
Fターム[4F211TH20]の内容
プラスチック等のライニング、接合 (31,000) | 予備成形品の前処理・コンディショニング (1,728) | 機械的処理 (761) | 穿孔 (128)
Fターム[4F211TH20]に分類される特許
101 - 120 / 128
貫通部に突起を嵌挿し融着した一対の成形品
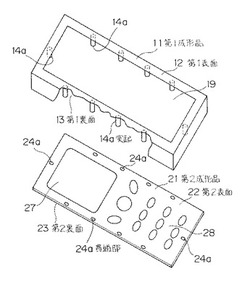
【課題】融着面に異質樹脂を含む層が存在していても強固な融着が行われた一対の成形品を得る。
【解決手段】熱可塑性樹脂からなり第1表面12と第1裏面13を有する第1成形品11と、熱可塑性樹脂からなり第2表面22と第2裏面23を有する第2成形品21から構成され、融着された一対の成形品であって、第2表面22と第2裏面23を貫通する貫通部24aを有し、第1裏面13から突出して前記貫通部に第2表面側から嵌挿され、貫通部内及び/又は第2裏面の貫通部近くにて融着された突起14aを有する。
(もっと読む)
プラスチックバッグ及びその製造方法

【課題】 プラスチックシート積層体にヒートシールを施して成り且つヒートシール部に口栓用のポートが溶着されたプラスチックバッグであって、ポート溶着部におけるピンホールの発生を確実に防止し得る構造のプラスチックバッグ及びその製造方法を提供する。
【解決手段】 プラスチックバック(1A)は、バック本体(1)とヒートシール部に溶着されたポート(2)とを備えている。ポート(2)は、円形パイプ状のポート本体の外周面に一対の薄肉の張出し片を張り出して構成され、ヒートシール部の2枚のシートによって各張出し片を挟み込まれた状態で溶着されている。また、プラスチックバック(1A)の製造方法においては、プラスチックシート積層体にヒートシールを施してバック本体(1)を製造した後、ヒートシール部のポート挿入穴に上記のポート(2)のポート本体を挿入し、2枚のシートによって各張出し片を挟み込んだ状態において溶着する。
(もっと読む)
接着構造体及び接着構造体の製造方法
【課題】成形後に外形をトリミングされた複数の被接着部材を、それらの接着面同士を対向させた状態で位置合せし、各接着面間に介在させた接着手段により接着した場合における製造誤差を小さくできる接着構造体及び接着構造体の製造方法を提供する。
【解決手段】接着構造体10は、2つの被接着部材11,12を備えており、該各被接着部材11,12は、それらの接着面13,14が対向するように配置されている。第1の被接着部材11には、第2の被接着部材12に向けて延びる柱状部17が複数形成されている。また、第2の被接着部材12には、前記各柱状部17に対応する挿通孔18が形成されており、各被接着部材11,12の位置合せが行われた際には、前記各挿通孔18内に前記各柱状部17の小径部17bが挿通される。そして、前記各接着面13,14間の隙間に介在された接着剤からなる接着層15を介して、各被接着部材11,12が一体化される。
(もっと読む)
プラスチック材料で形成した第1部品を第2部品に接合する方法、接合要素及び装置
本発明はプラスチック(特に熱可塑性及び/又は熱硬化性の樹脂)製の第1部品を、該部品上に接合要素を適用して第2部品に接合する方法に関する。接合要素は支持プレート(熱可塑性及び/又は熱硬化性の樹脂で形成され、接続手段と支持プレート孔を備える)を有する。本方法は第1部品に孔を開けて、該部品に支持プレートを溶接し、第2部品に配置される結合手段を接続手段に組み込むことで両部品を接合するステップを有する。支持プレートを第1部品に溶接することで、リベットジョイント等(支持プレートを第1部品に接合するために通常必要とされる)を省略でき、よって本発明の接合手段による接合部の形成がかなり単純化される。さらに、リベット留めに用いる隣接した異種材料に起因する、第1部材の脆化及び腐食プロセスの形成を回避できる。また本発明は上記方法による接合を得るための接合要素に関する。さらに本発明は上記方法を実施する装置に関する。 (もっと読む)
接合体および接合方法
