
Fターム[4F211TH17]の内容
プラスチック等のライニング、接合 (31,000) | 予備成形品の前処理・コンディショニング (1,728) | 機械的処理 (761) | 粗面化、凹凸の付与 (262)
Fターム[4F211TH17]に分類される特許
201 - 220 / 262
後加工式金属製補強部材埋め込み方法および補強部材埋め込み用超音波ホーン
【課題】 熱可塑性樹脂からなるワークに様々な寸法および形状の金属製補強部材を確実に埋め込むことができ、ワークの補強や補修作業等を短時間で行うことのできる後加工式金属製補強部材埋め込み方法を提供する。
【解決手段】 熱可塑性樹脂からなるワーク12に金属製の補強部材11を載置し、超音波ホーン5の振動を伝達させて振動する補強部材11とワーク12の表面との間に生じる摩擦熱でワーク12を早急に溶融させて補強部材12を埋め込む。金属製の補強部材に電極を設ける必要がなくワーク12の表面から不要な部材が突出することもないので、突出部の切断やヤスリがけ等の作業が不要となって、ワーク12の補強や補修作業等に必要とされる全体としての作業時間が短縮される。
(もっと読む)
接合部材の溶着構造、電子機器及びその製造方法

【課題】接合対象部品の接合部分の構造を簡素化して、超音波溶着リブの設置スペースを小さくしつつも接着強度を確保する。
【解決手段】可塑性樹脂からなる第1部材1と第2部材2とが超音波溶着により接合されてなる接合部材の溶着構造であって、上記第1部材1の平面部6上に断面が略三角形の凸部10Rと、上記第2部材2における第1部材1との接合面に上記凸部10Rに対応する形状の凹部8と、上記第1部材1の凸部10Rの斜面11の下部と頂上との中間に上記第2部材2の凹部8の斜面11と当接する溶融突起12とを有する。この溶融突起12が凹部8R又は凸部10Rの表面に当接した状態で超音波振動によって溶融され、該溶融された溶融突起12により凸部10R及び凹部8の表面が溶着されて第1部材1と第2部材と2が接合される。
(もっと読む)
樹脂ベルトの製造方法および樹脂ベルト製造用ロール
【課題】樹脂と芯材とを圧着するロールにごく簡単な改良を行うことで突起を欠け等のない状態で成形することができるようにした樹脂ベルトの製造方法及び樹脂ベルト製造用ロールを提供する。
【解決手段】ベルト表面に樹脂からなる突起を形成した樹脂ベルトの製造方法において、芯材2の上に溶融状態の樹脂層3を積層しロール6、7間を通して芯材2と樹脂層3を圧着し、前記ロール6、7の少なくとも一方には突起5を形成するための凹部8が設けてなるとともに凹部8の底にはロールを貫通して外部へ開口する貫通孔11を有し、芯材2と樹脂層3との圧着と同時に前記凹部8へ貫通孔より空気を抜きつつ樹脂を圧入して突起5を形成してなる。
(もっと読む)
複合材料構造体の常圧プラズマ・ビームによる表面処理法
本発明は、複合材料製構造体の所定の場所を表面処理する方法に関し、それを他の構造体と接合するために、放出ノズルを装備するプラズマ発生器により発生した少なくとも1個の常圧プラズマ・ビームを照射する。本発明によれば、a)ノズルから放出された同プラズマ・ビームは0.2〜10cmの距離から複合材料構造体に照射され、そしてb)同プラズマ・ビームは75〜105°の入射角で複合材料構造体に照射される。本発明は、炭素繊維あるいはガラス繊維とエポキシ樹脂あるいはビスマレイミド樹脂を含有する構造体に対して特に適している。本発明に関連する他の操作変数は同プラズマ・ビームの電力と処理速度を包含する。 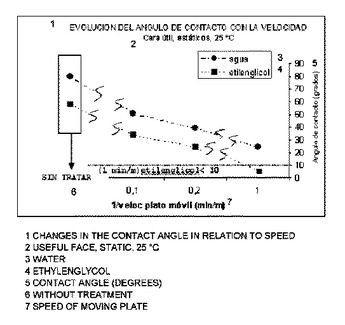 (もっと読む)
(もっと読む)
樹脂正立等倍レンズアレイおよびその製造方法
【課題】樹脂正立等倍レンズアレイを製造する方法を提供する。
