
Fターム[4F211TH20]の内容
プラスチック等のライニング、接合 (31,000) | 予備成形品の前処理・コンディショニング (1,728) | 機械的処理 (761) | 穿孔 (128)
Fターム[4F211TH20]に分類される特許
41 - 60 / 128
繊維強化複合材の取り付け構造
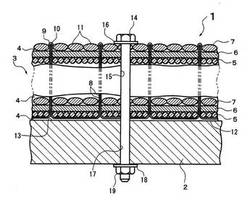
【課題】繊維強化複合材のクリープを抑制して他の部材に直接締結できる繊維強化複合材の取り付け構造を提供する。
【解決手段】繊維強化複合材1を金属材2に重ね合わせ、締結手段であるボルト14の頭部側のワッシャー16を露出したバイアス糸7の表面11に接触させてナット19により締結する。ボルト14及びナット19の締結力は、ワッシャー16とバイアス糸7の表面11との接触部、繊維強化複合材1の下面12と金属材2の上面13との接触部及び金属材2の下面とワッシャー18との接触部に加えられる。従って、上面のエポキシ樹脂層がないため、繊維強化複合材1に集中的に加わる締結力はバイアス糸7によって直接受け止められ、繊維強化複合材1の内部に存在するエポキシ樹脂4に大きな応力が生じない。このため、エポキシ樹脂4のクリープが抑制され、繊維強化複合材1と金属材2との間の緩みが防止されるので、強固な締結状態が持続される。
(もっと読む)
発泡樹脂成形品の接合構造

【課題】樹脂成形品と発泡樹脂成形品をボスの締結加工により接合一体化する際、発泡樹脂成形品の締結位置を安定化させることで組み付け精度を向上させる。
【解決手段】トリムアッパー(樹脂成形品)20とトリムロア(発泡樹脂成形品)30とを接合一体化してラゲージサイドトリム10を組み付ける。上記トリムロア30の取付孔33の周縁に複数の環状リブ34,35を突設し、トリムアッパー20における溶着用ボス21周囲の補強リブ22面に複数の環状リブ34,35を突当てる支持構造を採用することにより、トリムアッパー20とトリムロア30の締結位置を安定化させ、トリムアッパー20とトリムロア30との組み付け精度を高める。
(もっと読む)
接着材射出装置
【課題】 被接合部材に接着材を低秤量で均一に塗布する。
【解決手段】 射出機構111は、ポンプ131と、ポンプ制御部132と、分配管133と、絞り部134と、接着材ノズル135a〜135cとを有し、ポンプ制御部132は、ポンプ131による取込量を増減させる制御を行い、分配管133は、供給部によって供給された接着材のうち所定量の接着材を接着材ノズル135a〜135cに送るとともに、供給された接着材のうち所定量を除く残りの接着材を送出パイプ114bに送る。絞り部134は、分配管133と送出パイプ114bとの間に配置され、パイプ113に戻る接着材の量を規制する。
(もっと読む)
振動溶着用の樹脂部材、振動溶着方法及び振動溶着品
【課題】部品点数を削減でき、2つの部材の誤組み付け防止でき、且つ確実に溶着接合することができる振動溶着用の樹脂部材、振動溶着方法、及び振動用着品を提供する。
【解決手段】振動溶着用の樹脂部材は、本体部1と、本体部1の一端部に接続されたヒンジ部3と、ヒンジ部3に一端部が接続された対向部2とを有する。対向部2は、ヒンジ部3を屈曲させることで本体部1に対面して、本体部1の表面に振動溶着される溶着部21をもつ。ヒンジ部3から対向部2における溶着部21までの間には、振動溶着時の振動によって変形し得る振動変形部として開口部22が設けられている。
(もっと読む)
流路デバイスの製造方法
【課題】微細貫通孔を有する構造体を持つ流路デバイスを安定して作製する方法を提供する。
【解決手段】微細流路3内の一部に微細貫通孔を有する構造体10が微細流路方向に封入されている流路デバイスの製造方法であって、微細流路3内の構造体が封入される部分の少なくとも一部に、微細流路と連通する接着剤または粘着剤封入部4が備えられており、封入部4に接着剤または粘着剤を封入することにより、構造体を固定する流路デバイスの製造方法であり、好ましくは接着剤又は粘着剤の粘度が10,000mPa・s以上で200,000mPa・s以下である流路デバイスの製造方法。