【課題】接合部品と被接合部品との位置決め精度に優れ、接合後、接合部品の軸部への高応力箇所の発生を回避することが可能な接合体および接合方法を提供すること。
【解決手段】溶融軸部11cを有する合成樹脂製の接合部品11と、溶融軸部が挿通される挿通孔12cが形成された被接合部品12とを挿通孔に挿通した溶融軸部を超音波振動によって溶融させて接合される接合体10および接合方法。接合部品11と被接合部品12とは、互いに嵌合して接合部品と被接合部品とを位置決めする位置決め部を少なくとも二箇所に設けた。
(もっと読む)
接着した混成構造物
本発明は、輸送車両、好ましくは自動車車両の構造構成部品を形成する装置および方法に関する。本発明は、混成構造物を含み、好ましくは金属から形成された従来の構成部品よりも重量が軽い構造構成部品を形成するために、接着剤で一体に接着された2またはそれ以上の構成部品で形成された混成構造物を含む。その混成構成部品はまた実質的に過成形工程がない。好都合なことに、組み立てならびに接着剤の圧縮および硬化の間、2つ以上の構成部品の空間的関係を位置決めしかつ維持するために、1つまたは2つ以上のスナップ・フィットなどを用いることができる。 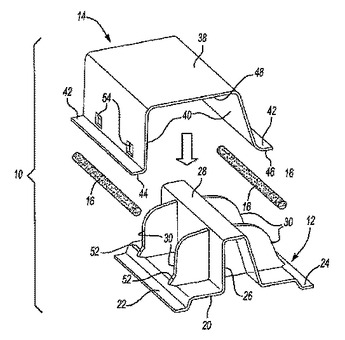 (もっと読む)
(もっと読む)
樹脂成形品及びその製造方法
【課題】 成形性及び溶着性が良好であり、燃料バリア性、機械的特性も良好な樹脂成形品、特に燃料タンクを得る。
【解決手段】 樹脂で複数の部分成形体を射出成形し、該部分成形体をそれらの接合面で溶着して樹脂成形品を製造する方法であって、前記樹脂がPPS系樹脂であり、前記射出成形は少なくとも接合面の前記樹脂の結晶化度が30%未満となるようPPS樹脂のTg以下の型温度にて行い、前記溶着は前記射出成形後の前記結晶化度の状態から行い、前記溶着後に樹脂成形品全体の前記樹脂の結晶化度が30〜60%となるようにアニールする。
(もっと読む)
振動溶着装置
【課題】 2つの半体部を振動溶着したときに、接合面を横断する下孔内への溶着バリの進入を防止すること。
【解決手段】 接合面26aに開口する下孔22aとを有した第1の部材22と、接合面28aに開口する下孔24aを有した第2の部材24とを、各々の接合面26a、28aを突き合わせて押圧しながら相対移動させて振動溶着する装置10が、第1と第2の部材22、24を保持する第1と第2の保持部材12、14と、第1と第2の保持部材12、14を互いに接近、離反させる接離装置と、第1と第2の保持部材12、14を接近、離反動作の方向に対して横断方向に移動させる駆動装置と、第1と第2の部材22、24を各々の接合面26a、28aを以て互いに接触させたときに、接合面26a、28aを横断して下孔22a、24a内に配置されるピン部材16とを具備する。
(もっと読む)
精密熱かしめ装置
【課題】 熱可塑性樹脂成型品から成る基体に成形したボスのみを可塑状態に加熱し、次いで当該ボスを加圧して熱かしめを実施するようにした精密熱かしめ装置を提供するを提供する。
【解決手段】 熱かしめ装置1において、固定テーブル7には熱可塑性樹脂成形品から成る基体18と取付部品20をセットした下型14を固定し、また、かしめシリンダー2にはヒータ板12及びかしめピン17が取着された移動プレート9を固定する一方、製品押さえシリンダー3には挿通孔21が穿設され、更には下型14を圧接抑止する上型15が取着された押さえプレート8を固定し、続いて、かしめシリンダー2の後退限位置からタイバー16に沿って自重下降する移動プレート9を押さえプレート8と設定間隔離間する状態で、上型15が下型14に当接する当接位置まで追動させ、その後移動プレート9側が自重下降する追動手段を具備した。
(もっと読む)
構造体保持構造および金型構造
【課題】 樹脂部品の嵌合部に過大な歪を発生させずに、嵌合部品の位置決めが可能な構造体保持構造及び嵌合部品の引き抜き力を確保でき、樹脂部品、圧入部品の寸法にバラツキがあっても圧入部品の位置決めが可能な樹脂部品を提供する。
