
Fターム[4F211AG08]の内容
プラスチック等のライニング、接合 (31,000) | 一般形状、構造物品(用途物品優先) (2,336) | 管状体(←配管パイプ) (466)
Fターム[4F211AG08]の下位に属するFターム
異形管(←非円形断面) (5)
波形管(←ひだ付き管)
有節管 (2)
曲り管 (4)
Fターム[4F211AG08]に分類される特許
1 - 20 / 455
ライニング施工方法及びライニング部材の製造方法
製管用部材、及び採熱構造
製管装置、及び既設管の更生方法
【課題】 本発明は、帯状部材に過度の負担を与えることなく、安定的、且つ円滑に製管作業を進めることができる新規な製管装置、及びこの製管装置を用いた既設管の更生方法を提供することを目的とする。
【解決手段】 製管装置1における環状の成形フレーム2に対し、帯状部材100をガイド口11に通過させることによって前記帯状部材100の供給経路を規制するガイド装置10を備え、前記ガイド装置10が、前記成形フレーム2に直接、又は、支持基台12を介して取り付けられた、前記成形フレーム2の環内空間に向かって屹立するガイド軸13に沿って進退可能となるようにする。
(もっと読む)
電気融着継手、それを用いた接合方法、および電気融着継手と合成樹脂管との接合構造

【構成】 電気融着継手10は、合成樹脂管12どうしを融着接合するためのものであり、継手本体14および仮固定部16を備えている。継手本体14の両端開口部の受口18には、合成樹脂管12の管端が受容される。継手本体14の外面には、電源接続端子22が突出して形成されている。また、仮固定部16は、継手本体14の軸方向外側に配置され、合成樹脂管12の外面上に固定的に取り付けられるとともに、電源接続端子22に引っ掛けられて係止される。
【効果】 狭い場所でも簡単な作業で合成樹脂管どうしを融着接合させることが可能である。
(もっと読む)
製管装置
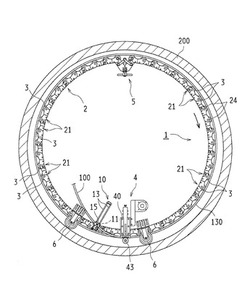
【課題】 既設管の断面形状が非円形の形状である場合にも、アウターローラやインナーローラの破損等を防止しつつ接合機構部を円滑に周回移動させて、短時間で精度よく管更生作業を行えるようにする。
【解決手段】 製管装置1は、既設管200の内面に沿って周回する周回フレーム2と、周回フレーム2の周回軌道を規定するガイドフレーム3と、帯状部材100の接合部を接合する接合機構部5とを備える。接合機構部5には、互いに逆方向に回転するインナーローラ51とアウターローラ52とが備えられ、アウターローラ52の回転軸は、インナーローラ51の回転軸の軸まわりに回動可能に設けられている。
(もっと読む)
既設管補修方法
【課題】老朽化して変形の生じた既設管を適切な形状に回復する工程を含む既設管補修方法を提供すること。
【解決手段】既設管100の劣化や変形の状態を前記既設管の内側から調査して、少なくとも内径及び変形を調査する調査工程、前記調査工程により得られた内径データ及び変形の度合いに基づいて、(a)前記既設管の内壁を内壁切削機により断面円形に切削する切削処理、(b)前記既設管について適正な断面円形を形成するために既設管内面を内側から外方に押圧し、断面円形状に修正する押圧処理、のうち少なくとも一方の処理を選定し、該選定した処理を行うことにより、その処理領域を含む前記管路全体において連続的な軸線の断面円形領域を確保する円形回復工程、を含む既設管補修方法。
(もっと読む)
熱可塑性樹脂管更生工法、及びドラム搬送用台車
【課題】 本発明は、施工開始地点として選択された立坑が狭小道路に存する場合にあっても、好適に既設管を更生することができる新規な熱可塑性樹脂管更生工法、及びこの熱可塑性樹脂管更生工法に用いられるドラム搬送用台車を提供することを目的とする。
【解決手段】 熱可塑性樹脂管更生工法において、熱可塑性樹脂管100が巻き回された巻取りドラム12を、施工開始地点まで搬送するにあたり、車幅700〜1600mmのドラム搬送用台車1を用い、前記巻取りドラム12を積載した前記ドラム搬送用台車1を、前記施工開始地点に通じる道路を介して、前記施工開始地点まで走行させる。
(もっと読む)
細長い物品の製造
【課題】プラスチックの外層を有するコアを成形することと、前記コアとの間に隙間を与えるようにして、このコアにシームレスの金属層を押し出し成形することと、前記金属層を冷却することと、前記金属層の内面に前記コアの外面を接触させることとを具備する、細長い物品を製造する方法を提供する。