(もっと読む)
樹脂成形品の振動溶着構造
【課題】毛バリが樹脂成形品の表面に出ないようにする。
【解決手段】第2パネル13側の溶着リブ31先端を対向する第1パネル11の上面壁17裏面(内面)に圧接させて振動溶着する際、第1パネル11の周壁19突出端と第2パネル13の周壁29突出端との間に形成された隙間Sを第1パネル11側の表皮端末23aで外側方から覆って塞ぐ。
(もっと読む)
パイプの接合方法及びパイプの接合構造
【課題】安価で容易に、かつ必要な強度を確保して確実にパイプ同士を接合するパイプの接合方法及びパイプの接合構造を提供する。
【解決手段】本パイプの接合方法は、端部外周面に内周面側に没する少なくとも一つの被嵌合部1bが設けられた第一のパイプ1の端部を熱可塑性樹脂からなる第二のパイプ2の端部に挿入する第一の工程と、挿入された第一のパイプ1の被嵌合部1bと対応する位置で、第二のパイプ2の外周面側に超音波を伝達させる伝達部材を押圧させることで、第二のパイプ2を超音波により軟化させて嵌合部2bとして内周面側に位置する被嵌合部1bに突出させ嵌合させる第二の工程とを備える。
(もっと読む)
樹脂部品の固定構造
【課題】発泡樹脂成形体をベースとしたトリム本体に樹脂部品をトリム本体側の溶着用ボスを介して溶着一体化する際、溶着強度を強化する。
【解決手段】発泡樹脂成形体からなるドアトリムロア20bにポケットバックカバー30を固定する際、ドアトリムロア20bに溶着用ボス26を立設するとともに、ポケットバックカバー30の取付片31には、取付孔32の近傍位置に車体パネル側に向いて突設し、溶着ホーン40による加工時に溶着ホーン40と干渉するエリアに延長リブ34、あるいは環状フランジ35等の突起部を形成し、溶着ホーン40による溶着加工時、ドアトリムロア20b側の溶着用ボス26と突起部34,35とを一体に溶着加工することで、突起部34,35を溶融させた樹脂が気泡内に入り込んで、カシメ加工部26aにおける樹脂の比率を高め、かつ容積を増大させることで溶着強度を高める。
(もっと読む)
コネクタパイプを有するブロー成形中空体及びその製造方法
【課題】 コネクタパイプをホースへブロー成形により一体的的に成形する場合に、コネクタパイプとホースとの間の接続強度及び/又は気密性を向上させる技術を提供する。
【解決手段】 ホース1の外周を略リング状に取り囲む溶着座面補強部材2をホース1にブロー成形技術によりインサート成形させ、溶着座面補強部材2は通常平坦である溶着座面部3が設けられており、溶着座面部3にコネクタパイプ5の一端を溶着させる。溶着座面部3及びホース1には貫通穴が形成されており、該貫通穴を介してコネクタパイプ5はホース1と連通している。
(もっと読む)
コネクタを固定する方法およびコネクタ
この発明のある局面によれば、軽量の建築要素にコネクタを固定する方法が提供される。コネクタは、スリーブ要素と、シャフト部を有するピストン要素とを備え、シャフト部はスリーブ要素によって案内される。ピストン要素および/またはスリーブ要素は、少なくともヘッド部とスリーブ部との間の境界面部に熱可塑性材料を備える。上記方法は、コネクタを設けるステップと、軽量の建築要素の第1の建築層に貫通穴を設けるステップと、遠位部が第2の建築層にもたれかかるまで貫通穴を通してコネクタを挿入するステップとを備える。本明細書において、第2の建築層にもたれかかるのは、スリーブ要素もしくはピストン要素またはスリーブ要素およびピストン要素の両方の要素であってもよい。上記方法は、遠位側のほうにピストン要素を押しながら機械的振動をピストン要素に結合し、それによって、その周辺部が周方向壁に隣接する(または、周方向壁に対してわずかに遠位である)、スリーブ要素とピストン要素との間の境界面部において熱可塑性材料の部分を液化し、熱可塑性材料の部分が周辺部から径方向外向きに第1の建築層の構造に流入するようにする、および/または、第1の建築層の内面(すなわち、第2の建築層のほうに向いている面)に沿って流れるようにするさらなるステップを備える。再固化後、熱可塑性材料部は第1の建築層とのポジティブ嵌合接続を形成する。 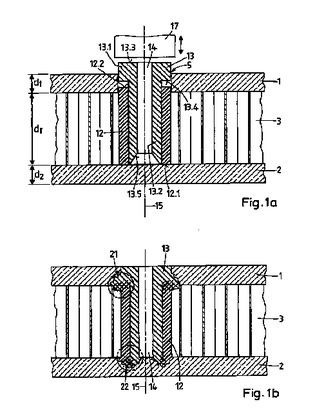 (もっと読む)
