
Fターム[4F210AH54]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 用途物品 (2,062) | 袋 (445)
Fターム[4F210AH54]に分類される特許
181 - 200 / 445
ラベル
【課題】被覆された熱収縮性フィルムからなるラベルの引き裂き具合が良好な包装体を提供する。
【解決手段】ラベル形成用の熱収縮性ポリエステル系フィルムは、主収縮方向が長手方向になっている。そして、90℃の温水中で10秒間処理した場合における長手方向の湯温熱収縮率、90℃の温水中で10秒間処理した場合における幅方向の湯温熱収縮率、80℃の温水中で長手方向に10%収縮させた後の幅方向の直角引裂強度、40℃65%RHの雰囲気下で700時間以上エージングした後の自然収縮率が、それぞれ、所定の範囲となるように調整されている。
(もっと読む)
包装体
【課題】被覆された熱収縮性フィルムからなる光線カット性を有するラベルの引き裂き具合が良好な包装体を提供する。
【解決手段】熱収縮性フィルムを基材とするラベルを少なくとも外周の一部に被覆して熱収縮させてなる包装体であって、被覆されているラベルの白色度が70以上であるか又は/及び被覆されているラベルが空洞を有し、被覆されているラベルの単位厚み当たりの主収縮方向と直交する方向における直角引裂強度が100N/mm以上300N/mm以下である包装体。
(もっと読む)
熱収縮性ラベルおよびその製造方法
【課題】容器に装着する際に高速に接着でき、仕上がり性も良好な熱収縮性ラベルを提供することと、さらには容器に巻き付けながら装着するのに適した長手方向を主収縮方向とする熱収縮性ラベルを提供する。
【解決手段】少なくとも1軸に延伸された熱収縮性ポリエステル系フィルムからなり、フィルム端部をフィルムの所定位置に重ね、フィルム同士が重なった部分にレーザーを照射して溶着することにより、チューブ状に成形された熱収縮性ラベルであって、90℃の温水中の長手方向の温湯熱収縮率が15%以上40%未満であり、主収縮方向が長手方向の熱収縮性ポリエステル系フィルムから成形された熱収縮性ラベルである。
(もっと読む)
熱収縮性ポリエステル系フィルム、およびその製造方法
【課題】軽量で美観に優れ、印刷や加工を施さなくとも光線カット性を有し、印刷を施した場合にも優れた美観を有し、主収縮方向である長手方向への収縮性が高く、幅方向における機械的強度が高い上、製造されたフィルムロールにシワが入りにくく、ミシン目開封性が良好な熱収縮性ポリエステルフィルムを提供すること。
【解決手段】白色度が70以上又は/及び空洞を有し、主収縮方向が長手方向になっており、90℃の温水中で10秒間処理した場合における長手方向の湯温熱収縮率、90℃の温水中で10秒間処理した場合における幅方向の湯温熱収縮率がそれぞれ所定の範囲である熱収縮性ポリエステル系フィルム。
(もっと読む)
包装体
【課題】被覆された熱収縮性フィルムからなる光線カット性を有するラベルの引き裂き具合が良好な包装体を提供すること。
【解決手段】熱収縮性フィルムを基材とするラベルを少なくとも外周の一部に被覆して熱収縮させてなる包装体であって、被覆されているラベルの単位厚み当たりの主収縮方向と直交する方向における直角引裂強度が100N/mm以上300N/mm以下であり、被覆されているラベルの主収縮方向の破断前ヤング率が0.05GPa以上0.15GPa以下であり、被覆されているラベルの白色度が70以上であるか又は/及び空洞を有する包装体。
(もっと読む)
熱収縮性ラベルおよびその製造方法
【課題】容器に装着する際に高速に接着でき、仕上がり性が良好で、さらには容器に装着するのに適した長手方向を主収縮方向とする熱収縮性ポリエステルフィルムからなるラベルを提供することと、軽量で美観に優れ、印刷や加工を施さなくとも光線カット性を有し、印刷を施した場合にも優れた美観を有する熱収縮性ポリエステル系ラベルを提供する。
