
Fターム[4F211AB25]の内容
プラスチック等のライニング、接合 (31,000) | 添加剤、配合剤 (311) | 形状 (69) | 短繊維、ウイスカー (46)
Fターム[4F211AB25]に分類される特許
1 - 20 / 46
少なくとも一つの硬質部材と少なくとも一つの軟質部材を含む複合材料
【課題】高いレベルの電磁波遮蔽性を有する複合材料の提供。
【解決手段】導電性添加剤を含む弾性率が1000MPa以上である少なくとも一つの硬質部材と、導電性添加剤を含む弾性率が500MPa以下である少なくとも一つの軟質部材とが結合したプラスチック複合材料であり、前記複合材料の導電率は0.01S/cmよりも大きく、表面導電率は0.1S/cmよりも大きく、さらに、複合材料の結合強度は少なくとも0.5N/mm2である。
(もっと読む)
レーザー溶着用熱可塑性樹脂組成物、成形品及び成形品の製造方法
【課題】機械的強度が良好でレーザー溶着特性に優れた熱可塑性樹脂組成物を提供する。
【解決手段】少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対して、繊維長さ方向に垂直な断面が下記式による扁平率1.5以上の扁平形状であるガラス繊維(B)10〜150重量部を配合してなることを特徴とする、レーザー溶着用熱可塑性樹脂組成物。
扁平率=ガラス繊維断面の長径(D2)/ガラス繊維断面の短径(D1)
(もっと読む)
繊維強化樹脂材の接合方法と接合構造
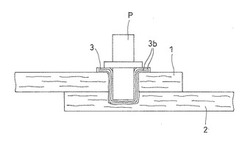
【課題】繊維強化樹脂材同士を短時間でしかも高い接合強度で接合することのできる繊維強化樹脂材の接合方法と接合構造を提供する。
【解決手段】2つのマトリックス樹脂1a,2aが熱可塑性樹脂からなる繊維強化樹脂材1,2の少なくとも一部同士を重ね合わせて重ね合わせ箇所を形成し、マトリックス樹脂3aが熱可塑性樹脂からなる繊維強化樹脂シート3を該重ね合わせ箇所の上面に配して、重ね合わせ箇所のマトリックス樹脂を軟化させるステップ、繊維強化樹脂シート3の上方から押し込みピンPを押し込み、該繊維強化樹脂シート3の一部と押し込みピンPの一部を最下層の繊維強化樹脂材2の途中位置まで到達させ、押し込みピンPを取り外し、すべてのマトリックス樹脂を硬化させて2つの繊維強化樹脂材1,2の重ね合わせ箇所を押し込まれて変形した繊維強化樹脂シート3で接合するステップからなる接合方法である。
(もっと読む)
一体化成形品およびその製造方法

【課題】導電性繊維と強化繊維樹脂を含む母材と、金属製部材の一体化成形品において、金属製部材の耐電蝕性と高い接合強度とを両立した一体化成形品を提供する。
【解決手段】導電性繊維2と熱可塑性樹脂を含む母材1に、金属からなる部材3が嵌め込まれてなる一体化成形品であって、該母材1と該部材3とが絶縁層4を介して一体化されてなり、該母材1と該絶縁層4との界面において該導電性繊維2が該絶縁層4に貫入して接合されてなる一体化成形品。
(もっと読む)
CFRTP材の融着方法
【課題】融着界面に異物が残留せず、接合面積に制限がなく、温度制御及び加圧が容易で、簡易にかつ良好に融着を実施することが可能なCFRTP材の融着方法を提供する。
【解決手段】本発明のCFRTP材の融着方法は、炭素繊維で強化した熱可塑性樹脂であるCFRTP材を、導電性を有する同種又は異種の他部材と融着するCFRTP材の融着方法であって、CFRTP材の接合部と他部材の接合部とを接合させた状態で、CFRTP材及び他部材への電圧印加と、少なくともCFRTP材の接合部の他部材の接合部への加圧とを実施して、CFRTP材の接合面及びその近傍を部分的に溶融させる溶融工程と、電圧印加を停止し、CFRTP材の接合部を冷却して、溶融部分を固化する固化工程とを順次有するものである。
