
Fターム[4F211AH63]の内容
プラスチック等のライニング、接合 (31,000) | 用途物品 (2,123) | 医療衛生器具(←注射器、輸液バッグ) (76)
Fターム[4F211AH63]の下位に属するFターム
コンドーム
透析システム (2)
Fターム[4F211AH63]に分類される特許
1 - 20 / 74
シート接合装置
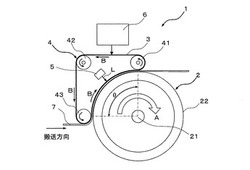
【課題】光透過性、不透過性等の光学的特性の制限を受けることなく、任意の形状に、低い設備コストで、積層シートのシート同士を融着により接合する装置を提供する。
【解決手段】複数枚のシートが重ねられた積層シート7を周面に沿わせて送給する回転ロール2と、レーザ光Lの照射部分が発熱するとともに前記回転ロールの周面と前記積層シートとを密接させる回転ベルト(レーザ光吸収ベルト3)と、前記回転ベルト(レーザ光吸収ベルト3)にレーザ光Lを照射する照射部5と備え、前記レーザ光Lの照射により前記レーザ光吸収ベルト3で発熱した前記回転ベルト(レーザ光吸収ベルト3)の熱で前記積層シート7のシート同士を融着するシート接合装置1を提供する。
(もっと読む)
加湿および流体加温のための特定の適用による電気ヒーター

【課題】低コスト、製造の容易さ、重量の減少、および効率の向上を図る。
【解決手段】加熱部材72は導電回路を有する第一ポリマーフィルムを含み、導電回路は導電インク、第二ポリマーフィルム、及び/又は抵抗性又は導電性オーバーモールド材料を含み、第一ポリマーフィルムは成型品46の表面に成型され、成型品46は加湿器又は加湿器の構成品となり、インモールド加熱部材41は第一ポリマーフィルム表面に導電回路を設けるステップと、ポリマーフィルムの非プリント面が金型に隣接するよう第一ポリマーフィルムを金型に置くステップと、第一ポリマーフィルムが成型品の少なくとも1つの表面に組み込まれるよう成型樹脂を挿入するステップとを含む。
(もっと読む)
医療用多連チューブとその製造方法及び製造装置
【課題】キンクが生じにくく、簡単な設備で製造可能な医療用多連チューブを低コストに提供する。
【解決手段】医療用多連チューブ11は、少なくとも3本の柔軟なチューブ12a,12b,12cを備え、隣り合うチューブがその側面で互いに接合されている。多連チューブの長手方向に垂直な断面において、少なくとも3本のチューブの全てが一直線上に配置されていない。
(もっと読む)
チューブ溶断溶着装置
【課題】各部品の寸法精度をそれほど高めることなく、また、各部品の組み付けを厳密に管理しなくても、チューブの端部とウエハの翼部との位置合わせを容易に、かつ、正確に行えるようにする。
【解決手段】キャリッジ14は、駆動力が伝達される本体ブロック40と、ウエハ13を、チューブ100,102の中心線に交差して延びる姿勢となるように保持するウエハ保持部材41と、ウエハ保持部材41を本体ブロック40に対し上下方向に変位可能にフローティング状態で支持する板バネ42とを備えている。装置本体におけるウエハ保持部材41の下方には、ウエハ保持部材41の高さを調整するための高さ調整機構55が設けられている。
(もっと読む)
医療用連結部材及びその製造方法
【課題】本発明は、外観が良好で、生物学的安全性が高く、且つ、比較的安価な医療用連結部材及びその製造方法を提供する。
【解決手段】可撓性を有する中空のチューブ2と、チューブに接合され、チューブの内腔と連通する貫通孔が形成された被接合部材3とを含と含み、チューブ及び被接合部材のうちの一方(挿入体)が他方に挿入されることにより、チューブと被接合部材とが重なった連結部6は、被接合部材とチューブとの間に供給された赤外線吸収剤に赤外線を照射して赤外線吸収剤に隣接した被接合部材及びチューブを各々溶融させた後、固化させることにより、被接合部材とチューブとが相互に接合された溶着領域31と、非接触領域32と、接触領域33とを、挿入体の挿入方向に沿って含む。
