
Fターム[4F211TH17]の内容
プラスチック等のライニング、接合 (31,000) | 予備成形品の前処理・コンディショニング (1,728) | 機械的処理 (761) | 粗面化、凹凸の付与 (262)
Fターム[4F211TH17]に分類される特許
141 - 160 / 262
合成樹脂製の管

【目的】2個の部材を溶着して内部に通路を形成する筒状部材において、湾曲部での湾曲度合いが大きい場合でも、湾曲部での溶着強度を強くすることができる合成樹脂製の管を提供する。
【解決手段】第一へこみ部28と第一接合部22とを形成した第一部材12と、第二へこみ部40と第二接合部34とを形成した第二部材14とを溶着して、内部に通路18を有する筒状部材10を形成する。第一部材12に前記第一へこみ部28における最大幅となる一対の第一平面部28を形成し、第二部材14に前記第二へこみ部40における最大幅となる一対の第二平面部38を形成する。第一部材12と第二部材14との溶着箇所44を、第一平面部28と第二平面部38との接合箇所とすることによって、筒状部材10の湾曲部における湾曲角度αより溶着箇所44の湾曲部における湾曲角度βを大きくすることができ、溶着箇所44の湾曲部における溶着強度を強くすることができる。
(もっと読む)
樹脂成形品の振動溶着構造

【課題】溶着リブ先端が振動溶着時に発泡層に入り込まないようにして2個の樹脂パネルが強固に一体化された樹脂成形品を得る。
【解決手段】振動溶着時、第1樹脂パネル3裏面の3個の第1及び第2突状ソリッド部17a,17bのうち中央の第1突状ソリッド部17aを、第2樹脂パネル5裏面の溶着リブ19先端面に対向位置させる。溶着リブ19先端を第1突状ソリッド部17aとの圧接振動により第1突状ソリッド部17aを溶失させつつ自身も溶融して第1樹脂パネル3外面のソリッド部分のみと溶着させ、第1樹脂パネル3と第2樹脂パネル5とを溶着一体化する。
(もっと読む)
シュリンクラベルの製袋方法
【課題】本発明は、フィルムを筒状に貼り合わせるためにエージングの必要のないレーザー溶接技術を適用するに際して、レーザー光線を当てながらその照射箇所におけるフィルムの接合部をしっかりと接し合わせながらシュリンクフィルムを製袋しうる方法を提供する。
【解決手段】本発明に係るシュリンクラベルの製袋方法は、シュリンクフィルム1の厚さとほぼ同じ高さの段差3を有する柱状部材2に、シュリンクフィルムを、その一辺5aが段差に引っ掛かった状態で巻きつけ、段差の低面6側に配置されたシュリンクフィルムの一辺側の表面に、段差の高面7側に配置された他辺側5bの裏面を接面させるフィルム巻きつけ工程と、合わせ目8の領域9にレーザー光線10を照射し、合わせ目の方向18に沿って走査して合わせ目にて熱融着させることによってシュリンクラベルに製袋する熱融着工程と、を有する。
(もっと読む)
プラスチック燃料タンクに付属品を固定する方法
プラスチック燃料タンクの壁に付属品を固定する方法。この固定は、前記タンクが成形により製造されると同時にツールを用いてスナップリベット固定により行われ、付属品は、この目的のために、スナップリベット固定が貫通して行われるオリフィスを有してその固定点の少なくとも一点に提供される。本発明によれば、凹状レリーフが、このオリフィスを少なくとも部分的に取り囲み、前記レリーフは、スナップリベット固定時にツールの突出部と協働できるように好適なサイズおよび形状を有する。 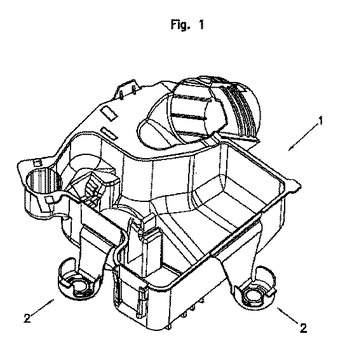 (もっと読む)
(もっと読む)
樹脂製品の接合部構造及び樹脂製品
【課題】可及的に小さい大きさを有し、しかもバリの外面側へのはみ出しが有利に防止され得るように改良した樹脂製品の接合部の構造を提供する。
