
Fターム[4F211AH57]の内容
プラスチック等のライニング、接合 (31,000) | 用途物品 (2,123) | 容器の栓、ふた(←王冠) (26)
Fターム[4F211AH57]に分類される特許
1 - 20 / 26
樹脂溶着体
【課題】樹脂溶着体の溶着強度を高めるとともに材料コストを削減する。
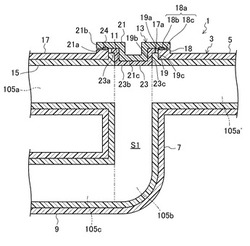
【解決手段】パイプ本体3は、内層部材15と、内層部材15の外面に一体に設けられた外層部材17とを備え、蓋体13は、蓋本体21と、蓋本体21の外周部21aを除く領域に一体に設けられ中空体S1の開口部11を閉塞する施蓋部23とを備える。外層部材17を、レーザ光Lに対して吸収性を有する第1の樹脂で構成し、蓋本体21を、レーザ光に対して透過性を有する第2の樹脂で構成し、内層部材15及び施蓋部23のみを共に、所定の流体に耐えうる耐薬品性を有する第3の樹脂で構成する。蓋体13の施蓋部23でパイプ本体3の開口部11を閉塞した状態で、施蓋部23と内層部材15とを開口部11の全周に亘って当接させ、かつ蓋本体21の外周部21aと外層部材17とをレーザ光Lの照射により一体に溶着する。
(もっと読む)
レーザ溶着密封包装体及びその製造方法

【課題】結晶性ポリエステル樹脂から成る包装体をレーザ溶着によりヒートシールさせて密封した密封包装体を提供する。
【解決手段】相対する包装材料をレーザ溶着Lにより一体的に密封して成る密封包装体であって、前記相対する包装材料の少なくともレーザ溶着面が結晶性ポリエステル樹脂から成り、非晶性ポリエステル樹脂及びレーザ光吸収剤を含有するシール材Sを介してレーザ溶着Lされて成ることを特徴とする。
(もっと読む)
ポリウレタンフォーム積層体の製造方法
【課題】フィルム内のシワの発生やエアーの混入を有効に抑制し得るシール性の高いポリウレタンフォーム積層体の製造方法を提供する。
【解決手段】ポリウレタンフォーム積層体の製造方法は、熱可塑性樹脂フィルム7とポリウレタンフォーム6との接合面において、前記熱可塑性樹脂フィルム7の収縮温度から接着温度までを平均昇温速度12℃/秒以下で昇温することによって、前記熱可塑性樹脂フィルム7とポリウレタンフォーム6とを熱融着させる工程を含むことを特徴とする。
(もっと読む)
液晶ポリマーの成形体とガラス基材とを溶着する方法、及び、これにより製造された複合体
【課題】液晶ポリマーの成形体とガラス基材とを、接着剤を用いずに簡便な工程で溶着することができ、十分な気密性を付与できる、成形体とガラス基材とを溶着する方法、及び、これにより製造された成形体とガラス基材との複合体を提供する。
【解決手段】液晶ポリマーの成形体20をガラス基材3と接触させ、液晶ポリマーの成形体20におけるガラス基材3との接触部22cの温度を所定の高温にすることにより、液晶ポリマーの成形体20とガラス基材3とを溶着する方法である。ここで、接触部22cの所定の温度をT1(℃)、液晶ポリマーの流動開始温度をT2(℃)、液晶ポリマーの分解開始温度をT3(℃)とした場合、以下の関係式:T3(℃)>T1(℃)≧T2(℃)+80℃を満たす。
(もっと読む)
表面改質された樹脂フィルム、及び樹脂フィルムの表面改質方法
【課題】接着剤やアンカーコート剤を用いないで、熱圧着のみにより他の樹脂フィルムとの積層フィルムを製造しても、高い接着強度を有する表面改質された樹脂フィルムを提供する。