【解決手段】少なくとも1軸に延伸された熱収縮性ポリエステル系フィルムからなり、フィルム端部をフィルムの所定位置に重ね、フィルム同士が重なった部分にレーザーを照射して溶着することにより、チューブ状に成形された熱収縮性ラベルであって、90℃の温水中で10秒間に亘って処理した場合における長手方向の温湯熱収縮率が40%以上80%以下である主収縮方向が長手方向の熱収縮性ポリエステル系フィルムから成形された熱収縮性ラベルである。
(もっと読む)
熱収縮性ポリエステル系フィルム、およびその製造方法
【課題】軽量で美観に優れ、印刷や加工を施さなくとも光線カット性を有し、印刷を施した場合にも優れた美観を有し、主収縮方向である長手方向への収縮性が良好で、主収縮方向と直交する幅方向における機械的強度が高いのみならず、フィルムロールから直接ボトルの周囲に胴巻きした後に熱収縮させた際の収縮仕上がり性が良好で、後加工時の作業性の良好な熱収縮性ポリエステル系フィルムを提供すること。
【解決手段】主収縮方向が長手方向であり、白色度が70以上又は/及び空洞を有し、特定の温湯収縮特性、最大熱収縮応力、破断前ヤング率を有する熱収縮性ポリエステル系フィルム。
(もっと読む)
光拡散性フィルム、およびその製造方法
【課題】後加工時の熱処理工程におけるフィルムの通過性が後加工の条件に拘わらずロール全長に亘って良好な実用性の高い光拡散性フィルムを提供する。
【解決手段】光拡散性フィルムは、Δnabが0.015以上0.060以下であり、(1)内部に光拡散成分を有する光拡散層を有し、(2)前記光拡散層が、少なくとも熱可塑性樹脂と光拡散成分としての微粒子からなり、(3)前記微粒子の平均異形度が1.2以上であり、さらに左右両端際のHS150がいずれも0.2%以上0.7%未満であって、左右両端際のHS150の差が0.1%以下であって、かつ、左右両端際のHS180がいずれも0.9%以上1.7%未満であって、左右両端際のHS180の差が0.15%以下であることを特徴とする光拡散性フィルムおよびその製造方法。
(もっと読む)
ポリアミド系樹脂フィルムおよびその製造方法
【課題】後加工時の熱理工程におけるフィルムの通過性が後加工の条件に拘わらず全長に亘って良好な実用性の高く、かつ、半切した袋にしたときに表裏の収縮率の差の少なくポリアミド系樹脂フィルムを提供することにある。
【解決手段】フィルムの巻取方向と45度の角度をなす方向の屈折率とそれに90度の角度をなす方向の屈折率との差異Δnabが0.003以上0.013以下であるポリアミド系樹脂フィルムであって、幅方向におけるHS160の最大値と最小値の差が0.15%以下である様に調整されている。
(もっと読む)
透明蒸着用フイルム及び透明蒸着フイルム
【課題】
本発明の透明蒸着用ポリエステルフイルムは、薄い蒸着膜厚さで高いガスバリア性能及び防湿性能を安定して付与し格段に向上させる透明蒸着用ポリエステルフイルム及びその透明蒸着ポリエステルフイルムを提供せんとするものである。
【解決手段】
本発明の透明蒸着用ポリエステルフイルム及びその透明蒸着ポリエステルフイルムは、ポリエステルフイルムであって、蒸着側フイルム表面の中心線面粗さ(SRa)が2〜80nm、山数(SPc)が5〜130ヶ/0.1mm2であり、蒸着側フイルム表面の陥没欠点が3〜50個/mm2で、フイルムの融解サブピーク Tsが190〜235℃であり、フイルム中のジエチレングリコール量が1.2重量%以下である厚さ5〜25μmの透明蒸着用ポリエステルフイルム及び巻き長さが45,000m以上である透明蒸着用ポリエステルフイルムロールである。
(もっと読む)
ポリアミド系積層二軸延伸フィルム
【課題】半切した袋の片側の表裏の収縮率の差の少なく、カールが無いとともに、酸素ガスバリア性、耐衝撃性及び耐屈曲疲労性に優れ、各種の包装材料として使用したときに、内容物の変質や変色を防ぎ、破袋防止や内容物の品質の保護にも効果がある、包装用途に適したポリアミド系積層二軸延伸フィルムを提供すること。また、前記のポリアミド系積層二軸延伸フィルムの安価かつ容易な製造方法を提供すること。