【解決手段】第一の樹脂部品12と第二の樹脂部品14とを、また、第一の樹脂部品12と第三の樹脂部品16とを、それぞれ、互いの対向部位同士において振動溶着することにより形成される接合部44に対して、第一のバリ止め用リブ52,56を、第一の樹脂部品12と第二の樹脂部品14の互いの対向面のうちの少なくとも何れか一方に設けると共に、第二のバリ止め用リブ64,66の少なくとも一部を、第二の樹脂部品14に設けて、構成した。
(もっと読む)
貼付シートのツノ消し治具及びそれを用いた貼付シートのツノ消し方法
【課題】基材が塩化ビニル系樹脂シート及び非塩化ビニル系樹脂シートのいずれの貼付シートにおける折り込み部のツノも、効果的になくすことができる貼付シートのツノ消し治具、及びそれを用いた貼付シートのツノ消し方法を提供する。
【解決手段】先端にツノ消し用圧着部を有する棒状シャフトと、前記圧着部を高温に加熱するためのヒーターと、その温度を制御する温度コントローラーを有する貼付シートのツノ消し治具、及びこの治具を用い、該治具の所定温度に加熱された圧着部を、貼付シートのツノ部に押し当てることにより、該貼付シートのツノ部をなくす貼付シートのツノ消し方法である。
(もっと読む)
樹脂材のレーザ溶着方法
【課題】強固な溶着部を安定的に得ることができる樹脂材のレーザ溶着方法を提供する。
【解決手段】本発明のレーザ溶着方法は、レーザ光Lに対して吸収率が高い吸収性樹脂材1と、レーザ光に対して透過率の高い透過性樹脂材2とを重ね合わせて、その接合部に透過性樹脂材側からレーザ光を照射して接合部を溶融して溶着するに際して、吸収性樹脂材の透過性樹脂材と接する側に突条5を設けると共に、両樹脂材を治具3等により加圧した状態でレーザ光を照射して溶着線Mに沿って走査するようにしている。突条の断面形状は、三角形、四角形又は台形である。これにより、初期面圧を向上させ、隙間を低減でき、エアの巻き込みによるボイド等の欠陥のない溶着部9が得られる。
(もっと読む)
接着接合部材及び該部材の製造方法
【課題】第1及び第2の被着部材を連鎖硬化接着剤により互いに接合する場合に、その連鎖硬化接着剤の連鎖硬化反応が途中で止まらないようにして、連鎖硬化接着剤全体を確実に硬化させる。
【解決手段】両被着部材2,3のうちの少なくとも一方の被着部材における被着接合部の近傍部に、被着接合部延設方向に沿って連続して延びる凹状部5を形成し、両被着部材2,3の被着接合部6,7間には、第1の連鎖硬化接着剤8を被着接合部延設方向に沿って連続して設け、上記凹状部5には、第2の連鎖硬化接着剤9を、第1の連鎖硬化接着剤8の被着接合部延設方向全体に接触しかつ第2の連鎖硬化接着剤9の被着接合部延設方向の単位長さ当たりの容量が第1の連鎖硬化接着剤8の被着接合部延設方向の単位長さ当たりの容量よりも多くなるように、被着接合部延設方向に沿って連続して設ける。
(もっと読む)
ベルトの継手加工方法
【課題】ベルトの両端を継ぎ合わせることができる継手加工方法を提供する。
【解決手段】ベルト20の一方の端部21に複数の突起23を設ける。他方の端部22には、突起23と同一外形を有する凹部24を設ける。凹部24の外周壁に接着剤を塗布する。各突起23が各凹部24に嵌め合わされるように両端部21、22を突き合わす。突き合わせ部分Bを下型の上に載置する。可動部材12によってベルトの側部を押圧し、可動部材12と側壁11Bによって突き合わせ部分Bを挟圧する。両端部21、22は接着剤を介して継ぎ合わされ、無端状ベルトが得られる。
(もっと読む)
振動溶着部構造
【課題】主に、溶着強度の低下や溶着不良などを防止し得るようにする。