(もっと読む)
筐体、筐体部品およびその製造方法
【課題】発熱体からの放熱をさらに促進し、高温環境でオイルと接触しても確実に放熱を促進できる、発熱体を収容するための筐体およびその部品を提供する。
【解決手段】窒化ホウ素粒子またはカーボン粒子からなるフィラーが分散し、フィルム内においてフィラーの長軸がフィルムの厚さ方向に配向し、フィラーの配向状態が固定されるように乾燥させたポリアミック酸フィルムを、金属製の筐体部品本体の表面上に直接配置した状態で筐体部品本体とともに加熱することにより、フィルム中のポリアミック酸をイミド転化させてフィルムをポリイミドフィルムとするとともに、フィルムと筐体部品本体との間の接合を強化して、筐体部品10を製造する。放熱フィルム1,2が筺体30の内部空間および/または外部空間に面するように筺体部品10,20を組み立てる。
(もっと読む)
熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料の接合部材の製造方法
【課題】熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料同士または熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料と金属の接合部材の製造方法を提供する。
【解決手段】熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料CAに金属部材MAを付加し、該金属部材MAの部分を、他の金属部材MBと、または、他の金属部材MBが付加された、熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料CBの該金属部材MBの部分と、接合することによる接合部材の製造方法。
(もっと読む)
複合成形品の製造方法
【課題】
PPS樹脂とインサート金属と直接的に接した面での高い接合強度を有し、且つインサート金属や中空複合体に内包される精密部品に対しても熱や衝撃による損傷を与えることなく複合化することを課題とする。
【解決手段】
(A)降温結晶化温度が205℃以下のポリフェニレンスルフィド樹脂100重量部に対し、(B)エポキシ樹脂1〜10重量部、(C)単繊維径10μm以上のガラス繊維5〜100重量部を配合してなる熱可塑性樹脂組成物を金属インサートした射出成形品にレーザー光を照射し、他の成形品とレーザー溶着する複合成形品の製造方法。
(もっと読む)
繊維強化熱可塑性樹脂成形品とその製造方法
【課題】接合部が十分に接合した繊維強化熱可塑性樹脂成形品と、その製造方法を提供する。
【解決手段】複数の部材が接合部で接合された繊維強化熱可塑性樹脂成形品10であって、各接合部が、被接合面22a,32aを含む内側繊維強化樹脂層24,34と、前記内側繊維強化樹脂層24,34の外側に設けられた外側繊維強化樹脂層23,33とからなり、前記外側繊維強化樹脂層23、33は、少なくとも1層以上からなり、そのうちの少なくとも1層の強化繊維は、前記内側繊維強化樹脂層24、34の強化繊維よりも数平均の繊維長が長い。
(もっと読む)
浄化槽の製造方法
【課題】接着強度が良好な繊維強化樹脂製の浄化槽を、容易かつ安全に製造することができる浄化槽の製造方法を提供する。
【解決手段】SMC法により繊維強化樹脂製の部品を複数成形し、前記部品の接着面にイソシアネート系のプライマーを塗布した後に乾燥させ、前記乾燥したプライマーの上からウレタン樹脂系の接着剤を塗布し、前記接着剤が塗布された接着面を介して前記複数の部品同士を接着固定する工程を有する浄化槽の製造方法において、前記部品の接着面を、コロナ処理、イトロ処理又はフレーム処理した後に、前記イソシアネート系のプライマーを塗布する浄化槽の製造方法で、浄化槽の槽本体1を構成する上槽4と下槽5の接着面をあらかじめコロナ処理、イトロ処理又はフレーム処理してからプライマーや接着剤を塗布する。