(もっと読む)
樹脂成形体の製造方法及び樹脂成形体
【課題】樹脂成形体におけるクリープの抑制を目的とする。
【解決手段】樹脂成形体1は、熱硬化性樹脂であるエポキシ樹脂をマトリックスにし、炭素繊維からなる強化繊維を含有した繊維強化複合材で成形されている。容器2内部は、加熱装置により所定温度に加熱されている。樹脂成形体1は、容器2内に備えられた支持台3の上に固定される。支持台3上の樹脂成形体1に対して、加圧装置4が下降し、樹脂成形体1を圧縮することで、樹脂成形体1に圧力が加えられる。加圧状態が所定時間保持された後、加圧装置4が樹脂成形体1から離れ、加圧が終了する。加圧された樹脂成形体1は加圧により形成された変形部5を有する。加圧後の樹脂成形体1の変形部5は、変形しており、締結後のクリープを抑制する。
(もっと読む)
バリ取り不要の樹脂製品と圧入部材、およびこれらを用いた圧入部材付き樹脂製品
【課題】圧入部材によって削り取られた樹脂の一部がバリとなって発生しても、そのバリが樹脂製品から外部に飛散しないようにした樹脂製品を提供する。
【解決手段】内壁に軸方向に平行に延びる複数の山10Mが形成された貫通穴10を有する樹脂製品1のその貫通穴10を山10Mが形成された被圧入領域10Aと山が形成されていない非圧入領域10Nとで構成し、かつ2つの領域の境界を直角な壁10Wで繋げている。一方、カラー20は山10Mを押し潰すだけの径を有する圧入部分20Pと山を押し潰すだけの径を有しない案内部分20Gで構成した。これにより、貫通穴10にカラー20を圧入すると、貫通穴20内の直角な壁10Wと圧入部分20Pと案内部分20Gとの作る空間にバリBが溜まるようにした。
(もっと読む)
ハイブリッド型接合部品及びその製造方法
本発明は、ベース本体は保持部分(14)及びフランジ部分(16)を有し、接合面(19)がフランジ部分(16)上に形成された、熱可塑性材料から成るベース本体(13)と、誘導加熱することができる金属部分(18)とを有する、加工物(12)に軸方向に接合するための接合部品(10)に関する。この場合、金属部分(18)は、フランジ部分(16)内に統合される。 (もっと読む)
複合構造体およびその製造方法
【課題】製造が容易で、かつ金属部材と樹脂部材との接合部での密封性を長期にわたって維持できるようにする。
【解決手段】構造体1は、金属部材10と第二樹脂部材30とが第一樹脂部材20を介して接合されることによって、中空管状に構成されている。第一樹脂部材20は、半円管状に形成された金属部材10の横断面における開放側の両端部に、インサート成形によって形成されている。第二樹脂部材30は、金属部材10と対応するように半円管状に形成されており、その横断面における開放側の両端部が、それぞれ金属部材10に形成された第一樹脂部材20に溶着されることで接合され、これによって閉断面が形成される。
(もっと読む)
組立品の取付方法及び装置
【課題】 第1の部品に対する第2の部品の取付強度が低下することを防止する。
【解決手段】超音波溶着機50の超音波ホーン51を突起1aと上下に対向させる。超音波ホーン51を超音波振動させつつ下方へ移動させることにより、突起1aの上端部を溶融する。超音波ホーン51が所定の設計位置まで移動したことを位置検出手段(図示せず)が検出したら、第3可動部材34を上方へ移動させ、超音波ホーン51を突起1aから上方へ離間させる。
(もっと読む)
レーザー光溶着方法及び装置
【課題】ハウジングとカバーとのレーザー光溶着の際に、ハウジングに対して殆ど同じ形状・構造に形成されているコネクタ部を利用して、簡単な構造の治具によってハウジングを保持することができる収納ケースのレーザー光溶着方法及び装置を提供する。
