
Fターム[4F211AH11]の内容
プラスチック等のライニング、接合 (31,000) | 用途物品 (2,123) | 機械要素 (105) | 管継ぎ手 (50)
Fターム[4F211AH11]に分類される特許
1 - 20 / 50
樹脂製端面突合せ継手とその継手の溶着方法並びに配管器材
【課題】短筒形状の溶着環状部を有する継手を溶着する場合であっても、通常の溶着機のクランプで固定代と適正な芯間寸法を確保し、同時に同軸上に位置させて芯合わせも行うことを可能とした樹脂製端面突合せ継手とその継手の溶着方法、並びに配管器材を提供すること。
【解決手段】継手基部に継手基部内の流路と連通する複数の溶着環状部を設け、この溶着環状部の少なくとも一つの溶着環状部の同軸上で、かつ前記継手基部の外端に溶着機クランプ用の固定部を設けた樹脂製端面突合せ継手である。
(もっと読む)
FRP高圧管接着継ぎ手の構造

【課題】FRP材は複合材の欠点であるせん断強度が弱いため強固な管継ぎ手が出来ないため、管は耐食性に優れるが、高圧管には適さないとの評価が一般であった。100MPaなる高圧の大型管やタンクの構造物を可能に至らしめる接合継ぎ手を提供する。
【解決手段】接合部は1/16テーパで構成して応力分散を図り、耐食層3、4、5は強化層1、2の破断伸び以上の必要伸びが得られる材料を選択、耐食層と強化層の界面ノッチを緩和させる粘性層を設けて、接着強度不足を補うせん断ピンを摘要することで、小口径から3mを超える巨大径まで高圧継ぎ手を可能にした。
(もっと読む)
電気融着継手の製造方法
【課題】熱可塑性樹脂管の内周部に形成された凹溝に電熱線を嵌入した構造の電気融着継手において、保管環境下での温度変化で電熱線が凹溝から浮き上がることなく、かつプラスチック管との融着界面にボイドが生じないような電気融着継手の製造方法を提供する。
【解決手段】プラスチック管が挿入される熱可塑性の樹脂管の内周面を切削しU字状凹溝2を形成する工程と、凹溝2の壁面を押圧し凹溝開口部の両側に舌状部を形成する工程と、凹溝2に電熱線3を装入する工程と、前記舌状部を押圧して電熱線3を凹溝2の奥に押付ける工程を有する電気融着継手の製造方法であり、凹溝2を、螺旋ピッチが小さい部分と大きい部分からなる螺旋形に形成し、凹溝2の幅を、電熱線3の直径と同じかわずかに狭い寸法に形成し、凹溝2の深さを、電熱線3の直径より深い寸法にして、螺旋ピッチが小さい凹溝部分を、螺旋ピッチが大きい凹溝部分よりも浅い寸法に形成する。
(もっと読む)
シート状の材料の溶着加工装置および方法
【課題】
本発明は、配管と配管の間隙にウレタンゴム製等のジョイント部を装着するにあたり、原材料のシートからジョイント部を汎用のプレス機によって加熱した後プレスする溶着法によって製作するのに際して、口出し部を設けざるを得ないために搬送する粉体等がそのジョイント部から漏れるという課題を解決するものである。
【解決手段】
本発明は前記の状況に鑑み、汎用のプレス機ではなく専用のプレス機を用いて、口出し部を設けずに、溶着する部分をオーバラップさせた後に加熱した後プレスすることにより口出し部を除去し、前記のウレタンゴム製等のジョイント部の欠点を除去したことに特徴を持つ。
(もっと読む)
サドル形エレクトロフュージョン継手用のクランプ
【課題】外径60mm以上のエレクトロフュージョンサドル継手をプラスチック管にクランプによって固定する際、主管部でのプラスチック管との密着性を向上させて該部での融着不良を解消する。
【解決手段】サドル継手11とプラスチック管3を固定するクランプ14は、サドル継手11の主管部2aに通し、サドル部2bに上方より被せて装着され、凸状に湾曲した内周面で主管部両側の湾曲したサドル部2bを押える上締め金具15と、下向きに凸状の半円形をなしてプラスチック管3に下方より当てがわれる下締め金具7よりなり、両締め金具7、15を締結すると、上締め金具15の内周面でサドル部2bを押え締着する。