(もっと読む)
接着構造部材
【課題】FRP製補強部材を有する接着構造用部材において、優れた接着強度を発現するための接着構造部材を提供する。
【解決手段】少なくとも一枚の連続した繊維強化材層が積層された補強部材と、主構造材から構成される接着構造用部材であって、前記補強部材の主構造材と接着される面に強度向上機構の加工を有することを特徴とする接着構造部材。
(もっと読む)
熱可塑性樹脂部材の製造方法
【課題】熱板を使用して熱可塑性樹脂部材とフィルム状物を熱融着する方法を用いる場合にフィルム状物に熱で生じた皺が熱可塑性樹脂部材の流路へ入り込むことで流路を塞ぐのを解決する。
【解決手段】溝状部を有する熱可塑性樹脂部材1に熱可塑性樹脂からなるフィルム状物2を熱可塑性樹脂部材の溝状部を有する面に熱板4を使用して圧力を加えて熱融着する製造方法であって熱板とフィルム状物の間に熱可塑性樹脂部材の溝状部に相当する箇所に空隙を有するシート状介在物3を挿んで加圧する熱可塑性樹脂部材の製造方法であり、溝状部を有する熱可塑性樹脂部材1に熱可塑性樹脂からなるフィルム状物2を熱可塑性樹脂部材の溝状部を有する面に熱板4を使用して圧力を加えて熱融着する製造方法であって、熱板とフィルム状物の間に熱可塑性樹脂部材の溝状部に相当する箇所を避けて複数枚のシート状介在物3を配置して挿んで加圧する熱可塑性樹脂部材の製造方法である。
(もっと読む)
積層シート
【課題】シートどうしの接合強度が高く、肌触りも良好な積層シートを提供すること。
【解決手段】本発明の積層シート5は、複数枚のシート11〜16が積層されて部分的に融着されている積層シートであり、複数の貫通孔51が形成されており、該貫通孔51の内周面に、複数枚のシートが融着した融着部52が形成されており、前記融着部52は、積層シート5の一方の面5aから離間した位置に形成されており、且つ貫通孔51の開口周縁部が、該積層シート5の他方の面5bから突出していない。
(もっと読む)
マイクロチップ基板の接合方法
【課題】基板と蓋との密着性が良好で、かつ外観不良のないマイクロチップを提供する。
【解決手段】表面に流路を有するマイクロチップ基板及び/又は当該基板と密着する平面を有する蓋に有機溶剤を塗布した後、前記基板と前記蓋とを重ね合わせて、両者を接合する方法であって、前記基板及び前記蓋が、いずれも極性基を有しないノルボルネン系重合体からなるものであり、前記有機溶剤として溶解パラメータ(SP値)が8〜9であるエーテル化合物を用いる接合方法により、マイクロチップを製造する。
(もっと読む)
生化学反応用チップ及びその作製方法
【課題】流路内の抗体の生理活性を失活させることなく、かつ、受光部の光学的特性を変化させることなく、2枚の樹脂基板を貼り付ける。
【解決手段】第1樹脂基板1と、第1樹脂基板1に貼り付けられる第2樹脂基板2とを備えている。第1樹脂基板1は、平板状であり、第2樹脂基板2との貼り付け面1bに形成された流路11を備えている。第2樹脂基板2は、流路11に対向する位置に設けられ、外部から照射された光Lを受光面21aで屈折させて流路11に導くプリズム(受光部の一例)21を備えている。第2樹脂基板2は、プリズム21をx方向で挟んで一対設けられた接合代23と、プリズム21及び接合代23間に設けられた貫通溝24とを備えている。
(もっと読む)
マイクロチップの製造方法及びマイクロチップ
【課題】複雑な流路パターンを有し、小型化、集積化したマイクロチップにおいて、未接合を防止する脱気孔を配置制限やスペース制限を受けることなく簡易に配置することができ、また流路パターンに適合するように簡易に配置することができるマイクロチップの製造方法を提供すること。