【解決手段】振動溶着を行う2つの部品11,12に、それぞれ、対応する溶着面13,14を有する溶着リブ15,16を設け、各溶着リブ15,16に、相手側の溶着リブ15,16の振動方向17への移動を案内可能なガイド部18,19をそれぞれ設けるようにしている。
(もっと読む)
接着方法および接着構造
【課題】ボイドの発生を抑えて接着面の剥離を抑制できる接着方法および接着構造を提供する。
【解決手段】一対の接着部材2,3のそれぞれの接着面11,12を接着剤により接着する接着方法及び接着構造であって、前記接着面11,12の一方に主接着剤6を線状に塗布し、前記接着面11,12の他方に設けられて当該接着面から突出した稜状の突出部14を、当該突出部14の最も突出する先端部15から前記主接着剤6に接するように前記2つの接着面11,12を近接させた後、前記主接着剤6を硬化させて接着する。
(もっと読む)
振動溶着方法、振動溶着構造及びエアバッグ装置
【課題】金型抜き方向の異なる溶着部材と被溶着部材の接合位置のずれを低減することができる振動溶着方法、振動溶着構造及びエアバッグ装置を提供する。
【解決手段】本発明のエアバッグ装置は、通常時は折り畳まれており緊急時に膨張展開されるエアバッグと、エアバッグにガスを供給するインフレータ2と、エアバッグ及びインフレータ2を収容するリテーナ3と、インストルメントパネル1に装着されるアウターパネル4と、アウターパネル4の内側に振動溶着されるとともにリテーナ3を係止するインナーケース5と、を備え、アウターパネル4の金型抜き方向Pとインナーケース5の金型抜き方向Qが異なる方向である場合に、インナーケース5の位置決め面51はアウターパネル4の金型抜き方向Pと一致するすように成型されており、アウターパネル4には位置決めリブ41が成型されている。
(もっと読む)
合成樹脂成形品の溶着方法
【課題】溶着面に溶着不良が発生する虞の無い合成樹脂成形品の溶着方法を提供する。
【解決手段】合成樹脂成形の2部品1,2のフランジ部1a,2aの溶着面1b,2bを加熱・圧着しながら溶着するための溶着方法であって、2部品1,2の溶着面1b,2bに肉盛り部1c,2cを形成して、溶着時に、溶着面1b,2bを加熱・圧着しながら肉盛り部1c,2cを溶かして押し広げることで、溶着面1b,2b同士を溶着する。溶けて押し広げられた肉盛り部1c,2cが接着剤の代用となる。
(もっと読む)
レーザー溶着用継手及びそれを用いたパイプ形状品の接続方法
【課題】パイプ形状品の肉厚が厚くなる場合に、レーザー強度を高くしたり、レーザー照射時間を長くしなくても、十分な溶着強度及び耐圧強度が得られる継手形状を考案し、提供すること。
【解決手段】パイプ形状品をレーザー溶着により接合するための継手であって、レーザー光を透過する樹脂部材からなり、パイプ形状品が挿入される部分において、その肉厚が薄いレーザー光を透過させる部分と、肉厚が厚い補強部分とを含む継手。補強部分が継手のパイプ形状品挿入部分に複数の円周環状リブとして形成され、当該複数の円周環状リブの間に円周環状に肉薄のレーザー光透過部分が形成されている継手。
(もっと読む)
超音波溶着方法
【課題】熱可塑性合成樹脂からなる部品に超音波ホーンを押し当てて基材に溶着させる超音波溶着方法において、部品と基材との溶着面積にバラツキが生じないようにする。また、基材を構成するボード材やクッション層に過大な超音波振動が加わることを防止する。
【解決手段】基材14の表面に熱可塑性合成樹脂からなるブラケット部品10を載置した後に、ブラケット部品10に対して超音波ホーン12を押し当ててブラケット部品10の一部を溶融させる。ブラケット部品10の基材14に当接する側の表面には、ブラケット部品10の一部が溶融することで発生した溶融樹脂22を充填するための凹部20が形成されている。ブラケット部品10に対して超音波ホーン12を押し当てる際には、超音波ホーン12の軸線L上に凹部20が存在するようにして超音波ホーン12を押し当てる。