(もっと読む)
円筒状部材の接合方法、円筒状成形体の成形方法および成形体
【課題】シワの発生がなく、外観良好で、強度を保持させた円筒状部材の接合方法および円筒状成形体の成形方法を提供する。
【解決手段】上記の接合、成形方法を、突き合わせた管端面の接合部に重ねて強化繊維基材2を配設する工程と、前記強化繊維基材2を、密封材により被覆して樹脂管1相互の外周面に密封する工程と、前記樹脂管1の外周面と密封材との間を減圧し、未硬化の樹脂を供給する工程と、供給した樹脂を硬化させる工程とを含み、前記強化繊維基材2は、接合部の外周面に沿って周方向および横方向に位置をずらしながら配設される複数枚のシート状物であり、周方向の一端を接着させ、周方向の他端を、隣り合う他のシート状物の外面に重なり合うように配設して、接合部の周方向に沿って重ね張りされるものとする。
(もっと読む)
熱可塑性樹脂管の回転摩擦接合方法
【課題】熱可塑性樹脂管同士、熱可塑性樹脂管と継手とを中間部材を介して良好な接合を施すことができる熱可塑性樹脂管の回転摩擦接合方法を提供すること。
【解決手段】各々の熱可塑性樹脂管(ポリエチレン管1)の端部外面1aに所定角度のテーパー加工を施し、中間部材(ソケット3)の二箇所の接合部内面に所定角度のテーパー穴加工を施し、熱可塑性樹脂管(ポリエチレン管1)のテーパー部1bを中間部材(ソケット3)のテーパー穴3aに夫々挿入した状態で熱可塑性樹脂管(ポリエチレン管1)に対し中間部材(ソケット3)を回転させつつ熱可塑性樹脂管(ポリエチレン管1)の軸心方向に所定の圧力を加えて摩擦運動をさせて摩擦接触部分を発熱・溶融させることにより、熱可塑性樹脂管(ポリエチレン管1)同士を中間部材(ソケット3)を介して接合する。
(もっと読む)
電気融着コントローラ
【課題】運搬が容易な電気融着コントローラを提供する。
【解決手段】ケース21は、開閉可能なケース半体22,23よりなる。ケース21内に出力ケーブル、電源ケーブル、バーコードケーブルを巻回して収容可能である。ケース21を閉め、取手55を持って運搬することができる。使用時には、ケース21を開け、これらを引き出して用いる。バーコードケーブルの先端に設けられたバーコードリーダーによって継手バーコードを読み取り、通電条件を演算する。
(もっと読む)
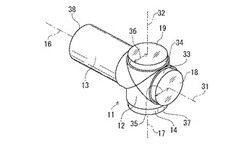
等速自在継手用ブーツ
【課題】安定したシール性能を低コストに確保し得る等速自在継手用ブーツを提供する。
【解決手段】筒状開口部2(3)を有し、この筒状開口部2(3)が金属製取付部材17(11)の被取付部18(19)に外嵌されて、レーザー光照射によって、被取付部18(19)に筒状開口部2(3)が固着される樹脂製の等速自在継手用ブーツである。使用する樹脂を擦過音抑制用添加剤が添加された熱可塑性エラストマーとするとともに、少なくとも前記筒状開口部2(3)の内径部への擦過音抑制用添加剤の添加を省略した。
(もっと読む)
エレクトロフュージョン継手
【課題】信頼性の高いシール性能を発揮することができるエレクトロフュージョン継手を提供する。
【解決手段】エレクトロフュージョン継手10は、円筒状をなす架橋ポリエチレン樹脂製の継手本体11の内周部に、内部に電熱線15が巻回された未架橋ポリエチレン樹脂製の電熱層14を形成し、継手本体11の外周部に電熱線15の両端部が接続される一対の端子21を備え、かつ端子21を保持する保持筒20が未架橋ポリエチレン樹脂で構成されている。そして、継手本体11内に外周部が未架橋ポリエチレン樹脂で形成された樹脂パイプ16を差し込み、電熱線15に通電して電熱層14と樹脂パイプ16とを熱融着した後、端子21を電熱線15の両端部から外し、保持筒20を加熱溶融して電熱線15の両端部を封止するようになっている。