(もっと読む)
表皮付きパネルの成形方法、表皮付きパネル
【課題】薄肉の表皮材を安定的に成形することができるようにした表皮付きパネルの成形方法、表皮付きパネルを提供すること。
【解決手段】表皮付きパネルとしてのサンドイッチパネルの表皮材となる非発泡樹脂の外層と、発泡樹脂の内層とが積層した一対の多層の樹脂シートP、を押出装置52で押出す。互いに対向する一対の分割金型71A,71Bの間に樹脂シートPを供給した後、樹脂シートPを一対の分割金型71A,71Bの周囲に接触させて密閉空間を形成する。密閉空間を吸引することで、樹脂シートPを一対の分割金型のキャビティ72A,72Bに押圧させて、樹脂シートPをサンドイッチパネルの略外形に形成する。
(もっと読む)
複合構造体
【課題】本発明は、部品数が少なくて済み、組み立て時間を大幅に短縮でき、かつ金属と樹脂の接合面での気密性も高い複合構造体を提供することを目的とする。
【解決手段】複合構造体10は、金属部材13と樹脂部材12とが接合されて形成され、前記金属部材13と接合している箇所に存在する第1樹脂部材12aの線膨張係数が、20℃〜150℃の範囲において、前記金属部材の線膨張係数の0.5〜1.5倍の範囲である。
(もっと読む)
配管補修方法およびその補修構造
【課題】 被補修管への伝熱を防止して、迅速且つ確実に行うことのできる、配管補修方法の提供。
【解決手段】 加熱手段(4)を有し、端部が閉塞される筒状の膨張可能な圧接装置(3)を用意し、その圧接装置(3)の外周部にガラス繊維に熱可塑性樹脂を含む配管補修材(1)を筒状に被着し、その配管補修材(1)の外周に可撓性断熱材(2)を筒状に被着して、その圧接装置(3)を被補修配管(10)内へ挿入し、圧接装置(3)の内部に加圧空気を供給し、配管補修材(1)を膨張し、被補修配管(10)内面に圧接した状態で、圧接装置(3)の加熱手段(4)により前記熱可塑性繊維を溶融し、次いで、冷却し、固化することにより被補修配管(10)内面に配管補修材(1)を可撓性断熱材(2)と一体に接合する。
(もっと読む)
レーザー光溶着用プロピレン系樹脂組成物およびその用途
【課題】広範なレーザー光溶着条件領域にて、近赤外線吸収剤の塗布などを必要とせず、高効率(高速度)の下、容易に溶着でき、発泡などに起因する微細な孔を生じない、優れた接合部外観を有し、且つ強固な溶着接合強度を有するレーザー光溶着用プロピレン系樹脂組成物およびその用途(レーザー光溶着方法、溶着体)を提供する。
【解決手段】ポリプロピレン系樹脂(a)100重量部に対して、酸化チタン(b)0.01〜3重量部と、カーボンブラック(c)0.001〜0.5重量部とを、含有してなることを特徴とするレーザー光溶着用プロピレン系樹脂組成物など、およびその樹脂組成物などをレーザー光溶着してなる溶着体など。
(もっと読む)
樹脂金属複合体およびその製造方法
【課題】
樹脂製のケースに金属製部材を取り付けるときに樹脂製のケースと金属製部材の接合面に残留する応力が少なく、かつ隙の発生が起き難い樹脂金属複合体を提供する。
【解決手段】
金属部材2が、金型にインサートされて樹脂部材1の形成と同時に樹脂部材1中に配され、その後樹脂部材1中に配された金属部材2を加熱することで再度樹脂部材1と金属部材2を接合する。
または、樹脂部材1を形成した後に、樹脂部材1中に加熱した金属部材2を挿入して接合する。
(もっと読む)
金属合金と繊維強化プラスチックの複合体の製造方法
【課題】金属合金とCFRPをエポキシ接着剤によって強固に接着する技術の提供。
