
Fターム[4F211AD34]の内容
プラスチック等のライニング、接合 (31,000) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (3,322) | 前処理、処理 (229) | プライマー処理、下塗り (25)
Fターム[4F211AD34]に分類される特許
1 - 20 / 25
加硫ゴムと樹脂部材の接着方法
【課題】加硫ゴムと樹脂部材の接着を可能にすることができる加硫ゴムと樹脂部材を接着する方法を提供する。
【解決手段】加硫ゴム1と樹脂部材3を接着する方法において、加硫ゴム1の表面に前処理を施し、レゾルシン−ホルムアルデヒド−ラテックス2を塗布後、ベーキング処理を行わずに乾燥させ、塗布物と樹脂部材3を熱圧着して加硫ゴム1と樹脂部材3を接着することを特徴とする。
(もっと読む)
レーザ接合方法

【課題】
熱可塑性樹脂同士もしくは樹脂と金属との界面強度を向上させ、強固に接合可能とした上で、隙間の存在による接合不良を大幅に低減可能とするレーザ接合方法を提供する。
【解決手段】
接合前に、少なくとも第一の熱可塑性樹脂の接合界面側には、表面改質処理を施すことによりバルク熱可塑性樹脂に比べ酸素官能基を多く含有した酸化層を形成する工程を有し、第二の熱可塑性樹脂もしくは金属の間に液状の中間材を介在させた状態で、加圧し、レーザ照射して接合を行う。
(もっと読む)
熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料の接合部材の製造方法
【課題】熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料同士または熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料と金属の接合部材の製造方法を提供する。
【解決手段】熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料CAに金属部材MAを付加し、該金属部材MAの部分を、他の金属部材MBと、または、他の金属部材MBが付加された、熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料CBの該金属部材MBの部分と、接合することによる接合部材の製造方法。
(もっと読む)
発泡補強部材が配設された中空構造物の製造方法
【課題】発泡補強部材の接着面部と中空構造物との間に設けられる発泡接着剤の発泡倍率を略均一化させ、補強部材による補強効果を向上させた中空構造物を製造することができる発泡補強部材が配設された中空構造物の製造方法を提供する。
【解決手段】発泡接着剤15を介して中空構造物10と接着結合される発泡補強部材30が配設された中空構造物10の製造において、中空構造物10との接着面部36が発泡成形された発泡補強部材30を中空構造物10の内部に配設するとともに発泡補強部材30の接着面部36と中空構造物10との間にシート状の発泡接着剤15を設け、その後、発泡接着剤15を発泡させて発泡補強部材30を中空構造物10と接着結合させると共に、発泡接着剤15として、発泡前の厚さが発泡補強部材30の接着面部36と中空構造物10との間隙が大きい部分では該間隙が小さい部分に比して厚く設けられたものを用いる。
(もっと読む)
溶着方法
【課題】熱可塑性合成樹脂部材を、その材質に関わらず他の合成樹脂部材に溶着することが可能な溶着方法を提供する。
【解決手段】基材41を第2表皮材32に溶着する溶着方法であって、基材41の表面41Aに、水50を塗布する加熱媒体塗布工程と、水50を挟む形で基材41及び第2表皮材32を配した状態で、電磁波によって水50を加熱することで、水50を介して、基材41を加熱溶融し、第2表皮材32に溶着する溶着工程と、を備えていることを特徴とする。
(もっと読む)