【解決手段】射出成型により作製した2枚のレンズプレート56,57を、着色スペーサ70を間に挟んで、着色スペーサに対し、レンズプレートの凸状の反りが向くようにし、かつ、2枚のレンズプレートを回転対称に重ね合わせる。このとき、レンズプレートの嵌合凸部60,凹部62をアライメントのために用いる。2枚のレンズプレートの周辺を、クリップ80で固定する。
(もっと読む)
樹脂−セラミック接合体、およびその製造方法
【課題】高精度な寸法精度を求められるセラミック部材と樹脂部材の接合体に関するものである。
【解決手段】表面に三次元網目構造の多孔質領域を部分的に有するセラミック部材と、突起部を有する樹脂部材とを備え、上記多孔質領域と上記突起部とを接合してなる接合領域を有する樹脂−セラミック接合体であって、上記接合領域は、上記突起部を形成する樹脂の一部を上記セラミック部材の多孔質領域中に含浸して形成されていることから、多孔質領域と突起部との接合領域は、突起部を形成する樹脂の一部を上記多孔質領域中に含浸して形成されていることにより、接合強度の強い樹脂−セラミック接合体を得ることができる。
(もっと読む)
ゴムライニング方法
【課題】ブチルゴムを使用したライニング方法において、空気溜まりによる膨れが発生することのないゴムライニング方法を提供する。
【解決手段】未加硫ゴムシート製造工程、未加硫ゴムシート11をライニング対象面20に貼着させる貼着工程、及び未加硫ゴムシート11を加熱、加硫する加硫工程を有し、未加硫ゴムシート11はブチルゴムを原料ゴム成分とするものであり、接着面に段差の平均値が0.2〜0.5mmのしぼを有し、貼着工程はライニング対象面と未加硫ゴムシートの間の空気を減圧除去しつつ未加硫ゴムシートを貼着する工程であるゴムライニング方法とする。
(もっと読む)
プラスチックの接合方法、及びその方法を利用して製造されたバイオチップ又はマイクロ分析チップ
【課題】 板状プラスチック部材を、低温で、かつ強固確実に接合させるためのプロセスを提供し、さらにはそれに接合されたプラスチック製バイオチップやマイクロ分析チップを提供すること。
【解決手段】 2枚以上の板状プラスチック部材の接合方法であって、少なくとも1枚の板状プラススチック部材の接合面側に微細流路が形成されており、少なくとも1枚の板状プラススチック部材の接合面の一部に突起形状の部位が形成されており、接合面の一部又は全部を接着剤によって接合することを特徴とするプラスチック部材の接合方法、さらに、それらの張り合わせ方法により製造されたプラスチック製のバイオチップまたはマイクロ分析チップ。
(もっと読む)
真空断熱材、および真空断熱材の製造方法
【課題】真空断熱材端面からのガス侵入を抑制し、これによって内部の真空度を保持し、真空断熱材の断熱性能を長期に渡って維持する。
【解決手段】真空断熱材10の外被材11の少なくとも一辺の溶着部が、外部加熱方式による溶着部14と内部加熱方式による溶着部15により形成されるものである。2つの方式を組み合わせることによって、端面の熱溶着層を薄肉化し、ガス侵入抵抗を増大することによって、ガス侵入を抑制、断熱性能を維持する。また、減圧下で外部加熱方式による溶着を行い、常圧下で内部加熱方式による溶着を行うために、減圧下で内部加熱方式による溶着を行うのに比べ、設備投資コストも低減できる。
(もっと読む)
ゴムシート接合装置および接合方法
【課題】 接合部が盛り上がることがないゴムシート接合装置および接合方法を提供する。
【解決手段】 ゴムシートの一方の接合端部を開放可能に保持する第1の保持手段21と、第1の保持手段に対して相対移動可能に設けられゴムシートの他方の接合端部を開放可能に保持する第2の保持手段22と、第2の保持手段を第1の保持手段に対して相対移動させて第1の保持手段および第2の保持手段にそれぞれ保持されたゴムシートの一方の接合端部と他方の接合端部を圧接させる第1の動作手段47,48とを備える。第1の保持手段および第2の保持手段の互いに対向する面には、互いにオーバラップ可能に噛合う櫛歯状の凹凸からなる保持部31,32、45、46がそれぞれ設けられている。