【解決手段】最初に、外面がプラスチックからなるコアが成形されるように、細長い物品が、成形される。次に、管状の金属層4が、シームレスであるように押し出し成形される。金属層42が押し出し成形されるとき、隙間16が、金属層とコアとの間に与えられる。金属層4が冷却された後に、コア2の外面は、金属層4の内面に接触される。接着作用が、これらコアと金属層との間に与えられ、そして、これらコアと金属層とを一緒に圧縮する永久的な圧縮力が、与えられる。
(もっと読む)
口金付樹脂管の製造方法
【課題】 口金と樹脂管との接合部における気密性の高い口金付樹脂管を容易に製造できるようにする。
【解決手段】 口金より熱膨張率が大きい棒材を用い、樹脂管を構成する樹脂管構成材を棒材に巻き付けて筒状にして、樹脂管構成材の筒状にされた一端部を口金内に、当該一端部内に棒材を、これら3者を略同軸にして配置した上で加熱する加熱工程を備え、本加熱工程により、樹脂管構成材を溶融させつつ、口金と棒材の熱膨張率差により前記一端部に口金からの外圧及び棒材からの内圧を生じさせて前記一端部の外周面を口金の内周面に圧着保持して前記一端部の外周面を口金の内周面に融着させ、樹脂管を成形するようにした。
(もっと読む)
既設管更生部材
【課題】伸縮機能を持つとともに耐薬品性に優れた既設管更生部材を実現する。
【解決手段】既設管の内面に沿って、螺旋状に巻回または、既設管の長手方向に設置されるとともに、隣接する既設管更生部材の幅方向側縁と嵌合することによって、既設管の内部に内管を形成するようになっており、伸縮部が備えられている既設管更生部材であって、当該伸縮部はポリオレフィン系樹脂で構成されている。
(もっと読む)
管ライニング材及び管ライニング材用の樹脂吸着材
【課題】簡単には引き裂かれない強度と、流体圧で管路壁面に容易に密着できる伸びを有する管ライニング材及び管ライニング材用の樹脂吸着材を提供する。
【解決手段】本発明による管ライニング材用の樹脂吸着材は、液状の熱硬化性樹脂を含浸させた管ライニング材用の樹脂吸着材であって、450g/m2〜1300g/m2のガラスマット層と、80g/m2〜300g/m2のフェルト層を複数層重ね合わせてニードルパンチング加工し、前記ニードルパンチング加工に使用する複数のニードルの構成率30%以上が直径0.65mm未満のニードルであること特徴とする。
(もっと読む)
加熱式エアバッグ
【課題】特に、鋼管等の内面、さらには鋼管等の内面の一部分のみに被覆部材(ライナー部材)等を効果的に取り付けることができ、また配管等の筒状部材や容器等の内面から押圧及び加熱するための冶具として好適に用いることができるとともに、高所や狭い空間等における操作性が良好な加熱式エアバッグを提供する。
【解決手段】加熱式エアバッグ1は、内部への給排気により膨縮可能なエアバッグ本体2と、エアバッグ本体2の内面の少なくとも一部に取り付けられてなる面状発熱体3とを備える。
(もっと読む)
インジェクション成形スポイト及びその製造方法
【課題】低価格で、さらにバリのない安定した品質のインジェクション成形スポイトを提供する
【解決手段】上記課題を解決するために、本発明は、インジェクション成形されたプラスチック製のスポイトであって、液体を吸引及び吐出する口を一端に有する管部と、前記管部の他端に連設され押圧され自己回復する内部空洞の操作部とからなり、前記操作部の他端を溶着して密封したシール部を備えることを特徴とするインジェクション形成スポイトの構成とした。
(もっと読む)
三層管と管継手の接続端部加熱用鏝とその鏝を用いた加熱装置及び加熱方法
【課題】樹脂被覆金属三層管と樹脂製管継手との溶融接続を可能とする三層管と管継手の接続端部加熱用鏝を提供する。
【解決手段】樹脂被覆金属三層管7の端部7aと、該三層管7の端部7aの内外両側の樹脂被覆層13、14に当接する三層管端部差込溝11を備えた樹脂製管継手8の端部8aとの接合面を融着するための管端部加熱用鏝であって、a)鏝芯2に背面を固定し、前面に前記三層管7の端部7aに差込可能に対応する円周溝9を形成した三層管加熱体3と、b)前記鏝芯2に背面を固定し、前面に前記管継手8の三層管端部差込溝11に差込可能に対応する管状突起10を備えた継手加熱体4と、c)鏝芯2の基部2aに固定した電気ヒータ5と、そのヒータ5に送電する電気コード6とを備えて成る。
(もっと読む)
既設管補修工法
【課題】所望の厚みを有する管状ライニング材の既設管への設置を簡単な作業で容易に行うことができ、更に、硬化作業の的確化を図るための異なる性質の層の形成の容易化も図ることのできる既設管補修工法を得ること。