レーザー光を用いた接合方法
【課題】中間部材を介して管部材同士を接合する場合に、フランジ等を設けることなく、広い接合面積で接合できるようにするとともに、接合までの間に中間部材の位置ずれを抑制できるようにし、高い接合強度を得るとともに、シール性を確保できるようにする。
【解決手段】レーザー光Lを透過する樹脂製の第1管部材10の内側に、樹脂製の第2管部材20を挿入するとともに、第1管部材10の内周面と第2管部材20の外周面との間にレーザー光Lを吸収する樹脂製のレーザー光接合用中間部材30を配置する接合準備工程を行う。接合準備工程の後、第1管部材10の外側からレーザー光Lを照射して中間部材30を加熱することによって第1及び第2管部材10,20を中間部材30を介して接合する接合工程を行う。
(もっと読む)
レーザー光を用いた接合方法
【課題】互いに溶着しにくい材料からなる部材同士を、レーザー光を用いた接合方法によって十分な接合強度を持たせて接合できるようにする。
【解決手段】第1部材2には、中間材5との融着力を向上させるプライマー層4を形成する。その後、プライマー層の樹脂との融着性を有する第1樹脂と、第2部材3との融着性を有する第2樹脂とを含むポリマーアロイからなる中間材5を、プライマー層4と第2部材3との間に配置する。次いで、第1部材2、ポリマーアロイ及び第2部材3を重ねた状態で、レーザー光を照射して中間材5を加熱し、ポリマーアロイ中の第1樹脂とプライマー層4の樹脂とを融着するとともに、ポリマーアロイ中の第2樹脂と第2部材3とを融着する。
(もっと読む)
樹脂部品接合方法および樹脂部品接合構造
【課題】樹脂部品の過熱による変形をさせることなく、樹脂部品と被着部品との接合を可能とする樹脂部品接合方法および樹脂部品接合構造を得ること。
【解決手段】樹脂部品1に形成された孔部に、金属材料からなる結合皮膜4を形成する工程と、結合皮膜4に活性化処理を施す工程と、被着部品に形成された凸部に活性化処理を施す工程と、孔部へ凸部を挿入し、結合皮膜4と被着部品との常温接合を形成する工程と、を含み、孔部へ挿入された凸部によって、孔部に締まりバメ圧力を発生させ、活性化処理を経て結合皮膜4に残存する付着物層を締まりバメ圧力の印加によって破砕し、常温接合を形成する。
(もっと読む)
接合方法、接合体、液滴吐出ヘッドおよび液滴吐出装置
【課題】2つの部材同士を、接合面の一部の領域において選択的に、高い寸法精度で強固に接合可能な接合方法、2つの部材同士を、接合面の一部の領域において選択的に、高い寸法精度で強固に接合してなる接合体、かかる接合体を備えた信頼性の高い液滴吐出ヘッド、およびかかる液滴吐出ヘッドを備えた液滴吐出装置を提供すること。
【解決手段】本発明の接合方法は、2つの基材21、22の表面上に、それぞれプラズマ重合膜301、302を形成する工程と、各プラズマ重合膜301、302の表面の一部の所定領域311、312にそれぞれ紫外光を選択的に照射して、表面を活性化させる工程と、活性化させた表面同士を密着させるように、2つの基材21、22を貼り合わせ、2つの基材21、22が、所定領域311と所定領域312とが重なり合った部分、すなわち接合部313において、部分的に接合してなる接合体を得る工程とを有する。
(もっと読む)
接着結合方法及びそれにより作製された車両用ガラス
エラストマー性部材をガラス基板に、結合の強度の増加を速めるようにして接着結合させる方法、及び、そのようなエラストマー性部材を有する車両用ガラスを提供する。このような加速された結合プロセスは、接着促進プライマーに求核及び/または求電子触媒を有益な量で混合し、その混合物をガラス基板の周縁部に塗布することにより実現することができる。結合強度の増加を速めることにより、「クリープ」率を大幅に減少させることができる。 (もっと読む)
PTFE封止要素およびそれを伴うシャフト封止アセンブリの製造方法
