
Fターム[4F210AG23]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 一般形状、構造物品(用途物品優先) (3,408) | 部分(細部) (46) | 端部(上下部、頭底部、前後部) (18)
Fターム[4F210AG23]の下位に属するFターム
フランジ部を有するもの
Fターム[4F210AG23]に分類される特許
1 - 18 / 18
積層フィルムおよびその製造方法
【課題】不活性粒子を含有する極めて薄い層を表層に配置する際に、薄い層の長手方向における厚み斑を小さくできる積層フィルムの製造方法の提供。
【解決手段】不活性粒子Aを含有するポリエステル(A)からなるフィルム層(A)を、ポリエステル(B)からなるフィルム層(B)の少なくとも片面に共押出で積層し、表面を形成するフィルム層Aの合計厚みが、積層フィルム全体の厚みに対して、1〜10%の範囲で、かつ不活性粒子Aの平均粒径が、表層に位置するフィルム層Aの厚みに対して、0.5〜3倍の範囲で、フィルム層(A)とフィルム層(B)とを共押出によって積層する際に、製膜方向および積層方法に直交する方向(幅方向)の両端部にポリエステルAからなるエッジ単層部を設けた状態で押出し、少なくとも一方向に延伸後にエッジ単層部をトリミングする積層フィルムの製造方法。
(もっと読む)
逐次二軸延伸フィルムの製造方法
【課題】広幅で高倍率の場合にネックダウン量が不安定になりやすく、ネックダウン変化量を抑えるためにエッジ厚みを上げると、端部でのニップ力が上がるが、口金にてエッジ厚みを厚くしフィルム形状因子αを上げた場合、エッジの予熱が十分に出来ず、延伸時にフィルムが配向結晶化してしまい横延伸工程で破断してしまうが、このような問題を解決する逐次二軸延伸フィルムの製造方法を提供する。
【解決手段】フィルムエッジにエンボス加工を施すエンボス工程、ロール式の縦延伸工程をこの順に有することを特徴とする、逐次二軸延伸フィルムの製造方法。
(もっと読む)
配向積層ポリエステルフィルムおよびその製造方法
【課題】エッジ単層部と中央部の境目に発生する厚み斑を抑制し、切断や厚薄の問題を回避でき、結果生産性を向上できる配向積層ポリエステルフィルムの製造方法の提供。
【解決手段】ポリエステル(A)からなるフィルム層(A)と、ポリエステル(B)からなるフィルム層(B)とを積層し、それら積層方向および製膜方向に直交する方向(幅方向)の両端部にポリエステル(B)からなるエッジ単層部を設けた未延伸シートを押し出し、少なくとも幅方向に延伸した後にエッジ単層部をトリミングする配向積層ポリエステルフィルムの製造方法であって、
ポリエステル(A)とポリエステル(B)とは、繰り返し単位の80モル%以上が同じ繰り返し単位であり、かつ固有粘度の差が0.03dl/g以下である配向積層ポリエステルフィルムの製造方法。
(もっと読む)
引抜延伸による熱可塑性樹脂シートの製造方法
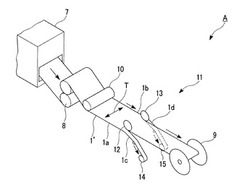
【課題】引抜延伸後の熱可塑性樹脂シートを巻取り機で巻き取る際に巻きシワの発生を防止できるとともに、厚さや機械的物性を均一にし、好適に熱可塑性樹脂シートを引抜延伸成形して製造することを可能にする引抜延伸による熱可塑性樹脂シートの製造方法を提供する。
【解決手段】一対の引抜延伸ロールの間に通過させて熱可塑性樹脂シートを引抜延伸しつつ引抜延伸後の熱可塑性樹脂シート1’を巻取り機9で巻き取って、引抜延伸した熱可塑性樹脂シート1’を製造する方法において、一対の引抜延伸ロールと巻取り機9の間に設けた端部切断除去装置11によって、引抜延伸後の熱可塑性樹脂シート1’の幅方向T両端部1a、1b側をそれぞれ切断除去し、両端部1a、1b側を切断除去した引抜延伸後の熱可塑性樹脂シート1’を巻取り機9で巻き取るようにした。
(もっと読む)
フィルム同士の熱溶着接合方法及び接合装置並びに光学フィルムの製造方法

【課題】フィルム同士の後端部と先端部とを熱溶着した後に皺が発生したり、テール部分が長くなったりしないようにできる熱溶着接合方法を提供する。
【解決手段】第1フィルム36aと第2フィルム40aとを重ね合わせた接合領域部分の両側にそれぞれ対向配置され、平坦な吸着面を有する吸引ボックス88,101と、吸引ボックス88,101同士及び接合領域部分を互いに接近移動及び離間移動させる昇降部78と、吸引ボックス88,101同士をそれぞれフィルム長手方向に移動させるスライド部92,96と、吸引ボックス88,101の吸着面に吸引力を付与する吸引力発生手段と、第1及び第2のフィルム36a,40aをそれぞれ切断して接合領域部分に後端部と先端部を形成する切断刃89,102と、第1フィルム36aの後端部と第2フィルム40aの先端部とを重ね合わせた接合部Aを熱溶着する熱溶着手段85と、を少なくとも備えた。