(もっと読む)
多孔質ユニット及びその製造方法
【課題】多孔質体の接合を好適に行わせ、しかも所望とする品質を確保する。
【解決手段】多孔質ユニット10は、大別してベース体11と多孔質板12とを備えている。ベース体11及び多孔質板12は同じ熱可塑性樹脂により成形され、前者は緻密質、後者は多孔質となっている。ベース体11には円形凹部13と連通孔部14が形成されている。ベース体11の円形凹部13には連通孔部14を塞ぐようにして多孔質板12が固着されている。ベース体11と多孔質板12とは超音波溶着により接合されている。
(もっと読む)
接合方法及び接合体
【課題】 本発明は、接着剤を使用せず、形状などによる接合対象物の範囲の制約が少ない、且つ、従来の接合技術に比べて著しく高い接合強度が得られる接合方法及び接合体を提供する。
【解決手段】 高周波誘導加熱手段により金属製部材を過熱し、樹脂製部材における前記金属製部材との接触部位を溶融固化させることにより、前記樹脂製部材と前記金属製部材とを接合する接合方法及び同方法により作成された接合体において、前記樹脂製部材は前記金属製部材に対して少なくとも一箇所以上の前記接触部位を備えており、前記金属製部材は前記樹脂製部材との接触部位に10μm以下の複数の凹凸部を備えていることを特徴とする。
(もっと読む)
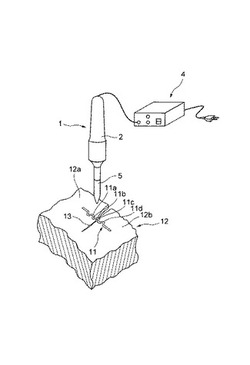
超音波組立方法
本発明は、熱可塑性材料ベースの少なくとも2つの剛直部材(1,2)を組み立てるためのの組立方法に関するものであって、この方法においては、少なくとも1つのインターフェース領域(4)を有するようにして、2つの部材(1,2)を重ね合わせ、ここで、一方の部材を、エネルギー局所化部材(5)を有したものとし;超音波源(10)を励起し、ここで、超音波源(10)を、インターフェース領域において2つの部材(1,2)に対して押圧力(F)を印加するものとし;超音波源(10)を、インターフェース領域(4)のところにおいて連続的に移動させ、これにより、超音波源(10)と対向した箇所(4.1)のところにおいて熱可塑性材料を融合させることによって、連続的な溶接ジョイント(6)を形成する。  (もっと読む)
(もっと読む)
溶着方法および付属部品の取付方法
【課題】 比較的薄い壁部の平坦な溶着領域に溶着対象を良好に溶着できるようにする。
【解決手段】 本体1の壁部1aのほぼ平坦な溶着領域1xに、凸曲面をなす第1加熱面5aを当てて溶融する。他方、第1加熱面5aの凸曲面にほぼ対応した形状をなす溶着対象の溶着領域に、第1加熱面5aの凸曲面にほぼ対応した凹曲面をなす第2加熱面を当てて溶融する。最後に、溶融状態にある本体1の溶着領域1xと溶着対象の溶着領域を溶着する。
(もっと読む)
接着構造体
【課題】各被接着部材の強度低下の抑制を図ると共に、該各被接着部材を接着する接着手段を剪断する方向に外力が加えられた際に各被接着部材が破損することを良好に抑制できる接着構造体を提供する。
【解決手段】接着構造体10は、2つの被接着部材11,12を備えており、該各被接着部材11,12は、それらの各接着面13,14を対向させた状態で配置されている。そして、各被接着部材11,12は、それらの各接着面13,14の間に接着剤からなる接着層15を介在させることにより接着されている。また、各被接着部材11,12には、前記接着面13,14に沿う方向の縁部に凸状部17がそれぞれ設けられている。
(もっと読む)