PTFE封止要素およびそれを伴う回転式シャフト封止アセンブリの製造方法を提供する。この方法は、PTFE封止要素、および電極を中に有する真空チャンバを設けるステップを含む。次に、PTFE封止要素を一方の電極上に置くステップ、チャンバにおいて真空圧を引くステップ、チャンバ内に第1の処理ガスを導入するステップを含む。さらに、高周波信号を電極に対して与えるステップ、放電プラズマを生成するステップ、PTFE封止要素の表面を放電プラズマでエッチングおよび化学修飾するステップを含む。次いで、真空チャンバ内を第2の処理ガスで一掃するステップ、真空チャンバを大気圧に回復させるステップを含む。その後、封止要素をすすぐステップ、接着促進剤をエッチングおよび化学修飾された表面に適用するステップを含む。最後に、PTFE封止要素とキャリアとの間においてエラストマー材料を成形することによりPTFE封止要素のエッチングおよび化学修飾された表面をキャリアに取付けるステップを含む。 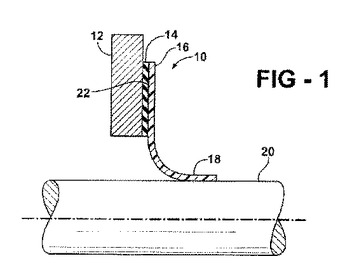 (もっと読む)
(もっと読む)
接合装置
【課題】
少なくとも一方が樹脂により構成された管の簡易であると共に、効率的な接合方法を提供する。
【解決手段】
レーザービームの透過性を備えた樹脂製の継手の開口部に、少なくとも外周面が樹脂より構成された管材の一端を挿入させると共に、上記継手の内周面と管材の外周面との間にレーザー吸収体を配置させた連結体の接合装置であって、
レーザービームを照射するレーザービーム照射手段と、前記レーザービーム照射手段を管の円周方向に回転させる回転手段と、前記レーザービーム照射手段を管の軸方向に移動させる軸方向移動手段と、前記レーザービーム照射手段により円周上に照射されることによりレーザーにより溶融された樹脂の流動性を高める樹脂流動手段とを持つことを特徴とする接合装置。
(もっと読む)
加飾エンブレム及び加飾エンブレムの製造方法
【課題】二つの部材を溶着して構成した場合に当該両部材の溶着部分と非溶着部分との境界が不要に目立って見栄えが悪化することがなく、良好な意匠を確保することが可能になる加飾エンブレム及びその製造方法を得る。
【解決手段】加飾エンブレム10では、裏面部材16が透明部材12及び有色インク層14を透過したレーザーによって有色インク層14形成範囲の一部において透明部材12に溶着されている。有色インク層14と裏面部材16とは同色あるいは近似色であるため、透明部材12を通して裏面部材16が見えても、溶着部分と非溶着部分との見切りが目立たなくなる。したがって、透明部材12が意匠面を構成しても、外観を損ねることが無くなる。
(もっと読む)
画像シートの製造方法、シート材切断装置及び画像形成装置
【課題】保存性が良好で、且つ容易に写真調の画像を有して端縁の美麗な画像シートを容易且つ確実に製造可能な画像シートの製造方法を提供する。
【解決手段】貼合シート材200の端辺200c、200d、200e、200fを切断する切断部50として、超音波振動による貼合シート材200の切断手段を使用している。すなわち、この切断部50は、超音波振動部51からの超音波振動を刃部52に伝達して刃部52の超音波振動に伴って貼合シート材200の表層を形成する第1シート材と当接する刃先52aが超音波振動して、この当接部53に摩擦熱を発生させる。この摩擦熱によって、貼合シート材200の端辺を加熱、溶融しながら切断している。
(もっと読む)
無機・高分子構造体、微小および超微小電気機械システム、製造方法、および製造装置
【課題】超臨界流体を利用して製造され、無機固体材料と高分子材料との間の密着性が改善された、無機−高分子間の接合面を含む無機・高分子構造体、該無機・高分子構造体を含む微小および超微小電気機械システム、該無機・高分子構造体の製造方法および製造装置を提供する。