【解決手段】芳香族ポリアミド樹脂を含むポリアミド系積層二軸延伸フィルムであって、特定の屈折率との差異Δnabを有し、特定の熱収縮特性を有するポリアミド系積層二軸延伸フィルム。
(もっと読む)
プロピレンとヘキセン−1とのコポリマー及びそれから得られるブローンフィルム
5〜9重量%のヘキセン−1から誘導される繰り返し単位を含み、125℃〜140℃の融点、及び0.1〜3g/10分のメルトフローレート(ASTM−D1238、230℃/2.16kg)を有する、プロピレンとヘキセン−1とのコポリマーを用いて、有益な機械特性及び光学特性を有するブローンフィルムを製造する。 (もっと読む)
オレフィン系重合体延伸フイルム
【課題】 優れた帯電防止性を示すのみならず優れた透明性を有するオレフィン系重合体延伸フイルムを提供する。
【解決手段】 オレフィン系重合体(A)及びエチレン単位(b1)30〜60重量%、プロピレン単位(b2)30〜60重量%及びブテン単位(b3)2〜10重量%、(メタ)アクリル酸エステル単位(b4)0〜10重量%及び(メタ)アクリル酸単位(b5)5〜15重量%〔(b1)、(b2)、(b3)、(b4)及び(b5)の合計で100重量%とする。〕からなる重合体(組成物)のカリウムアイオノマーであって、そのカリウムイオン密度が0.5〜1.5mmol/gの範囲にあるカリウムアイオノマー(B)を含むオレフィン系重合体組成物(C)から得られ、かつ3倍以上の面倍率で延伸されてなるオレフィン系重合体延伸フイルム。
(もっと読む)
積層体、並びに該積層体を用いた熱収縮性フィルム、熱収縮性ラベル、及び該ラベルを装着した容器
【課題】層間接着性に優れ、熱収縮性フィルムに加工した際に優れた収縮特性及び透明性を有する、収縮包装、収縮結束包装や収縮ラベル等の用途に適した積層体の提供。
【解決手段】ポリエステル系エラストマー及び/又は変性したポリエステル系エラストマーを含有する樹脂組成物で構成される第1層と、ポリエステル系樹脂を含有する樹脂組成物で構成される第2層とをこの順に有する積層体であり、この積層体は、積層体を熱収縮性フィルムに成形し、主収縮方向150mm、主収縮方向と直交する方向15mmの大きさで作製した試験片の主収縮方向の端面から第2層を一部剥離し、第2層の剥離部と、第1層の被剥離部とを引張試験機のチャックで挟み、主収縮方向に対する試験速度100mm/minで180度剥離試験を行ったときの層間剥離強度が1N/15mm幅以上である。
(もっと読む)
ポリアミド系積層二軸延伸フィルム
【課題】半切した袋の片側の表裏の収縮率の差の少なく、カールが無いとともに、酸素ガスバリア性、耐衝撃性及び耐屈曲疲労性に優れ、内容物の変質や変色を防ぎ、商品の破袋防止や内容物の品質の保護にも効果がある包装用途に適したポリアミド系積層二軸延伸フィルムを提供すること。また、その製造方法を提供すること。
【解決手段】メタキシリレンジアミン、若しくはメタキシリレンジアミン及びパラキシリレンジアミンからなる混合キシリレンジアミンを主たるジアミン成分とし、炭素数6〜12のα、ω−脂肪族ジカルボン酸成分を主たるジカルボン酸成分とするメタキシリレン基含有ポリアミド重合体を主体とする樹脂層(A層)と脂肪族ポリアミド樹脂を主体とする樹脂層(B層)とを積層してなるポリアミド系積層二軸延伸フィルムであって、特定の屈折率との差異Δnabと特定の6要件を満たすポリアミド系積層二軸延伸フィルム。
(もっと読む)
熱収縮性ポリエステル系フィルム
【課題】優れた熱収縮特性を持つ熱収縮性ポリエステル系フィルムを提供する。
【解決手段】熱収縮性ポリエステル系フィルムは、初期伸度10%未満での主収縮方向に垂直な方向の強度が3.5〜6.5kg/mm2であり、主収縮方向に垂直な方向の破断伸度が50〜700%であり、厚さ均一度(ΔR)が4以下であり、主収縮方向に垂直な方向の収縮率が5%以下であるので、ロール工程などでの破断発生を防止することができ、工程安全性及び生産性を確保することができる。