接合体及び接合方法
【課題】 樹脂材料同士或いは樹脂材料と金属材料とのレーザー接合において、より強固で且つ安定的な強度を有する溶着部を備えた接合体及び接合方法を提供するものである。
【解決手段】 レーザー光3を吸収して加熱される第一の被接合体5とレーザー光を透過する第二の被接合体7とを重ね合わせた後、前記第二の被接合体7側から前期重ね合わせた面に対してレーザー光3を照射して前記第二の被接合体7を溶融し且つ固化させることにより両被接合体を結合する接合方法において、前記第一の被接合体5の接合面に一体に形成されたアンカーロック部4にレーザー光3を照射して前期第二の被接合体7の前記アンカーロック部4と当接する部分を溶融し且つ前記アンカーロック部4周囲で固化させることにより前記両被接合体を一体に結合することを特徴とする接合方法。
(もっと読む)
超音波融着部位にシボを設けた一対の成形品
【課題】固着面の強度の向上を図ることができる、超音波融着に付される一対の成形品を得ることを課題とする。
【解決手段】一対の成形品は、熱可塑性樹脂からなり第1固着面12を有する第1成形品11と、熱可塑性樹脂からなり第2固着面22を有する第2成形品21から構成され、第1固着面12と第2固着面22が係合し超音波融着により固着された一対の成形品であって、第1固着面12は超音波照射により溶融する超音波融着リブ13を有し、第2固着面22は上記超音波融着リブから伝わる熱により変形するシボを有する。
(もっと読む)
接合方法および装置
【課題】 気泡を含まない良好な接合界面を、簡便かつ低コストで得られる接合方法および装置を提供すること。
【解決手段】 支持台11上にプレート13,14を載置し加圧しながら接触させ、赤外線照射手段12を用いてその接触面に赤外線15を照射し、前記接触面を加熱することによりプレート13,14を接合する接合方法および装置であって、赤外線15を接触面に向かって線状に照射するとともに、支持台11または赤外線照射手段12を移動させ、接触面の接合が一方向に順次行われるようにしたことを特徴とする接合方法および装置。
(もっと読む)
接着製品の製造方法
【課題】 接着剤を介して貼り付けられる中空体または凹み構造を形成する高分子材料殻部と第二の物質とにおいて、貼り付け面の荒れの程度を細かくするとともに均一にして、かつ極性の高い処理加工を施し接着性を向上させる接着製品の製造方法を提供する。
【解決手段】 その中空体の殻部の層内または内側に、面状または擬似面状の通電性材料を設け、高分子材料殻部の外側面がコロナ放電処理なされた後に、接着剤として無溶剤型の接着剤を使用して接着されることを特徴とする接着製品の製造方法であり、表皮が中空体または凹み構造を形成する高分子材料殻部の外側表面に接着剤を介して貼り付けられて構成される製品において、貼り付け面がコロナ放電加工処理により均一に表面処理されていることを特徴とする。
(もっと読む)
ゴム・樹脂の超音波接合方法
【課題】接合界面に両面テープ等の異種材料を介在させたり、接合しようとする両部材を高精度に成形したりする必要がなく、また特殊で複雑な構造の成形金型を用いることなく汎用金型を用いて成形可能であり、したがって低コストでゴム部材と樹脂部材とを接合する。
【解決手段】ゴム部材1の所定粗さのゴム接合粗面10と、熱可塑性樹脂よりなる樹脂部材2の所定粗さの樹脂接合粗面20とを合わせて接合界面30とし、接合界面30に対してゴム部材1側から超音波振動を加える。接合界面30で発生する摩擦熱により樹脂部材2のみを溶融させて溶融樹脂をゴム部材1内に入り込ませ、ゴム部材1内に入り込んだ溶融樹脂を固化させて、互いに絡み合ったゴム部材1と樹脂部材2とのアンカー効果により両部材を機械的に接合する。
(もっと読む)
201 - 220 / 262
[ Back to top ]