【解決手段】金属合金表面31にミクロンオーダーの粗度を生じさせ、且つ、その凹凸面内に超微細凹凸を形成し、且つ、表層を金属酸化物又は金属リン酸化物の薄層とする。その表面に、粒径分布の中心が5〜20μmの無機充填材及び粒径が100nm以下の超微細無機充填材を含む第1の接着剤(1液性エポキシ接着剤)を塗布し、当該金属合金を密閉容器に封じて減圧及び昇圧を行った後、接着剤を硬化し、さらに硬化した接着剤層を粗面化する。一方、CFRP32を硬化させ、その表面を粗面化する。粗面化した金属合金及びCFRPの双方に、無機充填材を含む第2の接着剤(1液性又は2液性エポキシ接着剤)を塗布し、両部材を密閉容器に封じて減圧及び昇圧を行った後、両部材を固定して第2の接着剤を硬化させることで両者を一体化する。
(もっと読む)
熱可塑性樹脂ベルト及びその製造方法
【課題】ベルト背面にフッ素系樹脂フィルムを強固に貼着することのできる熱可塑性樹脂ベルト及びその製造方法の提供。
【解決手段】熱可塑性樹脂によりベルト本体3を形成する。ベルト本体3の背面側に表面接着処理を施したフッ素系樹脂フィルム6を配置する。ベルト本体3及びフッ素系樹脂フィルム6を加温して、ベルト本体3を構成する熱可塑性樹脂の溶融粘度を105〜106poiseの範囲に設定する。ベルト本体3及びフッ素系樹脂フィルム6を一定時間加圧する。ベルト本体3及びフッ素系樹脂フィルム6を加圧したまま冷却する。ベルト本体3の背面にフッ素系樹脂フィルム6が貼着される。
(もっと読む)
金属と樹脂の複合体及びその製造方法
【課題】β型チタン合金製の合金成形物と樹脂を強固に一体化した複合体とする技術を提供する。
【解決手段】市販のβ型チタン合金を弗素イオン含む硫酸水溶液でエッチングし、さらに特殊な化成処理を行う特異的な表面処理を行う。これによって表面がミクロンオーダーの粗度を有し、かつ数十ナノメートルオーダーの超微細凹凸も形成される。この処理を施したチタン合金板1とPBT系、PPS系、または芳香族ポリアミド樹脂系の樹脂組成4との射出接合によって、強固な一体化品を得る。また、β型チタン合金板と硬質の結晶性樹脂を含む樹脂組成物(例えばPBT、PPS、6ナイロン、66ナイロン等)との圧融着、β型チタン合金板と被着材(金属合金またはFRP等)との接着剤接合によっても強固に一体化した金属と樹脂の複合体。
(もっと読む)
繊維強化熱可塑性複合材構造体の製造方法および装置
繊維強化熱可塑性材料の第1層を、繊維強化熱可塑性材料の第2層の上に配置すること、局所的加熱源を準備し、そして熱可塑性複合材の少なくとも上層の一部を局所的に加熱すること、ならびに超音波振動子を準備し、そして超音波のエネルギー波を熱可塑性材料の加熱された部分に局所的に投入して、該繊維強化熱可塑性材料の超音波固結が起こるようにすること、を含む繊維強化熱可塑性複合材構造体の製造方法。 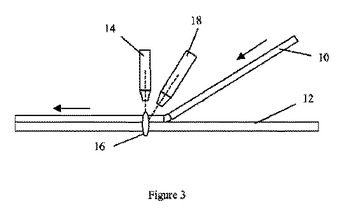 (もっと読む)
(もっと読む)
複数金属形状物の接合複合体とその製造方法
【課題】複数の金属形状物に対して、樹脂組成物を射出接合して一体化した複数金属形状物の接合複合体をえる。
【解決手段】複数の金属形状物11、12の接合部に化学エッチングによるミクロンオーダーの粗度があり、且つその表面は電子顕微鏡観察で、高さ又は深さ及び幅が10〜500nmで長さが10nm以上の仕切り状凸部、又は溝状凹部が10〜数百nm周期で全面に存在する超微細凹凸形状を形成し、その端部を金属酸化物又は金属リン酸化物の薄層を有するようにする。この複数の金属形状物の対向面間に枠体15により密封空間19を形成する。この密封空間に樹脂組成物4を射出し複数の金属形状物を接合して接合複合体26とする。
(もっと読む)
1 - 20 / 46
[ Back to top ]