【解決手段】2つの前記管状ライニング材12,14をそれぞれ個別に既設管10内に挿入し、最初に挿入される管状ライニング材12を外側にし、その内側に次に挿入される管状ライニング材14を挿入して行い、2つの管状ライニング材は異なる重合開始剤の使用により硬化条件が異なり、最初に挿入される管状ライニング材は熱による硬化に適する管状ライニング材又は熱及び光の双方による硬化に適し、内側に挿入される管状ライニング材は光による硬化に適し、2つの管状ライニング材には同種類の樹脂が用いられ、内側に挿入される管状ライニング材の内側から光照射を行うことを特徴とする既設管補修工法。
(もっと読む)
製管同時裏込め材注入装置
【課題】本発明は、既設管への設置時や製管作業時において製管機が倒れ難く、又、製管作業時における製管機の接合機構部に負荷される負担が小さく、しかも裏込め材を供給する際の圧力損失が小さい新規な製管同時裏込め材供給装置を提供することを目的とする。
【解決手段】製管同時裏込め材注入装置1における製管機2に固定された裏込め材注入用ノズル3に、裏込め材を供給するための裏込め材供給用ホース6の一端を連結すると共にし、前記裏込め材供給用ホース6の他端にスイベルジョイント7を介して裏込め材供給用ポンプを連結し、更に、前記スイベルジョイント7を前記製管機2の進行方向前方に配される台車4に固定する。
(もっと読む)
枝管ライニング材、その製造方法及び枝管ライニング工法
【課題】本管ライニング材と枝管ライニング材の結合を向上させる。
【解決手段】本管のライニング材と熱溶着させることが可能な熱可塑性樹脂からなる樹脂シート103が樹脂吸収材115を介して鍔101に取り付けられる。樹脂シートと樹脂吸収材は熱溶着されており、鍔と樹脂吸収材にはそれぞれ熱硬化性樹脂が含浸され、該熱硬化性樹脂を硬化させることにより鍔と樹脂吸収材が結合される。鍔の下側にも、同様な構成が設けられる。熱可塑性樹脂からなる樹脂シートが硬い鍔と一体的に結合されるので、鍔が硬い場合でも本管のライニング材と樹脂シートを熱溶着することにより、枝管ライニング材の鍔と本管ライニング材は簡単な方法で確実に結合される。
(もっと読む)
更生管及び該更生管を用いた管更生工法
【課題】外力に対して変形を起こしにくく、管路修復構造を高強度にした更生管並びにこの更生管を用いた管更生工法を提供する。
【解決手段】内周面を構成する内面板と、該内面板の周縁に立設された外壁板とをプラスチックによって一体に形成したセグメント1を周方向並びに管長方向に連結して更生管を組み立てる。セグメントを周方向に連結してなる管ユニットには、その外周を包囲して管ユニットを拘束するアラミド繊維からなるワイヤー30が取り付けられる。アラミド繊維のワイヤーは、引張強度が高く、既設管と更生管の間に充填される充填材内に埋め込まれ固定化することができるので、高強度の複合管を構築することができる。
(もっと読む)
ライニング装置及び既設管のライニング方法
【課題】 熱可塑性樹脂をマトリックスとする繊維強化複合材料からなるライニング材に対し、十分な強度発現等を期待することのできるライニング装置及びライニング方法を提供する。
【解決手段】 一実施形態としてのライニング装置2は、屈撓性を有し、拡張性及び耐熱性を兼ね備えた拡径チューブ21と、拡径チューブ21の両端部の保持部材23A、23Bとを備える。保持部材23Aには、拡径チューブ21内に流体を供給する供給口231が設けられて流体のエア供給管3が接続される。保持部材23Bには、拡径チューブ21内の流体圧力を制御する圧力制御器235と、拡径チューブ21内の流体を排出する排出口233とが設けられる。拡径チューブ21内の流体は、圧力制御器235を経由して排出可能とされ、保持部材23Aから保持部材23B方向への流体の流れを形成する。
(もっと読む)
製管装置
【課題】 装置の大型化を招くことなく規制フレーム及びコネクタに作用する荷重に十分に対応させ、かつ、規制フレームの重量を軽減する。
【解決手段】 製管装置1は、既設管7内を周回する成形フレーム2と、プロファイル100の接合部を接合する接合機構部3と、成形フレーム2の周回軌道を規定する規制フレーム4とを備える。成形フレーム2は、規制フレーム4に沿って周回移動する複数個のコネクタ5を接続している。各コネクタ5は、ローラ軸51と、ローラ軸51の両端部に回転自在なガイドローラ52とを含む。各ガイドローラ52は、外側の大径部と内側の小径部とを有する。規制フレーム4は、幅方向の両端部に、ガイドローラ52の大径部が走行するためのガイド溝部44を備える。
(もっと読む)
1 - 20 / 455
[ Back to top ]