【解決手段】無機・高分子構造体10は、無機固体材料12に接して形成された高分子材料14a〜cを含み、無機−高分子間の接合面Aを含んでいる。無機・高分子構造体は、容器内に、無機固体材料に接して形成された高分子材料を配置する工程と、容器内で高分子材料を超臨界流体または亜臨界流体中に保持する工程と、容器内の超臨界流体または亜臨界流体に作用する圧力を所定の平均減圧速度で減圧する工程とを含む方法により得られる。
(もっと読む)
レーザー溶着方法
【課題】接合した樹脂部材に色が付くことを防ぐと共に、高価なレーザー光吸収材の使用量を減らして大幅にランニングコストを削減する。
【解決手段】重合した溶接すべき樹脂部材1、2の上面に、合わせ面にレーザー光吸収材5を付着させた2枚一組のレーザー光に対する透過性を有するシート状部材3、4を重ねる。更に該シート状部材3、4の上に加圧パレット6を重ね加圧した状態において、該加圧パレット6の上方からレーザー光8を照射し、レーザー光吸収材5を発熱させる。そしてこの熱のシート状部材4への伝導を通して両樹脂部材1、2の接合面を溶融する。
(もっと読む)
積層ウエブの原反ロール、積層ウエブの積層方法、包装袋及び包装体
【課題】 接着剤を全く使用しない水接着であるか接着剤を補助的に微量使用し水接着が主体であることにより、水接着が主体である全くと言って良いほど接着剤のランニングコストがかからないこと。
【解決手段】 単層フィルム又は積層ウエブと、透湿性フィルムを用いかつ両方の被接着面にコロナ放電等の濡れ性を付与する処理を施した一対のウエブを、両方の被接着面の全面に形成する水膜により接着してロール状に巻いてエージングされ該エージング中に前記水膜が前記透湿性の大きいフィルム層を通じて外部へ拡散して消失し接着していることにより包材としての必要な接着強度を有している。
(もっと読む)
シュリンクラベル又はロールラベルの製袋方法
【課題】本発明は、プラスチックフィルムラベルについて、合わせ目のラベル端の浮きを防止し、合わせ目の美粧性を高めること及び接着剤の使用に係る管理の煩わしさをなくすことを目的とする。さらにその後ラベルを熱収縮させたときに、合わせ目に波立ちなどの成形不良が発生することを減らすことを目的とする。
【解決手段】本発明に係る製袋方法は、シュリンクラベル用のフィルム又はロールラベル用のフィルム1の両端2a,2bを、合わせ目3を持たせて重ねた後、合わせ目の領域4と合わせ目の領域の隣のフィルムが重ねられていない領域5との境界6を横切りながらレーザー光線9を照射して、重ねられたフィルム同士をレーザー光線の走査の軌跡7に沿って熱融着し、レーザー光線の照射を合わせ目の方向8に沿って位置をずらしながら繰り返し行なうことで、合わせ目を熱融着してフィルムを製袋することを特徴とする。
(もっと読む)
熱可塑性エラストマー部材をガラス基材に接着させる方法
本発明は、熱可塑性エラストマー(TPE)材料、特に、スチレン‐エチレン‐ブチレン‐スチレン(SEBS)コポリマーと熱可塑性ポリウレタン(TPU)材料との混合物から形成された部材を、1種類以上のイソシアン酸塩ベースプライマ及びシランベースプライマを使用してガラス基材に接着させる方法に関する。具体的には、前記シランベースプライマを前記ガラス基材の前記周縁部の一部に塗布し、その後、2秒間ないし10分間の時間間隔内に、前記イソシアン酸塩ベースプライマを前記シランベースプライマ上に塗布する。 (もっと読む)
プラスチック被覆部を固着させた金属製導管の製造方法
本発明は、プラスチック被覆部を固着させた金属製導管の製造方法に関わる。この場合、プラズマ処理またはガスバーナー炎により、活性化させた金属管表面を生じさせ、その際該表面に対する作用時間は3秒未満であり、むき出しの活性化させた金属管表面にプラスチック被覆部を被着させ、前記被覆部を被着させた時点での金属管表面の温度が80℃未満である。 (もっと読む)
1 - 20 / 25
[ Back to top ]