
Fターム[4F211AH05]の内容
プラスチック等のライニング、接合 (31,000) | 用途物品 (2,123) | 機械要素 (105)
Fターム[4F211AH05]の下位に属するFターム
固定具(←蝶番、ボルト、ナット、ネジ) (13)
管継ぎ手 (50)
伝動装置(←歯車、プーリー、チェーン、ジョイント) (15)
密封装置、弁(←ガスケット、パッキン) (7)
軸受、ブッシュ (1)
バネ、サスペンション、スリーブ、ダイヤフラム (2)
Fターム[4F211AH05]に分類される特許
1 - 17 / 17
チューブ被覆管体の製造方法
【課題】皺の発生又は皺立ち等の歪みの実質的にないチューブを有するチューブ被覆管体を製造できるチューブ被覆管体の製造方法を提供すること。
【解決手段】管状基体の外周面にチューブ5が配置されたチューブ被覆管体を、管状の固定筒11内で半径方向外側に拡径させたチューブ5の内部に管状基体を挿入して、製造するチューブ被覆管体の製造方法であって、チューブ5の両端部それぞれを、その周方向に部分的に固定筒11の内周面に圧接すると共に、チューブ5の両端部それぞれの周方向に一巡するように固定筒11に圧接して、チューブ5を固定筒11に固定する工程を有することを特徴とするチューブ被覆管体の製造方法。
(もっと読む)
熱ラミネート積層フィルムの製造方法
【課題】 熱ラミネート積層フィルムの界面接着性に優れ、熱ラミネートフィルムの反りを抑制することでハンドリング性の優れたポリアリーレンスルフィド積層二軸配向フィルムの製造方法を提供する。
【解決手段】 二軸配向ポリアリーレンスルフィドフィルムの接着層として共重合ポリアリーレンスルフィドを用いて240℃以上に加熱された金属ロール、200℃以上に加熱されたニップロールで熱圧着した直後、該金属ロールに少なくとも3秒以上接触したのちロールから引き剥がしてラミネートし、二軸配向ポリアリーレンスルフィド積層二軸配向フィルムを得る。
(もっと読む)
振動溶着方法

【課題】 振動溶着において樹脂製の一対の被溶着物を溶着する際、溶着後の製品にひずみが発生するのを抑制し、外観品質が低下するのを防止する。
【解決手段】 一対の樹脂製の被溶着物1、2の溶着面同士を対面させ、加圧力を加えて一対の被溶着物1、2を圧接させると同時に振動を付加して摩擦熱を発生させることで溶着面の融着部を溶融させ、所定の押し込み量に達した時点で振動を停止して溶融部を冷却させることで溶融部を溶着するようにした振動溶着方法において、振動工程が終了すると直ちに圧接力を所定圧力まで低下させて冷却固化させる。
(もっと読む)
FRP複合シャフト及びその製造方法
【課題】FRP円筒と継手部材の接合部に捩り方向の力が加わったときに起こる接着剤破壊(接着界面破壊)を確実に防止し、加工が簡単で低コストであるFRP複合シャフト及びその製造方法を得ること。
【解決手段】本発明は、FRP円筒の中空端部内に継手部材を挿入し、接着剤を介して接合してなるFRP複合シャフトにおいて、上記FRP円筒の内周面と上記継手部材の外周面の間のクリアランス内に挿入する上記接着剤中に、上記FRP円筒の内周面の呼び径と上記継手部材の外周面の呼び径との差をXとしたとき、X/2よりも粒径が大きくかつ上記FRP円筒及び上記継手部材よりも機械的強度が強い無機粒子を含有させたことを特徴としている。
(もっと読む)
防振装置セット及びその製造方法
【課題】異なる成形型を用意することなく、第1及び第2防振装置のストッパ特性を相違させる。
【解決手段】第1及び第2トルクロッドT1は、それぞれ、第2内筒部材4と、大外筒部10を有するブラケット1と、一対の主ばね部50,50を有する第2ゴム弾性体5と、第1及び第2空洞部53,54と、第1及び第2ストッパ6,7とを有していて、第2ゴム弾性体5並びに第1及び第2ストッパ6,7が第2内筒部材4及びブラケット1に加硫一体成形されている。第1トルクロッドT1のブラケット1における第1ストッパ6の第2軸直方向外側の部分には、孔部13が形成されている。第2トルクロッドのブラケットにおける第1ストッパの第2軸直方向外側の部分には、第1及び第2孔部が形成されている。第2トルクロッドの第2ゴム弾性体は、第2孔部内に大外筒部の内側と第1孔部とを仕切るように設けられた仕切部をさらに有している。
(もっと読む)
迅速解放ベルトスプライサー及びその動作方法
