスタンパ2において、前記表面に含フッ素ポリエーテル102が付与されており、前記含フッ素ポリエーテル102の両末端のうち少なくとも片末端は前記表面と化学的に結合しているとともに、前記含フッ素ポリエーテル102を構成するフルオロポリエーテル鎖は、パーフルオロポリエーテル鎖の主鎖のフッ素原子の一部が水素原子に置換されてなることを特徴とする。
(もっと読む)
インプリントリソグラフィ
【課題】基板と、パターンを担持する硬化した無機ゾルゲルとからなるインプリントテンプレートを提供する。
【解決手段】インプリントテンプレートを作成する方法は、マスタインプリントテンプレートのパターン付き表面に硬化性材料を塗布し、硬化性材料を硬化し、それによってマスタインプリントテンプレートのパターン付き表面の逆であるパターン付き表面を有する第二インプリントテンプレートを形成し、マスタインプリントテンプレートから第二インプリントテンプレートを除去し、無機ゾルゲルを基板に塗布し、第二インプリントテンプレートで無機ゾルゲルにインプリントし、無機ゾルゲルを硬化させ、無機ゾルゲルがマスタインプリントテンプレートのパターン付き表面に対応するパターン付き表面を有する第三インプリントテンプレートを形成するように、硬化した無機ゾルゲルから第二インプリントテンプレートを除去する。
(もっと読む)
印刷回路基板の製造方法
【課題】インプリント法を用いた印刷回路基板の製造方法を提供すること。
【解決手段】(a)所望の配線パターンに対応するエンボスパターンが形成されたモールドを準備する工程と、(b)前記モールドのエンボスパターン形成面に重合用酸化剤を付着する工程と、(c)前記モールドを樹脂層に押圧する工程と、(d)前記樹脂層から前記モールドを分離して、前記樹脂層に前記重合用酸化剤が付着したパターンを形成する工程と、(e)前記樹脂層に形成されたパターンの内部に、選択的に導電性高分子のモノマーを充填して重合させることにより、導電性高分子の配線を形成する工程と、を含む印刷回路基板の製造方法。
(もっと読む)
クッション材の成形装置およびクッション材
【課題】1枚の平板状のラテックス素材から表面に凹凸のある2枚のクッション材を連続的に成形可能なクッション材の成形装置を提供することを課題とする。
【解決手段】表面に複数の突起2を有する一対の回転ローラ3と、前記回転ローラ3の後部側に配設された無端の帯状カッター4と、前記帯状カッター4を緊張して走行させる一対のプーリ5とを備え、前記回転ローラ3の前部側よりクッション素材6を供給してクッション材7を成形するクッション材の成形装置において、前記帯状カッター4の切刃部4aに切刃ガイド8を設けたことを特徴とするクッション材の成形装置1により、上記の課題を解決する。
(もっと読む)
エンボス加工装置
【課題】しわ及びカールのない状態のエンボス加工された印画物を得ることのできるエンボス加工装置を提供する。
【解決手段】凹凸17が形成された表面を有し且つ加熱手段19を有するエンボスローラ15と、前記エンボスローラ15と対向して配置された対向ローラ16とを備え、前記加熱手段19により加熱された前記エンボスローラ15と前記対向ローラ16との間にシート状の印画物2を挟み込んで前記印画物2に凹凸を付与するエンボス加工装置1において、前記エンボスローラ15と前記対向ローラ16との間の前記印画物2に凹凸を付与する部分の、前記印画物2の送出方向に対する下流側に、前記印画物2の送出方向に沿って延び且つ前記印画物2を略平坦な状態で挿通可能な間隙部28が設けられたカール防止ガイド25を備える。
(もっと読む)
エンボス化粧シート及びその製造方法
【課題】エンボス化粧シートについて、プレゼンテーション用、試作用、1品生産用等の少量生産用途でも迅速に効率良く対応でき、しかもドア1枚分等の大きなサイズでも対応できる様にする。
【解決手段】透明熱可塑性樹脂フィルム1の表側とする表面にエンボスロールを用いたエンボス加工で凹凸模様2を設け、他方の裏面には少なくとも粘着剤層3を設けたエンボス粘着フィルム10を予め作製しておき、このエンボス粘着フィルムを、熱可塑性樹脂からなる基材フィルム6上にインクジェット印刷法で柄印刷層7を設けて作製した印刷フィルム20の柄印刷層側の面に粘着剤層で接着積層して、エンボス化粧シート30を製造する。透明熱可塑性樹脂フィルムと基材フィルムはオレフィン系樹脂のフィルムが良い。透明熱可塑性樹脂フィルムの表面にリコート性の表面樹脂層を設けるのも良い。
(もっと読む)
樹脂の加飾方法及び加飾された樹脂成形品
【課題】 微細なパターンの意匠でも容易に、簡素な設備で、低コストで、樹脂表面に加飾する。
【解決手段】 レーザー照射前にレーザー吸収性材料又は結晶性樹脂を第1のローラーにより基材樹脂表面に塗布する工程と、レーザーを用いて樹脂表面を選択的に加熱・溶融する工程と、レーザー照射後に該レーザー吸収性物質又は結晶性樹脂を第2のローラーにより基材樹脂表面に定着させる工程とを含む樹脂の加飾方法。
(もっと読む)
樹脂被覆ローラ表面の平滑装置
【課題】 薄肉化した芯金表面の樹脂被覆層表面の平滑性を向上させる樹脂被覆ローラ表面の平滑装置を提供する。
【解決手段】 中空円筒状の芯金1上に樹脂被覆層3を有する樹脂被覆ローラの平滑化装置であって、ローラの両端部を回転自在に支持するハウジング11,12と、ローラを回転駆動するチャック15と、芯金1内部に配置される加熱ヒータ8と、ローラに当接した状態で連れ回り回転する押圧ローラ25と、押圧ローラ25を加熱するカートリッジヒータ31と、押圧ローラ25をローラの軸方向に並進可動するアクチュエータ30と、ローラの表面温度を測定する温度センサ21と、ローラに非接触でかつ芯金1の外部に設けられ、ローラを加熱する加熱ヒータ35と、加熱ヒータ35をローラの軸方向に並進可動するアクチュエータ37とを備える。
(もっと読む)
1 - 20 / 20
[ Back to top ]