【解決手段】 構造体2を樹脂部品1と嵌合して保持する構造体保持構造において、前記樹脂部品1の前記構造体2と嵌合するボス3にスナップフィット形状部分4を有し、前記ボス3に前記構造体2を嵌合することによって前記構造体2を前記樹脂部品1に保持する。
(もっと読む)
管の接合構造
【課題】金属管等の非熱融着性の材料からなる管と、ポリエチレン管等の熱融着性の材料からなる管とを接合するにあたり、熱融着性の材料からなる管同士の接合構造と共通化が図れる管の接合構造を提供する。
【解決手段】鋳物からなる接続管2とポリエチレン管3とを接合するにあたり、接続管2の接合口周りにおいて、熱融着性の材料からなる環状の接合部材4を管軸方向に移動不能に形成し、ポリエチレン管3と接合部材4とに跨いで外嵌した熱融着ソケット5に対し両者を熱融着させる接合構造とした。
(もっと読む)
部品接合方法、部品接合形態および部品接合装置
【課題】 被着物に設けられた複数の柱状突起に対してそれに対応して接着物に設けられた穴を挿入し、接着剤を充填して硬化し固定するという接着形態に対して、接着物の位置、姿勢の調整を可能とする部品接合方法を提供する。
【解決手段】 被着物1に設けられた複数の柱状突起1aに対してそれに対応して接着物2に設けられた穴2aを挿入し、前記接着物2の姿勢を調整し、エネルギ線硬化特性を有する接着剤3を充填して接合する部品接合方法において、前記被着物1に対する前記接着物2の相対的な位置検出結果に基づいて、前記接着物2を移動させたい方向に収縮力が働くように充填された接着剤3の一部にエネルギ線を照射させ、その照射位置の組み合せを変えることによって、前記接着物2の位置、姿勢を制御しながら接合する。
(もっと読む)
溶着装置
【課題】 非溶着部を確実に断熱した状態で溶着部を加熱溶融し、複雑な形態の組立部品を使用する場合であっても的確に組み立て部品を溶着することが可能な溶着装置を提供する。
【解決手段】 溶着部20a、22aを有する一対の組立部品20、22を溶着部20a、22aどうしを当接させ、溶着することにより一体の製品に組み立てる溶着装置であって、溶着部20a、22aを加熱する加熱板50と、組立部品20、22を保持するホルダ30、32と、ホルダ30、32を組立部品20、22の加熱位置と溶着位置に移動させる移動手段40とを備え、加熱板50には、加熱板50の外部と組立部品20、22において加熱板50と対向する部分にある非溶着部20bに連通する連通孔56が設けられ、連通孔56に加熱板50の外部に冷媒供給手段80が設けられていることを特徴とする。
(もっと読む)
2つの溶着ボスを同時にカシメ止め可能な溶着装置用抵抗発熱体
【技術課題】 熱可塑性樹脂成形品に形成された2ヵ所の溶着ボスを同時にカシメ止めするために2つの溶着チップを一体に形成した熱溶着装置に用いる抵抗発熱体を提供する。
【解決手段】 ツインタイプ抵抗発熱体1の一部であるベース部分21には、2分割するようにスリット24が形成されている。そして、このベース部分21の正面21には、2本の溶着チップ22、22aが突出形成されていて、前記スリット24は、この溶着チップ22、22aの当接面23の裏面23aの部分まで、スリット24aとして続いて形成されている。ベース部分21に電圧が印加されると、溶着チップ22、22aは同時に、同一温度に発熱し、この結果、2本の溶着ボス64を同時にカシメ止めすることができる。
(もっと読む)
複合成形品
【課題】成形品の寸法精度、位置決め等に裕度のあり、製造工程を短くすることができる複合成形品の製造法を提供する。
【解決手段】2つの成形品を接着するに当たって、一方の成形品が複数の貫通孔を有し、この貫通孔を有した成形品に接着剤を介してもう一方の成形品を重ねて、加圧又は減圧下に曝すことを特徴とする複合成形品の製造法。2つの成形品を重ねてから、減圧下に曝すことが好ましい。また、貫通孔を有する一方の成形品が、加圧又は減圧下に形状を保持できる程度に硬い成形品であり、他方の成形品が加圧又は減圧下にその一方の成形品の形状に併せて賦形できる程度に柔らかい成形品であることが好ましい。
(もっと読む)
構造物に熱可塑性樹脂系板材又は熱可塑性樹脂系シートを高周波誘導加熱法で溶着、固定するための取り付け金具