(もっと読む)
管材への被覆材の取付装置
【課題】既に成形されている管材における特に角筒状部の内周面に、不織布等の被覆材をきっちりと沿わせながら精度良く取り付けることができる取付装置を提供する。
【解決手段】この取付装置1は、角筒状部5を備えた管材3を支持する支持部材34と、この支持部材34によって支持された管材3の角筒状部5内側に対して挿脱可能とされて、角筒状部5の内周面に対して近接離間する方向に移動可能とされた分割型材52〜54、55〜57を有する2組の内金型50、51とを備えている。そして、管材3の角筒状部5の内周面に沿って方形枠状に仮張りした被覆材2に、内金型50、51の分割型材52〜54、55〜57を交互に押し付ける際に、各回の押し付け部位を角筒状部5の内周面に沿った周方向にずらしながらそれら押し付け部位の端部同士を互いにオーバーラップさせる。
(もっと読む)
管継手の製造方法及び管継手
【課題】不良品の発生を抑制して品質の高い管継手が得られるようにすることを目的とする管継手の製造方法及び管継手を提供する。
【解決手段】芯型21の外周側を水膨張シート13により被覆する水膨張シート被覆工程と、その水膨張シート被覆工程により被覆された水膨張シート13の外周側を、樹脂シート15,151,167または樹脂筒体16により被覆する樹脂材被覆工程と、上記各被覆工程により積層された水膨張シート13と樹脂シート15,151,167または樹脂筒体16を、これらよりも外周側に配置された第2可動型29で型締めして一体化する型締め工程とを備える。
(もっと読む)
ホースと口金具用樹脂製ニップルとの接続方法及びホース口金具接続構造
【課題】ホースと口金具用樹脂製ニップルとを締め具により加締めることなく接続する方法であって、ホースやニップル自体が変形してシール性を損なうことがない接続方法を提供する。また、その接続方法に使用する口金具用ニップル及びその接続方法によりホースと口金具用ニップルが接続されたホース口金具接続構造を提供する。
【解決手段】ニップルの外周面に少なくとも1個の環状体を、環状体の内周が前記ニップルの外周に接触するように配設し、ニップルをホースに環状体の外周とホース内周が接触するように挿入した後、環状体を加熱させることでニップルとホースとを溶着して一体化する接続方法を用いることで解決する。
(もっと読む)
管継手の製造方法、管継手の製造装置
【課題】 生産性が良好であり、安定した品質を得ることができ、また、管継手に貼り付ける止水性シートの厚みが変更となった場合や、当該シートを管体に押圧する押圧力を変えたい場合にも容易に対応が可能な、管継手の製造方法および管継手の製造装置を提供する。
【解決手段】 管継手製造装置10は、芯金スライド用シリンダ29を動作し、予め内周面に水膨張シートが設けられた螺旋溝付管3内へ、芯金21を挿入する。次に、管継手製造装置10は、芯金拡径用シリンダ23を動作し、芯金21を螺旋溝付管3の内周面に水膨張シートを押圧し、その状態で螺旋溝付管3が回転される。螺旋溝付管3の回転に応じて、芯金21は螺旋溝付管3内周面全周に渡り水膨張シートを押圧する。
(もっと読む)
樹脂管の接合工具および樹脂管の接合方法
【課題】 手間を増加させることなく樹脂管と樹脂継手との接合部に接合者を示す。
【解決手段】 融着接合工具2は、樹脂管1の端部分1Aと樹脂継手5の端部分5Aとをそれぞれ加熱溶融させたうえで両者を圧入して圧着保持させることにより樹脂管1と樹脂継手5とを融着接合する際に、樹脂管1を固定保持するための接合工具である。融着接合工具2は、一対の半割り筒状保持片3A,3Bを備える。半割り筒状保持片3A,3Bは、樹脂管1を径方向の両側外部から挟持した姿勢と樹脂管1の挟持を解除した姿勢とに切替え可能である。半割り筒状保持片3A,3Bは、規制端面3a,3bを含む。規制端面3a,3bは、挟持された樹脂管1の端部分1Aに圧入される樹脂継手5の端面に当って圧入長さを規制する。規制端面3a,3bは、突出部3c,3dを有する。突出部3c,3dは接合者を示す。