(もっと読む)
延伸フィルムの製造方法
【課題】生産性に優れた延伸フィルムの製造方法を提供すること。
【解決手段】本発明の延伸フィルムの製造方法は、幅方向端部10bの結晶化度が幅方向中央部10aの結晶化度よりも高い延伸用フィルム10を横延伸する。好ましくは、樹脂フィルムの幅方向端部を加熱して延伸用フィルム10を作製する。
(もっと読む)
ポリエステルフィルムの製造方法
【課題】 重剥離力領域における剥離力のコントロールが容易で、平坦なフィルム表面においても良好な滑り性を有し、シリコーン離型層とポリエステルフィルムの界面での密着性不良の懸念がない、例えば、プリント配線基盤の絶縁層成型用、セラミック製品製造分野(セラミック積層コンデンサー等)、粘着剤層保護用として好適な離型フィルムを安価に提供する。
【解決手段】 フィルム表面のSi量が0.50g/m2以下である、シリコーン成分を含有するポリエステルからなるフィルムの製造方法であって、幅方向の両端部にシリコーンを含有しないポリエステルを用い、中央部にシリコーン含有ポリエステルを用いて共押出された未延伸シートを少なくとも一軸方向に延伸した後、両端部を除去することを特徴とするポリエステルフィルムの製造方法。
(もっと読む)
延伸光学フィルムの製造方法
【課題】高効率であって、且つ、延伸されたフィルムの幾何学的性状(例えば厚み)及び光学的特性(例えば面内方向のレターデーションRe)が、面内において均一である延伸光学フィルムの製造方法を提供する。
【解決手段】長尺の延伸前フィルムを複数の把持子で把持して移動させることにより、前記延伸前フィルムをその長手方向及び幅方向に同時に延伸することを含む、延伸光学フィルムの製造方法であって、前記延伸に供する前記延伸前フィルムの総厚み又は前記延伸前フィルムを構成する層のうち一層以上の層の厚みが、前記幅方向において、前記延伸前フィルムの端部より中央部のほうが薄い厚み勾配を有する、延伸光学フィルムの製造方法。
(もっと読む)
ロール状光学フィルム及びロール状光学フィルムの製造方法
【課題】リターデーションムラが良好で、光学性能を均一に確保することができ、かつ、皺やブラックバンドの発生を防止することのできるロール状光学フィルム及びロール状光学フィルムの製造方法を提供する。
【解決手段】ロール状光学フィルムは、膜厚方向のリターデーション値(Rt値)が40以上であって、幅方向中央部に巻き取り方向に沿ってナーリング加工が施されている。
(もっと読む)
二軸延伸フィルムの製造方法
【課題】
従来の二軸延伸ポリプロピレンフィルムに比べ、強度、耐熱性が向上した二軸延伸ポリプロピレンフィルムの提供。
【解決手段】
少なくとも一方向に延伸されたプロピレン系フィルムを更に同時二軸延伸することを特徴とするプロピレン系二軸延伸フィルムの製造方法。また、タテ方向に一軸延伸されたプロピレン系フィルム又は二軸延伸されたプロピレン系フィルムを更に同時二軸延伸するプロピレン系二軸延伸フィルムの製造方法。さらに、同時二軸延伸する際に、タテ方向に1.5〜5倍、ヨコ方向に0.8〜10倍延伸する。
(もっと読む)
二軸延伸フィルムの製造方法
【課題】
従来の二軸延伸ポリプロピレンフィルムに比べ、強度、耐熱性が向上した二軸延伸ポリプロピレンフィルムの提供。
【解決手段】
プロピレン系フィルム又はシートをテンター延伸するに際して、その長尺の両端のテンタークリップで把持される部分の強度をそれ以外の部分の強度より強くして、テンター延伸することを特徴とするプロピレン系延伸フィルムの製造方法。プロピレン系フィルム又はシートの両端に、それらの引張弾性率より高い引張弾性率を持つ短幅フィルムを押圧し、その短幅フィルムの押圧部をテンタークリップが把持してテンター延伸する。
(もっと読む)
光学フィルム
【課題】 溶液流延製膜法において、フィルム表面を柔らかくすることで、フィルムの両端部に、高速でもホットエンボスで、必要な高さのエンボスを確保し、フィルムの巻き性を安定させる。ヒゲ状故障が無くかつフィルムの巻き性を確保する。高速製膜が可能で、生産性が向上する光学フィルムを提供する。
【解決手段】 溶液流延製膜法により金属支持体から剥離したウェブ(流延膜)を幅手方向に延伸し、乾燥後にロール状に巻き取る光学フィルムについて、フィルム最表面のビッカース硬度(HV1)と、フィルム膜厚の10%まで押し込んだときのビッカース硬度(HV2)との比:HV2/HV1を、1.0〜1.5とする。上記ウェブの延伸率が20〜60%であり、ロール状の巻きフィルムの下記式で定義される実効ナールが、2.5〜7.0μmであることが好ましい。