【解決手段】基材の少なくとも一方の面が、大気圧プラズマ装置により表面改質された、厚みが10〜500μmの熱可塑性樹脂からなる樹脂フィルムであって、表面から約10nm以下の深さに熱接着性改質層が形成され、XPSの観測により、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー11〜17eVに見られるC−C結合に由来するピーク面積(S1:改質後のピーク面積、S0:改質前のピーク面積、S1/S0:改質前後のピーク面積比)が、ポリエチレンテレフタレート(PET)ではS1/S0<0.8、ナイロン(NY)ではS1/S0<0.89、直鎖状低密度ポリエチレン(L−LDPE)ではS1/S0<0.9となっている。
(もっと読む)
包装容器、その製造装置および製造方法
【課題】開封視認が容易に行え、容易かつ安価に製造できる、再封可能な包装容器、その製造装置および製造方法の提供。
【解決手段】包装容器100Aは、容器本体200と容器本体200の開口部を塞ぐための蓋材300がフランジ部230のシール部240でヒートシールされている。容器本体200は、一角が外側に突き出して一連に形成された略三角形状の張出部250を有し、蓋材300は、張出部250と略同形状で、開封前は張出部250に重なる開封開始部400を有している。開封開始部400は、把持可能に形成された第一把持部410と、第一把持部410に隣接して配置され、張出部250にシールされた開封シール部420と、開封シール部420およびシール部240を連結する連結部430と、を備え、開封シール部420および連結部430の境界には破線部423が設けられている。
(もっと読む)
水を介在させたプラスチック部材のレーザー溶接方法
【課題】本発明の目的は、水が接合予定の部材間に介在していてもレーザー溶接することができ、たとえ部材が薄いプラスチック部材であったとしても溶接部の熱変形を抑制しながら部材同士を接合することができるレーザー溶接法を提供することである。
【解決手段】本発明に係る水を介在させたプラスチック部材のレーザー溶接方法は、接合予定の部材1,2を1組用意する準備工程と、部材同士を接面させ、かつ、部材同士を押し付けて接面させたときに生ずる隙間空間7に水5を満たす接面工程と、部材の少なくとも一方にレーザー光線4を照射して発熱させ、部材同士を融着させる融着工程と、を有する。部材がレーザー光線を吸収しない場合は、薄層6若しくは成形物を部材間の内側に配置し、薄層若しくは成形物にレーザー光線を吸収させることで発熱させる。
(もっと読む)
レーザー溶着方法
【課題】接合した樹脂部材に色が付くことを防ぐと共に、高価なレーザー光吸収材の使用量を減らして大幅にランニングコストを削減する。
【解決手段】重合した溶接すべき樹脂部材1、2の上面に、合わせ面にレーザー光吸収材5を付着させた2枚一組のレーザー光に対する透過性を有するシート状部材3、4を重ねる。更に該シート状部材3、4の上に加圧パレット6を重ね加圧した状態において、該加圧パレット6の上方からレーザー光8を照射し、レーザー光吸収材5を発熱させる。そしてこの熱のシート状部材4への伝導を通して両樹脂部材1、2の接合面を溶融する。
(もっと読む)
レーザー光吸収材の表面塗布による溶接方法
【課題】特に容器を形成する工程において用いた場合に、容器完成後に内容物を収容する場合にあっては、レーザー光吸収材が内容物に直接接触することがなく、また内容物の収容後に容器本体に蓋を被せる場合にあっては、内容物から離れた位置において発熱作用が生ずるようにする。
【解決手段】レーザー光吸収材3を、重合した樹脂部材1、2の内の一方の樹脂部材1における重合面とは反対側の面に付着せしめる。該一方の樹脂部材1の外側からレーザー光吸収材3を付着した部分にレーザー光4を照射する。レーザー光4の吸収による発熱の他方の樹脂部材2への伝導を通して両樹脂部材1、2の接合面を溶融する。その後冷却して接合する。
(もっと読む)
複数の樹脂材料のレーザー溶着方法