【解決手段】カバー用基材22をフィルム状とすることにより、相対的に厚いカバー部材を用いる場合に比べて加工性がよく、直径が小さい脱気孔23を容易に形成することができる。また、脱気孔23を成形以外の方法で形成することにより、脱気孔23の形成が比較的容易になる。さらに、フィルム状のカバー用基材22の厚み方向に、接合の際に閉塞可能な0.3mm以下の直径を持つ脱気孔23を設けることにより、配置制限やスペース制限を受けることなく簡易に所望の位置に脱気孔23を配置することができる。これにより、接合の際の位置合わせを容易にしつつ、効率的に未接合を防止することができる。
(もっと読む)
シール装置
【課題】マイクロチップなどの反応容器と蓋材が適正なシール温度で熱溶着されたかどうかをシール直後に判定し、シール異常時には直ちにシール動作を停止するシール装置を提供する。
【解決手段】反応容器/蓋材の表面温度を計測する温度計測手段と、シールの良否を検査するための検査条件設定手段と、温度計測手段により計測された温度計測データを取り込む計測データ取り込み手段と、計測データ取り込み手段によって取り込まれた計測値と検査条件設定手段により設定された良否判定閾値を比較する判定処理手段と、を備えたシール検査機能を有し、かつ、前記検査条件設定手段により設定された検査条件を記録する記録する情報記録手段と、前記判定処理手段によってシール不良と判定された場合にシール動作の停止指令を出力する制御手段と、を備えたことを特徴とするシール装置。
(もっと読む)
吸収性物品の製造方法
【課題】不織布に別部材を貼り合わせ、接着強度が安定的に向上した吸収性物品を、連続的に製造する吸収性物品の製造方法を提供することにある。また、使用時に、体液の横漏れが発生し難い吸収性物品を、連続的に製造する吸収性物品の製造方法を提供すること。
【解決手段】本発明の吸収性物品の製造方法は、吸収性本体5を構成する不織布と別部材とを貼り合わせて吸収性物品を連続的に製造する方法である。本発明の吸収性物品の製造方法は、前記不織布又は前記別部材における予め接着剤7を塗布する領域を圧縮して圧縮部21を形成する圧縮部形成工程と、圧縮部21に接着剤を塗布する接着剤塗布工程と、接着剤7を介して前記不織布と前記別部材とを接合する接合工程とを具備している。
(もっと読む)
シートの融着方法、シート融着体の製造方法及びレーザー式接合装置
【課題】融着するシートに制約が少なく、例えば、融着すべき2枚のシートが何れもレーザー光透過性である場合等においても、そのレーザー光を用いて、それらを効率よく融着させることができるシートの融着方法を提供すること。
【解決手段】本発明のシートの融着方法は、レーザー光の透過性を有する透過材2の片側に配した、レーザー光を吸収して発熱する吸収層6に対して、複数枚のシート31,32が重ねられたシート積層体3を密接させ、その状態の該吸収層6に対して、透過材2における該吸収層6を配した側とは反対側からレーザー光51を照射し、該レーザー光51の照射により発熱した該吸収層6からの伝熱によりシート31,32どうしを融着させる。
(もっと読む)
医療用チューブシール装置
【課題】複数種類のチューブやチューブ径の大きなチューブに対して比較的容易に対応することができる医療用チューブシール装置を提供する。
【解決手段】電極21,22を有するチューブ溶着部20と、電動シリンダ30と、電極21,22によって医療用チューブを挟んだときの、電動シリンダ30に加わる負荷を検出することにより、チューブの属性を識別するチューブ属性識別部50と、制御部90とを備える医療用チューブシール装置1。制御部90は、チューブ溶着動作制御機能と、電動シリンダ駆動制御機能と、最接近距離調整機能と、溶着時間調整機能とを少なくとも有する。制御部90は、チューブ溶着動作制御機能及び電動シリンダ駆動制御機能の発揮により、チューブ属性識別部50による識別結果に基づいて、チューブを溶着しているときの電極の移動速度を調整する。