(もっと読む)
電気融着継手用通電制御装置
【課題】各種形状の異なる電機融着継手への電源ケーブルの接続を簡便に且つ安全に行う
【解決手段】コネクター4は、種類が異なる2つの電極7、8を有する。電極7と8とは、コネクター本体4aを挟んだ両側に対象に配置されている。めす状の電極7、8内には、電極ガード棒10が摺動可能に配されている。電極7を電気融着継手21のターミナル51のおす状の電極部11に差し込むと、電極11によって押された電極ガート゛棒10が反対側の電極8内を塞ぎ、人などが直接電極8に触れて感電すること等が防止される。
(もっと読む)
ポリオレフィン樹脂を素材とする部材の融着方法
【課題】従来、架橋樹脂を素材とする部材間の接合融着等については、基礎本体を構成する素材が加熱によっては溶融しない架橋樹脂であるため、加熱によって溶融する樹脂と架橋樹脂とを2層構造に成形して熱融着してきたが、融着部の軟化温度が低いため、高温時に負荷が掛かると融着部が剥離する危険があった。
【解決手段】融着を必要とする各部材の基礎本体をシラングラフト化樹脂により、それぞれ、成形して所要部を融着加工した後、架橋反応加工を行って構造固定することによって融着加工部分にも架橋反応加工が行われて基礎本体と融着加工部分が同一の分子構造となるように構成した。
(もっと読む)
電気融着プラグ及び管端の処理方法
【課題】 配管撤去時の不用な配管を短くすることができるとともに、管端に正常に接合することができる電気溶融着プラグを提供する。
【解決手段】 熱可塑性樹脂からなる管端に挿入される挿入部21を有し、少なくとも一端側が密閉された熱可塑性樹脂からなる円筒状の融着部材2と、その外周面に巻回され、巻き始めと巻き終わりが一端側に引き出された電熱線3と、融着部材2の一端側の端面に固定され巻き始めと巻き終わりが各々絡げられた一対の端子4a、4bと、融着部材2の一端側に外嵌されかつ挿入部21とともに管端に挿入される先端部51を有する熱可塑性樹脂からなるキャップ部材5とを有する。
(もっと読む)
管継手の製造方法、管継手の製造装置および管継手
【課題】生産性が良好であり、安定した品質を得ることができ、また、管継手に貼り付ける止水性シートの厚みが変更となった場合や、当該シートを管体に押圧する押圧力を変えたい場合にも容易に対応が可能な、管継手の製造方法および管継手の製造装置を提供する。
【解決手段】管継手製造装置10は、芯金スライド用シリンダ29を動作し、予め内周面に水膨張シートが設けられた螺旋溝付管3内へ、芯金21を挿入する。次に、管継手製造装置10は、芯金押圧用シリンダ23を動作し、芯金21を螺旋溝付管3の内周面に水膨張シートを押圧し、その状態で螺旋溝付管3が回転される。螺旋溝付管3の回転に応じて、芯金21は螺旋溝付管3内周面全周に渡り水膨張シートを押圧する。
(もっと読む)
電気融着継手およびその製造方法
【課題】本発明は、熱可塑性樹脂管の内周部に形成された凹溝に電熱線を嵌入した構造の電気融着継手において、保管環境下での温度変化で電熱線が凹溝から浮き上がることなく、かつプラスチック管との融着界面にボイドが生じないような電気融着継手およびその製造方法を提供することを目的としている。
【解決手段】本発明に係る電気融着継手は、プラスチック管が挿入される熱可塑性の樹脂管と、樹脂管の内周面に形成されたU字状の凹溝と、凹溝開口部の両側面に形成された舌状部と、凹溝内に装入された電熱線とを有し、電熱線は凹溝開口部の両側面の舌状部で押圧されて樹脂管の内周面より沈み込んだ状態に装着されていることを特徴としている。
(もっと読む)
1 - 20 / 50
[ Back to top ]