【課題】複数の樹脂材料を直交状態に接触させた状態において、一方の樹脂材料の端面における一部のみを溶融させて結合を行う。
【解決手段】光吸収性の樹脂材料からなる容器1は、垂直壁1Aの上端側部分を、上端面に溶融すべき所要範囲のフラット部分1aを残して38度の外側傾斜面1bとする。光透過性の樹脂材料からなるキャップ状の蓋2は、垂直壁2Bの内側に、容器1の外側傾斜面1bと平行する内側傾斜面2bを形成する。容器1に蓋2を被せた状態において、蓋2を介してレーザー光6を、光学系4により容器1の垂直壁1Aの上端面又はこれから僅かに離れた所要深さの位置に焦点が合うように集束して照射する。
(もっと読む)
熱可塑性樹脂から成る層を有する部材の溶着方法及び蓋付熱可塑性樹脂容器
【課題】溶着部分を予め外部押圧機構により固定しなくてもレーザ溶着することができ、比較的肉厚の部材でも高速且つ安定的に容器を密封することが可能な溶着方法を提供することである。
【解決手段】熱可塑性樹脂から成る層(a)を外側表面の少なくとも一部に露出する部材(A)と、熱可塑性樹脂から成る層(b)を内側表面に少なくとも露出する部材(B)とを溶着する方法において、
前記層(a)と層(b)とが溶着されるべき部分に、部材(A)及び部材(B)とを互いに押圧し且つ押圧状態を保持可能な自己押圧保持機構が形成され、該層(a)と該層(b)とが互いに圧着された状態で、該圧着部分にレーザビームを照射することにより溶着することを特徴とする溶着方法。
(もっと読む)
フッ素樹脂接合体
【課題】例えばPFA製の肉厚の薄い2つのフッ素樹脂体を簡易に、しかも確実に熱融着した構造のフッ素樹脂接合体を提供する。
【解決手段】第1のフッ素樹脂体と第2のフッ素樹脂体との突き合わせ部において、前記第1のフッ素樹脂体の加熱および外力による変形を受けた部位の一部が前記第2のフッ素樹脂体に熱融着して境目のない融着部を形成し、前記第1のフッ素樹脂体と前記第2のフッ素樹脂体との間の溶融しなかった部位には境目が残されている。
(もっと読む)
ICタグ及びその製造方法
【課題】プラスチック成形品との接合性に優れ、特にインサート成形によりプラスチック成形品の表面部分に、デラミネーションを生じることなく強固に固定することが可能なICタグを提供する。
【解決手段】少なくとも一方の表面が熱接着性樹脂からなる熱接着性面9となっている樹脂基板1と、樹脂基板1の熱接着性面9に、ICチップ5と金属薄膜からなるアンテナ3とが接着固定されていることを特徴とする。
(もっと読む)
レーザを用いた部材の接合方法
【課題】 部材の材料に限定されることなく確実に部材同士を接合させることができるレーザを用いた部材の接合方法を提供する。
【解決手段】 互いに重ね合わされた第1部材11が半導体レーザ光を透過するアクリル材料で形成され、第2部材12がスズ製である。第2部材12の境界面がサンドペーパで荒された溝本数密度で0.03[/μm]以上である凹凸状の境界面12aにされ、境界面12aでのレーザ光吸収率が17%以上にされている。第1及び第2部材11,12の境界に半導体レーザ光を照射することにより、第2部材の境界面12aにおいて半導体レーザ光が吸収され、境界面12a付近のアクリル材料を局所的に溶融あるいは軟化させる。溶融あるいは軟化したアクリル樹脂が境界面12aに接着して凹凸に食い込むことによるアンカー効果によって、両部材間に強固な接合が形成される。
(もっと読む)
密封容器の製造装置及び密封容器の製造方法
【課題】本発明の目的は、溶接予定箇所を覆うように押さえつけた蓋と容器胴体とを均一に密着させた状態でレーザー溶接を行なうことができる密封容器の製造装置を提供することである。