(もっと読む)
ポリアミド系積層二軸延伸フィルム
【課題】 包装用フィルムとして必要なフィルム品質である酸素ガスバリア性、耐衝撃性及び耐屈曲疲労性に優れ、各種の包装材料として使用したときに、内容物の変質や変色を防ぎ、さらには、輸送時の振動や衝撃等から商品の破袋防止や内容物を保護する効果がある包装用途に適したポリアミド系積層二軸延伸フィルムを提供すること。
【解決手段】メタキシリレンジアミン、若しくはメタキシリレンジアミン及びパラキシリレンジアミンからなる混合キシリレンジアミンを主たるジアミン成分とし、炭素数6〜12のα、ω−脂肪族ジカルボン酸成分を主たるジカルボン酸成分とするメタキシリレン基含有ポリアミド重合体を主体とする樹脂層(A層)の少なくとも片面に、脂肪族ポリアミド樹脂を主体とする樹脂層(B層)を積層してなる特定の少ないピンホール数、特定の小さい酸素透過率、及び特定の大きな剥離強度を有するポリアミド系積層二軸延伸フィルム。
(もっと読む)
ポリアミド系積層二軸延伸フィルム
【課題】 包装用フィルムとして必要なフィルム品質である酸素ガスバリア性、耐衝撃性及び耐屈曲疲労性に優れ、各種の包装材料として使用したときに、内容物の変質や変色を防ぎ、さらには、輸送時の振動や衝撃等による商品の破袋防止や内容物の品質の保護にも効果がある包装用途に適したポリアミド系積層二軸延伸フィルムを提供すること。
【解決手段】メタキシリレンジアミン、若しくはメタキシリレンジアミン及びパラキシリレンジアミンからなる混合キシリレンジアミンを主たるジアミン成分とし、炭素数6〜12のα、ω−脂肪族ジカルボン酸成分を主たるジカルボン酸成分とするメタキシリレン基含有ポリアミド重合体を主体とする樹脂層(A層)の少なくとも片面に、脂肪族ポリアミド樹脂を主体とする樹脂層(B層)を積層してなる特定の小さいピンホール数と特定の小さい酸素透過率を具備するポリアミド系積層二軸延伸フィルム。
(もっと読む)
熱収縮性ポリエステル系フィルム、およびその製造方法
【課題】主収縮方向である長手方向への収縮性が高く、主収縮方向と直交する幅方向における機械的強度が高いのみならず、胴巻き後の熱収縮時の収縮仕上がり性、靭性、タフネス性が良好な熱収縮性ポリエステルフィルムを提供する。
【解決手段】本発明の熱収縮性ポリエステル系フィルムは、主収縮方向が長手方向になっている。そして、90℃の温水中で10秒間処理した場合における長手方向の湯温熱収縮率、90℃の温水中で10秒間処理した場合における幅方向の湯温熱収縮率、90℃で10秒間処理した場合における長手方向の収縮応力、長手方向の破断前ヤング率、自然収縮率が、それぞれ、所定の範囲となるように調整されている。
(もっと読む)
多層フィルムブロー成形用の金型装置
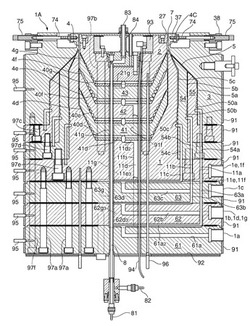
【課題】円筒状の多層フィルムを成形する多層フィルムブロー成形用の金型装置であって、フィルム成形時に中間層間における層界面での乱れや化学反応が発生し難く、外観不良を防止でき、透明性および厚さ精度を確保し得る金型装置を提供する。
【解決手段】金型装置は、第1金型部材(1)、内側樹脂供給モジュール(41)〜(43)、第2金型部材(2)、外側樹脂供給モジュール(54),(55)及び第3金型部材(3)により複数の内側層構成用および外側層構成用の樹脂分配流路(4d)〜(4g),(5a)〜(5c)、集合流路(4)、第2の集合流路(5)並びに樹脂吐出口としてのオリフィス(7)が形成されている。そして、第2の集合流路(5)は、集合流路(4)に対して、樹脂押出方向最下流側の内側層構成用の分配流路(4d)よりも更に下流側で合流している。これにより、中間層を構成する溶融樹脂積層後の押出冷却までの時間を短縮する。
(もっと読む)
181 - 200 / 445
[ Back to top ]