コンベアベルトを突き合わせ溶接するためのベルトスプライサー及びその動作方法。ベルトスプライサーは、クランプジョー(12、13)を有し、クランプジョーは、2つのベルト部分(26,27)の突き合わせ縁部を加熱ワンド(60)の対向端に接触させ、互いに溶接するとき2つの溶融された突き合わせ縁部を一緒に保持するように閉鎖する。トグルリンク機構組立体(36)は、クランプされたジョーを閉鎖状態に係止し、エネルギーをばね機構(56、57)に蓄積する。トグルリンク機構組立体は、ばねのエネルギーを迅速に解放させ、クランプジョーの開放を加速させて、溶融された突き合わせ端部を、くっつかないようにワンドの側から遠ざかる方へ迅速に引き離す。別の形態では、スプライサーを閉鎖し迅速に開放するため、トグルリンク機構組立体及びばね機構の代わりに、エアシリンダが使用される。 (もっと読む)
ゴムシート及びその製造方法及びその接合方法
【課題】側縁部を架橋接着により接続することによって大判のゴムシートとすることができ、かつ、接続部分を部分的に加熱加圧して接合一体化しても、得られる大判ゴムシートに波うちが発生せず、接合した部分の接合強度が高くできるようなゴムシートを提供する。
【解決手段】方形状に一体に形成されたゴムシートSであって、架橋ゴムからなる主部1と、ゴムシートの周縁部の少なくとも一辺にわたって設けられた未架橋ゴムまたは半架橋ゴムからなる接合部2とが架橋接着されたゴムシート。主部1と接合部2を構成する未架橋ゴムの架橋条件の差を利用して、ゴムシートS全体を加熱プレスしてゴムシートSを得ることができる。ゴムシートSの接合部2同士を架橋接着して、波うちのない大判のゴムシートを得ることができる。
(もっと読む)
熱可塑性樹脂組成物からなる成形体と金属の複合体の製造方法
【課題】レーザ光を熱源として、金属と熱可塑性樹脂組成物からなる成形体の異種材同士を強固に接合し、熱可塑性樹脂組成物からなる成形体がレーザ光を透過しない場合であっても、形状の自由度が大きく、信頼性の高い複合体を提供する。
【解決手段】(A)熱可塑性樹脂組成物からなる成形体と12(B)金属11を重ね合わせ、前記(B)金属側からレーザ光9を照射し、熱可塑性樹脂組成物からなる成形体の少なくとも一部を軟化および/または溶融することによって接合することを特徴とする熱可塑性樹脂組成物からなる成形体と金属の複合体の製造方法。
(もっと読む)
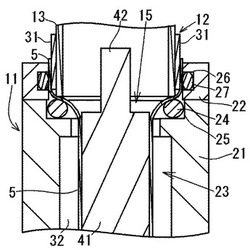
冷凍圧縮機に共振スプリングを取り付けるための配置およびプロセス
本発明の配置およびプロセスは、シリンダブロック(2)と、ピストン(5)を含む可動アセンブリと、第1の固定手段(20)によってシリンダブロック(2)に装着される第1の端部(11a)と第2の固定手段(30)によって可動アセンブリに装着される第2の端部(11b)とを有する共振スプリング(11)とを備える圧縮機内で適用される。第1の固定手段(20)および第2の固定手段(30)は、共振スプリング(11)の端部(11a、11b)の一方の周囲に取り付けられ、固定面(21b、31b)を有する軸受部(21、31)と、シリンダブロック(2)または可動アセンブリに事前に取り付けられ、接合面(22b、32b)を有する軸受受け部(22、32)とを備え、前記固定面(21b、31b)と接合面(22b、32b)とは互いに溶接されて、共振スプリング(11)を可動アセンブリおよびシリンダブロック(2)に固定して、前記可動アセンブリをシリンダ(2a)と同心状に維持し、かつ所定の軸方向の位置決めを維持する。  (もっと読む)
(もっと読む)
接着方法
【課題】モルフォリンジスルフィド等の有機含硫黄化合物が配合されてなる耐熱性に優れるゴム製品同士を良好に接着することができる接着方法の提供。
【解決手段】ジエン系ゴムと有機含硫黄化合物とを含有するゴム組成物からなる被着体ゴム同士を、ジエン系ゴムと有機含硫黄化合物とを含有するゴム組成物からなる接着用ゴムを接着界面に使用して接着させる接着方法であって、
前記被着体ゴムの全硫黄量Xが、前記被着体ゴムにおける前記ジエン系ゴム100質量部に対して0.16〜0.54質量部であり、
前記接着用ゴムの全硫黄量Yが、前記接着用ゴムにおける前記ジエン系ゴム100質量部に対して0.20〜1.00質量部であり、
前記全硫黄量Yと前記全硫黄量Xと比(Y/X)が、1.25〜2.50である接着方法。
(もっと読む)
フィルム接着結合の装置およびプロセス
本発明は、固体のフィルム接着剤の積層と、固体のフィルム接着剤の層とを利用して2つの部材を互いに結合する方法に関する。積層と層の両方は部材の間に配置される。加圧デバイスを利用して、低圧を加えて、部材を互いに押し付けてもよい。層と部材のうちの1つとの間の気泡を実質的に除去するために、圧力により積層を押し付けて、圧縮させ、異なる方向に広げてもよい。空隙がない結合ラインにより部材を互いに結合するために、加熱デバイスを利用して、層および積層を液体状態に変化させてもよい。  (もっと読む)
(もっと読む)
バレル研磨機における研磨槽のライニング構造