【解決手段】本発明に係る製造装置は、開口部を有する容器胴体61と開口部を密閉する蓋63とをレーザー溶接法によって溶着して気密状態とした密封容器の製造装置であって、容器胴体61と蓋63との溶接予定箇所64にレーザー光46を照射する蓋溶接手段45と、容器胴体61に装着された蓋63を押さえる押当板44を有し、押当板44のうち少なくとも蓋63を押さえる押当部分44aがレーザー光46に対して透光性を有し、かつ、押当部分44aをレーザー光46の光路上に配置する蓋固定手段43とを、備える。
(もっと読む)
密封容器の製造方法
【課題】本発明の目的は、密封容器の製造方法において、レーザー溶接する際に蓋に非接触のまま密封性良く蓋を溶接することで、レーザー溶接の品質を高くすることである。このとき、蓋に非接触にもかかわらず容器胴体と蓋との密封性を確保することで機械的蓋固定手段を装置から取り除き、省スペース化することを目的とする。
【解決手段】開口部59を有する容器胴体61と開口部59を密封する蓋62とをレーザー溶接法によって溶接して気密状態とした密封容器の製造方法であって、容器胴体61に蓋62を装着する蓋装着工程S3と、蓋62に気体81を噴射し続け、かつ、容器胴体61と蓋62との溶接予定箇所66を密着状態としたままで溶接予定箇所66にレーザー光65aを照射して溶接を開始する蓋溶接工程S4と、を備える。
(もっと読む)
ヒートシール方法
【課題】 ヒートシール部に白濁や気泡の取込の問題を解決するヒートシール方法を提供する。
【解決手段】 上記課題は、ヒートシールにおける圧着圧を、
(1)ヒートシール温度がヒートシール材の融点以下の場合にはヒートシール温度における水蒸気圧−0.05MPa以上とし、
(2)ヒートシール温度がヒートシール材の融点より高い場合にはヒートシール温度における水蒸気圧以上とする
ことを特徴とするヒートシール方法によって解決される。
(もっと読む)
閉鎖膜チューブ容器の製造方法
【課題】 内容物の保存性に優れた閉鎖膜チューブ容器
【解決手段】 内ショルダーの上面に閉鎖膜を被着した円盤部材を、マンドレルヘッド上に載置し、次いでショルダー材を、前記円盤部材上に落下し、該ショルダー材を上金型で押圧してチューブショルダーを成形し、前記閉鎖膜を内ショルダーとチューブショルダーで挟着したことを特徴とする閉鎖膜チューブ容器の製造方法。
(もっと読む)
溶着装置
【課題】生産量の増減に即応でき、しかも小型でありながら清掃やメンテナンスが容易な溶着装置を提供する。
【解決手段】シフト個数を幾つに増やしても、容器搬入コンベヤ2と空トレー搬出コンベヤ6との間、キャップ搬入コンベヤ5と空トレー搬出コンベヤ6との間、又は容器保持手段4とキャップ搬入コンベヤ5との間の距離を広げなくて済むので、溶着装置1の小型化に有利である。しかも、容器搬入コンベヤ2と加熱手段8との間、及び空トレー搬出コンベヤ6と製品搬出コンベヤ7との間には、作業員が進入し、又は手等を差込める余地を確保できるので、溶着装置1の清掃やメンテナンスを容易に行える。
(もっと読む)
密封容器
【課題】
本発明の目的は、レーザー溶接をはじめ、熱溶融によって密封をする飲料・食品用容器等の密封型容器について、口部と蓋の構造を工夫することにより、高い夾雑物適性を付与することである。そして密封性を高く、また容器胴体と蓋との接合強度を高くすることを目的とする。
【解決手段】
本発明に係る密封容器は、口部を有する容器胴体と、前記口部を閉じたときに自己にひずみを生じさせ、該ひずみを緩和する応力によって前記容器胴体に対して加圧状態の密着部分を生じさせ、且つ、該密着部分が封じ目となる可塑性材料で形成された蓋とを有し、前記密着部分が熱融着されていることを特徴とする。
(もっと読む)
1 - 20 / 26
[ Back to top ]