(もっと読む)
マイクロチップの製造方法
【課題】流路の内面に機能性膜を形成するとともに、樹脂製のマイクロチップ基板同士を接合することが可能なマイクロチップの製造方法を提供する。
【解決手段】樹脂製のマイクロチップ基板1の表面には、表面に沿って延びる流路用溝2が形成されている。マイクロチップ基板4は平板状の基板である。マイクロチップ基板1の流路用溝2の内面以外の表面における表面粗さRaは、表面に形成されるSiO2膜3の膜厚T1以上となっている。流路用溝2が形成されている面を内側にしてマイクロチップ基板1、4を重ね、超音波を印加することで両基板を接合する。
(もっと読む)
平ベルトの融着用治具および融着プレス装置
【課題】ベルト材料の突合せ部分の融着作業において、簡単な構成で付き合わせ部分に気泡が発生することを防止する。
【解決手段】融着用治具は、熱可塑性樹脂層を有する長尺のベルト材料10の両端部11、12を突合せた状態で、両端部11、12の突合せ部分13を加熱加圧するために、突合せ部分13を覆って保持する。治具の下型21は、突合せ部分13が係合して保持される溝23を有する。加熱された状態で熱可塑性樹脂層に接着しない性質を有するシリコンシート(ゴムシート)24を、突合せ部分13の上面に載置する。上型22をゴムシート24の上面に載置する。ゴムシート24の上面には、凹凸が形成されている。
(もっと読む)
ワイヤレス可能な装置
【課題】無線部品を封入し、この部品を所望の装置の熱可塑性材料製の表面上に固定するための新規な装置及びその製造方法を提供することである。
【解決手段】ハウジング2の凹所6内にRFIDタグとアンテナとよりなるアセンブリを含む無線部品を配置し、凹所をカバー10でシールする。ハウジング2の閉じた第1表面4又はカバー10の表面14の何れかが2つ以上の突起16を有し、かくしてハウジング2内に封入した無線部品が、この無線部品を取り付けるべき装置の平坦部18又は丸味付け表面20の何れかに接触する状態で配置され得尚且つ、良好な接触状態を維持し、該表面上で無線装置とハウジングとをセンタリング可能となる。
(もっと読む)
ロータリーダンパ及びその製造方法
【課題】粘性液体が充填される室の容積を減少させることなく蓋の変形を抑制し、それにより、制動特性の向上を図ることができるロータリーダンパを提供する。
【解決手段】本発明は、本体ケース1とロータ2との間に設けられる隔壁3と、隔壁3により仕切られた室4内に充填される粘性液体と、ロータ2と共に回転して粘性液体を押圧するベーン5と、本体ケース1の開口部を閉塞する蓋6とを有するロータリーダンパにおいて、蓋6が、本体ケース1のみならず、隔壁3にも溶着されていることを特徴とする。
(もっと読む)
マイクロチップの製造方法
【課題】流路のシール性を向上させ、かつ、マイクロチップ基板同士をより強固に接合することが可能なマイクロチップの製造方法を提供する。
【解決手段】マイクロチップ基板1の表面には流路用溝2が形成されている。マイクロチップ基板3の表面には突起部4が形成されている。流路用溝2、突起部4が形成された面を内側にして、マイクロチップ基板1とマイクロチップ基板3を重ねることで、突起部4を流路用溝2に嵌合させる。その状態でマイクロチップ基板1、3に超音波又はレーザを照射することで、接合する面を溶融させ、基板を加圧することで、マイクロチップ基板1、3を接合する。
(もっと読む)
141 - 160 / 262
[ Back to top ]