【課題】バレル研磨機における研磨槽のライニング層を、低コストで、所定厚さで均一に形成することが出来、またライニング層の修復の必要が生じた際には、低コストで、環境に悪影響を及ぼすことなく、修復を行うことが出来、更にそのようなライニング層が適用せしめられ得る研磨槽内面の形状が、制約を受けることを可及的に回避し、しかもあらゆる既存の研磨機における研磨槽に対して適用可能である研磨槽のライニング構造を提供すること。
【解決手段】研磨槽2内面を複数の区画に分割して、各分割区画に対応した大きさにおいて、織布8a〜8hの一方の面に常温硬化型のポリウレタンエラストマー層10a〜10hを所定厚さで一体的に設けてなるライニング・シート12a〜12hをそれぞれ成形し、織布8a〜8hの側において、各分割区画にそれぞれ接着せしめて、研磨槽内面のライニング層6を構成した。
(もっと読む)
レーザー溶着用樹脂組成物およびそれを用いた複合成形体
【課題】レーザー光線透過性、成形性、機械的強度及び滞留熱安定性に優れ、各種用途の樹脂成形体のレーザー溶着接合に有用なポリブチレンテレフタレート系樹脂組成物を得る。
【解決手段】(A)ポリブチレンテレフタレート系樹脂50〜99重量%、(B)ポリカーボネート樹脂、アクリロニトリル・スチレン共重合体の中から選ばれる少なくとも1種の樹脂1〜50重量%からなる樹脂組成物であって、さらに(C)スチレン系エラストマを(A)、(B)の合計量100重量部に対し、1〜25重量部、(D)リン酸モノエステル(1)およびリン酸ジエステル(2)であり、且つ配合比率が(1):(2)=35:65〜45:55であるホスフェート系安定剤を(A)、(B)の合計量100重量部に対し、0.01〜1.0重量部含有するレーザー溶着用樹脂組成物。
(もっと読む)
樹脂部材及びその樹脂部材を備えたスロットルボデー
【課題】 締付手段の締結軸力による取付部の保持力の低下を防止することのできる樹脂部材及びその樹脂部材を備えたスロットルボデーを提供する。
【解決手段】 樹脂製のカバー部材(樹脂部材)24は、スクリュ(締付手段)30の締付けによりボデー本体(固定側部材)3に固定される取付フランジ(取付部)24bを有する。取付フランジ24bに、スクリュ30のねじ軸部31が挿通されかつボデー本体3とスクリュ30の頭部32の座面32aとの間に介在されるカラー部材27を設ける。スクリュ30の座面32aに面する取付フランジ24bの端面上に、スクリュ30の締付けにともないそのスクリュ30の座面32aにより塑性変形される塑性変形部26を設ける。取付フランジ24bの塑性変形部26の塑性変形をもって、カラー部材27にスクリュ30の座面32aを当接(メタルタッチ)させる構成とする。
(もっと読む)
多孔質ユニット及びその製造方法
【課題】多孔質体の接合を好適に行わせ、しかも所望とする品質を確保する。
【解決手段】多孔質ユニット10は、大別してベース体11と多孔質板12とを備えている。ベース体11及び多孔質板12は同じ熱可塑性樹脂により成形され、前者は緻密質、後者は多孔質となっている。ベース体11には円形凹部13と連通孔部14が形成されている。ベース体11の円形凹部13には連通孔部14を塞ぐようにして多孔質板12が固着されている。ベース体11と多孔質板12とは超音波溶着により接合されている。
(もっと読む)
レーザー溶着方法
レーザー溶着方法は、熱可塑性樹脂100重量部と、屈折率2〜2.8の白色顔料0.1〜2重量部とを含有する樹脂組成物で、白色、灰色又は淡彩色である白色系の色相を示しているレーザー光透過性の樹脂部材1を形成し、それへ、レーザー光吸収性を少なくとも部分的に有し得る樹脂部材2を、重ね合わせた後、レーザー光3を照射することにより、熱溶着させるというものである。  (もっと読む)
(もっと読む)
管状フィルムのロールを交換する方法
【課題】管状フィルムのロールを交換する方法
【解決手段】リール(1)上に帯状形式で巻回されたフィルムチューブ(2)の開始部分(3)を、後続の処理ステーション、特に梱包システムへと延びている第2フィルムチューブ(5)の終端部分(4)と、少なくとも部分的に帯状形式で結合する方法であり、この場合、上方旋回タブ(3a、3b、4a、4b)の夫々の少なくとも1つは、切断部を、結合される2つのフィルムチューブ(2、5)の開始部分(3)および終端部分(4)内に、終端部分(4)のタブ(4a、4b)が開始部分(3)のタブ(3a、3b)の上に配置された状態で配置し、重なり合ったタブ(3a、3b、4a、4b)を耐引張方式で相互に結合することで形成される。ここでは、フィルムチューブ(2、5)の開始部分(3)および終端部分(4)の耐引張接続部は溶接によって形成され、超音波に基づいた溶接方法が好ましい。  (もっと読む)
(もっと読む)
1 - 17 / 17
[ Back to top ]