(もっと読む)
据置き型チューブシール装置
【課題】装置全体の大型化を抑制しつつ、シール時の作業性を向上することが可能で、装置全体の大型化抑制及びシール時の作業性向上の効果を比較的高い次元で両立することができる据置き型チューブシール装置を提供する。
【解決手段】装置本体10と、装置本体10に設けられ、直線状に配列された4個のチューブシール部20A〜20Dと、4個のチューブシール部におけるチューブシール動作を制御する制御部80とを備える据置き型チューブシール装置1。第3群に属するチューブシール部20Bは、チューブをシール可能な進行位置とチューブをシールできない退避位置との間を進退可能に構成されており、第1及び第2群に属するチューブシール部20A,20C,20Dは、進行位置から退避位置への退避動作ができないように構成されている。
(もっと読む)
プラスチック部分を処理する方法、薬物送達デバイスを製造する方法、及び薬物送達デバイス
A)改造表面積(4)を得るために、処理放射(10)で少なくとも表面の一部を照射し、改造表面積は、未改造表面積(5)よりある程度大きく加熱放射(20)を吸収することができ;及び
B)改造表面積(4)の照射セクションで画成される領域において、プラスチック部分(1)が加熱され、そして軟化されるように、少なくともあるセクションに、加熱放射(20)で改造表面積(4)を照射する;
工程を含んでなる、表面を含むプラスチック部分(1)を処理するための方法。
(もっと読む)
金属管と樹脂製保持部材との接合方法及び該接合方法により製作された接合体
【課題】保持部材の管内部にバリ等を発生させる心配がなく、金属管と保持部材とを短時間で簡便かつ確実に接合する方法及びその接合方法により製作された接合体を提供する。
【解決手段】本発明は、管保持孔5を内部に有する樹脂製保持部材2と金属管1との接合方法であって、金属管1の基端部に外方に突出した係合部3を設けておき、この金属管1を保持孔5に挿入して係合部3を保持孔5の壁部6に係合させる工程と、係合している壁部6を軟化させる工程と、壁部6を軟化させた状態で樹脂製保持部材2と金属管1との相対位置を変化させて、係合部3を壁部6内に埋設する工程と、壁部6を固化させる工程とを有することを特徴とする。
(もっと読む)
樹脂製保持部材とチューブとの接合方法及び該接合方法により製作された処置具
【課題】樹脂製保持部材とチューブとを簡便にかつ短時間で接合する方法及びその接合方法により製作された処置具を提供する。
【解決手段】本発明は、小径部7を内部に有する樹脂製の保持部材2とチューブ1との接合方法であって、チューブ1の外周に金属片3を固定しておき、チューブ1を小径部7に挿入して金属片3を小径部7の壁部8に係合させる工程と、係合している壁部8を軟化させる工程と、壁部8を軟化させた状態で保持部材2と金属片3との相対位置を変化させて、金属片3を壁部8内に埋設する工程と、壁部8を固化させる工程とを有することを特徴とする。
(もっと読む)
部材の接合方法及び接合体
【課題】管腔を有する部材どうしを短時間かつ簡便に接合することができる部材の接合方法を提供する。
【解決手段】第一の管腔を有する第一の部材と、樹脂材料からなり、第二の管腔を有する第二の部材とを接合するための部材の接合方法は、第一の部材を第二の管腔に挿入する挿入工程S10と、第二の部材のうち第二の管腔を形成する部位を樹脂材料のガラス転移点まで加熱し、第二の部材を軟化させる軟化工程S20と、軟化工程の後で、第二の材料を第二の管腔の軸線回りにねじって変形させ、第二の管腔の内面と、第一の部材の外面とを密着させる密着工程S30とを有することを特徴とする。
(もっと読む)
1 - 20 / 74
[ Back to top ]