【解決手段】殆ど同じ形状・構造に形成されているコネクタ部7を治具20に備わる孔部22に挿入することで、ハウジング1は治具20に対して位置決めされる。吸引機構50によって孔部22を通じてハウジング1を吸引することで、ハウジング1は治具20に吸引支持される。治具20は収納ケースの形状や大きさが異なっても共通して用いられる。カバー2は、治具20によって保持されたハウジング1の開口部5に対して、レーザー光Lによって確実に溶着される。ハウジング1に形成した通気孔9を通じてカバー2をハウジング1に吸引保持させ、引き続いて溶着部の負圧漏れチェックをすることができる。
(もっと読む)
表皮材の貼込み方法および貼込み装置並びに貼込み方法を用いて形成したインストルメントパネル。
【課題】簡単な作業により表皮材を開口部の内側壁に追従させて、表皮材の浮上りや剥がれを抑制できる表皮材の貼込み方法を得る。
【解決手段】表皮材5をパネル基材6の表面6Fから内側壁21の壁面22に亘って接着剤7を介在させて配置し、押圧部材11を内側壁21に表皮材5を挟み込んで配置した後、押圧部材11の傾斜面11Sに楔部材12の傾斜面を接触させ、この楔部材12を傾斜面11Sと壁面22とが対向する方向に対して略直交する方向に押し込むことにより、押圧部材11を内側壁21方向に押圧して表皮材5を内側壁21に圧着する。これにより、表皮材5が内側壁21に追従して強く密接し、表皮材5を内側壁21の表面に浮上りや剥がれを抑制しつつ強固に接着することができる。
(もっと読む)
管材への被覆材の取付装置
【課題】既に成形されている管材における特に角筒状部の内周面に、不織布等の被覆材をきっちりと沿わせながら精度良く取り付けることができる取付装置を提供する。
【解決手段】この取付装置1は、角筒状部5を備えた管材3を支持する支持部材34と、この支持部材34によって支持された管材3の角筒状部5内側に対して挿脱可能とされて、角筒状部5の内周面に対して近接離間する方向に移動可能とされた分割型材52〜54、55〜57を有する2組の内金型50、51とを備えている。そして、管材3の角筒状部5の内周面に沿って方形枠状に仮張りした被覆材2に、内金型50、51の分割型材52〜54、55〜57を交互に押し付ける際に、各回の押し付け部位を角筒状部5の内周面に沿った周方向にずらしながらそれら押し付け部位の端部同士を互いにオーバーラップさせる。
(もっと読む)
水中溶着部の品質確認方法
【課題】水中接合作業においてその接合部の遮水性能の品質確認ができ、工期の短縮、工費の節減が可能となり、かつ遮水性能に対して信頼性を高められる水中溶着部の品質確認方法を提供する。
【解決手段】水中溶着は、2枚の遮水シート10,11のうち、金属体13のU字形の奥部側の端部からこれとは反対側の開口側の端部へ低速度で加熱コイル部17を移行させることで行われる。水中溶着中、第1電極50aと第2電極51aとの間で形成された電気回路のインピーダンスを測定する。この測定値から2枚の遮水シート10,11の溶着部分の溶着状態の確認が行われる。
(もっと読む)
レーザー光を用いた溶着方法及びレーザー光溶着体
【課題】レーザー光による樹脂部材同士の溶着部の目視による確認を容易にして、溶着の良否を判定し易くすることができるレーザー光を用いた樹脂部材の溶着方法及びそれを用いて得られたレーザー光溶着体を提供する。
【解決手段】樹脂部材であるカバー2に形成した覗き用の目視部14を通して、レーザー光吸収性樹脂部材から成るハウジング1とレーザー光透過性樹脂部材であるカバー2との接合面からレーザー光の照射によって流れ出た光吸収性樹脂部材の溶融樹脂がバリ15として現れているのを目視にて確認することができる。したがって、接合面から溶融した樹脂が一部流れ出ているのを目視することによって、両樹脂の溶着部で樹脂が溶けて両樹脂部材を溶着していることを簡単に確認することができる。
(もっと読む)
41 - 60 / 128
[ Back to top ]