【課題】 金属板と熱可塑性樹脂を含有する樹脂層との結合を接着剤等で行うと化学的結合であるため、いま一つ信頼性がない。また、取り付け金具を取り付ける構造物の面に不陸があると取り付け面と取り付け金具とが所定の位置で同一面上に並ばず、樹脂系板材の取り付けに不具合を生じる。
【解決手段】 熱可塑性樹脂を含有する樹脂層と小孔を有する金属板とにより、接着剤等の化学的結合によらないで取り付け金具を形成するとともに、この取り付け金具に形成されたコンクリートアンカーボルト又はコンクリートアンカーピン用凹部下面と高周波誘導加熱溶着面との距離が、この取り付け金具の周辺部フランジ下面との距離より大きく、かつ金具底面にバネ状物或いはゴム状物を有し、取り付け面と取り付け金具とが所定の位置で同一面上に配置可能とすることを特徴とする取り付け金具を提供する。
(もっと読む)
溶着チップ
【技術課題】 熱可塑性樹脂成形品と被固定物とを溶着チップを用いて固定する際、被固定物の板厚のばらつきに伴う溶融樹脂量の変化に対応できる溶着チップを得る。
【解決手段】 溶着ボス71の先端を溶融すると、この溶融した樹脂が溶着チップ11の凹部18に充満する。このとき、凹部18の容量では収容しきれない余剰分の樹脂は、樹脂逃げ開口部19内に逃がす。このようにすると、溶融樹脂量の変化に対応することができるため、十分な強度のかしめ部76を形成することができると共に、バリの発生を防止できる。また、逃げ開口部19から逃げた樹脂が任意形状あるいは数となるように逃げ開口部19の数あるいは形状を決定することにより、余剰片74の形状あるいは数を特定してかしめ部76の意匠性あるいはメッセージ性を高めることができる。
(もっと読む)
樹脂成形品と板金との固定構造、及び熱カシメ方法
【課題】 熱カシメの強度を維持することができる樹脂成形品及び熱カシメ方法を提供する。
【解決手段】 熱カシメを行う樹脂成形品1において、熱カシメ用ボス2は熱カシメの対象となる板金6の長穴8と同形状の段差4を有している。
(もっと読む)
基板の貼り合わせ方法、その貼り合わせ方法を用いたチップ形成方法及びチップ
【課題】 本発明は、基板の厚みの制限を受け難く、かつ基板を損傷することなく基板を貼り合わせることができる貼り合わせ方法を提供することを目的とする。
【解決手段】 第1熱可塑性樹脂基板と第2熱可塑性樹脂基板との貼り合わせ方法であって、前記第1及び第2熱可塑性樹脂基板を対向させてその接触面を摩擦押圧することにより、前記第1及び第2熱可塑性樹脂基板を貼り合わせる貼り合わせ方法を提供する。基板同士の接触面に生じる摩擦熱により基板同士を接着するため、第1及び第2熱可塑性樹脂基板全体に熱が加わらない。よって、熱による基板の崩れや変形を防止することができる。また、摩擦押圧によるエネルギーの伝達は、基板の厚みによる制限を受け難いため、第1及び第2熱可塑性樹脂基板を比較的厚く形成することができる。よって、基板表面に溝を形成するなどの加工が容易であり、また基板強度を高めることができる。
(もっと読む)
多層構造式遮水シートの接着方法
【課題】 少量の接着剤で確実に接着強度を保ち、接着強度試験が可能で運搬性を向上し、コストの掛からない作業性・安全性・経済性の良い多層構造式遮水シートの接着方法の開発・提供をする事にある。
【解決手段】 縦・横所定寸法を有するPVC等の防水素材から成り、不織布等の保護マットで表裏交互に被覆され、且つ、重合貼着して複数枚から成り、且つ、該遮水シートは、上部保護マット中央部の所定間隔空けた複数箇所の表裏両面及び全周面部にゴムやポリエステル系・塩化ビニール系等の複数のロープ取付用穴付テープバンドを縫着し、且つ、該中間部保護マット中央部の所定間隔空けた複数箇所の両面及び全周部と、下部保護マット中央部の所定間隔空けた複数箇所の上面部にゴムやポリエステル系・塩化ビニール系等のテープバンドをそれぞれ縫着し、且つ、それぞれのテープバンドの接合面部を、ボンド等の接着剤を塗布して圧着又は熱溶着して設けたものである。
(もっと読む)
101 - 120 / 128
[ Back to top ]