実効ナール=(エンボス部ロール断面積−コア断面積)/巻き長さ−平均膜厚
(もっと読む)
延伸フィルムの製造方法
【課題】歩留まりにきわめて優れた延伸フィルムの製造方法を提供すること。
【解決手段】本発明の延伸フィルムの製造方法は、フィルムを横延伸する工程を有し、該フィルムの幅方向中央部が第1の樹脂組成物で形成され、該フィルムの幅方向端部が第2の樹脂組成物で形成され、該第2の樹脂組成物のガラス転移温度(Tg2)が、該第1の樹脂組成物のガラス転移温度(Tg1)よりも高い。
(もっと読む)
二軸延伸ポリアミドフィルムの製造方法
【課題】 ポリアミド溶融樹脂フィルムのネックインに起因した両端部の厚みの増加による結晶化度の増加を低減することにより、厚みの均一性に優れた二軸延伸ポリアミドフィルムを安定的に(延伸工程での破断を低減させて)製造する方法を提供する。
【解決手段】 ダイスから吐出させたポリアミド溶融樹脂フィルムを回転式冷却ロールで冷却固化して得た未延伸ポリアミドフィルムを逐次二軸延伸する二軸延伸ポリアミドフィルムの製造方法において、未延伸ポリアミドフィルムの端部の厚み(端部から10mmの厚み)と中央部の厚みとの比(端部/中央部)を1.5〜2.5にすることを特徴とする二軸延伸ポリアミドフィルムの製造方法である。
(もっと読む)
光学フィルムの製造方法、光学フィルム、液晶表示装置、画像表示装置
【課題】連結部の両サイドを切断しつつも、比較的連結部に於ける破断の虞が少ない光学フィルムの製造方法等を提供する。
【解決手段】送り入れられた帯状フィルムを把持するニップ部が間隔を空けて配され該間隔内で該帯状フィルムを長手方向に延伸するように構成されてなる延伸装置に、帯状の原反フィルムを先端側から送り入れ、且つ先行して送り入れた原反フィルムの後端側と次の原反フィルムの先端側とをヒートシールにて連結することにより、順次連続して原反フィルムを延伸装置に送り入れて延伸させる光学フィルムの製造方法であって、前記原反フィルムの後端側と次の原反フィルムの先端側との連結部を前記延伸装置に送り入れる前に、該連結部を含む領域の両サイドを弧状に切断し、切断された領域の長手方向長さRをニップ部の間隔Lの90〜105%とすることを特徴とする光学フィルムの製造方法。
(もっと読む)
光学フィルムの製造方法、光学フィルム、液晶表示装置、画像表示装置
【課題】複数の原反フィルムを順次連続して長手方向に延伸しつつも、延伸による破断の虞が少ない光学フィルムの製造方法を提供する。
【解決手段】送り入れられた帯状フィルムを長手方向に延伸する延伸装置に、帯状の原反フィルムを先端側から送り入れ、且つ先行して送り入れた原反フィルムの後端側と次の原反フィルムの先端側とをヒートシールにて連結することにより、順次連続して原反フィルムを延伸装置に送り入れて延伸させる光学フィルムの製造方法であって、前記原反フィルムの後端側と次の原反フィルムの先端側との連結部を前記延伸装置に送り入れる前に、両サイドを弧状に切断して、切断後の該連結部の幅を原反幅の50〜70%とすることを特徴とする光学フィルムの製造方法。
(もっと読む)
縦一軸延伸位相差フィルムの製造方法及び縦一軸延伸位相差フィルム
【課題】幅方向の面内位相差が均一であり、かつ比較的厚みの薄い縦一軸延伸位相差フィルムを得ることを可能とする縦一軸延伸位相差フィルムの製造方法、及び該製造方法により得られた縦一軸延伸位相差フィルムを提供する。
【解決手段】長さ方向及び幅方向を有する長尺状の非晶性熱可塑性樹脂フィルムを長さ方向に縦一軸延伸する工程を備える位相差フィルムの製造方法であって、延伸前の非晶性熱可塑性樹脂フィルムとして、幅方向の厚みが両端から中央にいくにつれて厚くされており、かつ幅方向の平均厚みに対して、幅方向の厚みプロファイルの振れ幅が1〜10%の範囲にある非晶性熱可塑性樹脂フィルムを用いる縦一軸延伸位相差フィルムの製造方法、及び該製造方法により得られた縦一軸延伸位相差フィルム。
(もっと読む)
熱可塑性樹脂フィルムロール
【課題】
フィルムの製造および加工工程での搬送性を改善し、巻姿が良好でかつ巻芯の粘着テープ跡の少なく、フィルム製造および加工工程での歩留まりを向上させることができるフィルムロールを提供する。
【解決手段】
フィルム幅方向の両端部分の片面または両面に凹凸を有し、該凹凸のある部分の摩擦係数(μA)と凹凸のない部分の摩擦係数(μB)の比(μA/μB)が、0.65以上0.95以下であることを特徴とする熱可塑性樹脂フィルムロール。
(もっと読む)
1 - 18 / 18
[ Back to top ]