
Fターム[4F212AA31]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 樹脂材料等(主成形材料) (837) | ポリウレタン (60)
Fターム[4F212AA31]に分類される特許
1 - 20 / 60
発泡成形体及び表皮材係止部材
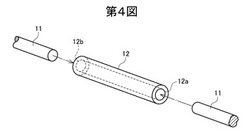
【課題】成形体本体に埋設された線状の表皮材係止部材の延在方向の途中部に比較的簡易な構成にて易屈曲部が設けられた発泡成形体と、この発泡成形体に用いられる表皮材係止部材とを提供する。
【解決手段】発泡成形体1は、発泡合成樹脂よりなる成形体本体2と、該成形体本体2に埋設された線状の表皮材係止部材10とを備えている。表皮材係止部材10の延在方向の途中部に、樹脂よりなる易屈曲部が設けられている。表皮材係止部材10は、複数本の線状体11と、該線状体11同士を連結した連結体12とを備えている。連結体12は弾性樹脂よりなり、該連結体12により易屈曲部が形成されている。連結体12は、複数個の連結体挿入穴12a,12bを有しており、各連結体挿入穴12a,12bにそれぞれ線状体11の端部が挿入されることにより、該線状体11,11同士が連結されている。
(もっと読む)
フォーム製ノイズダンパを備えているタイヤ

【課題】加硫後のインナーライナに表面浄化なしに吸音材を接着する方法を提供する。
【解決手段】フォーム製ノイズダンパ20を有している空気入りタイヤを作る方法であって、空気入りタイヤは、2つのビード14と、トレッド13部分と、それぞれのビードに結合する1対のサイドウォールと、トレッド部分と1対のサイドウォールとを支持しているカーカス12とタイヤの内部キャビティに面している内側ライナ表面18を持つ内側ライナ16と、を有する。そして、接着剤22が準備された表面を構成するように、シリコン接着剤を内側ライナ表面に塗布するステップと、固体フォームのノイズ低減具(フォーム製ノイズダンパ22)を、前記接着剤が準備された表面に取り付けるステップと、接着剤を硬化させるステップと、を有する。
(もっと読む)
溶融被膜を有する合成樹脂発泡体シートの製造方法及び溶融被膜を有する合成樹脂発泡体シート
【課題】吸音性を確保できる程度の通気性を有し、かつ撥水撥油性を有する溶融被膜を備える合成樹脂発泡体シートに供給する。
【解決手段】熱溶融性の合成樹脂発泡体シート10の表面を、加熱ロール20又は加熱板で加熱すると共に押圧することにより、その表面に溶融被膜を形成する溶融被膜11を有する合成樹脂発泡体シート10の製造方法であって、表面に撥水撥油剤を含む溶液を付着させた後に、表面を加熱すると共に押圧することにより溶融被膜11を形成することを特徴とする製造方法。
(もっと読む)
発泡体の成形方法
【課題】極めて複雑な形状を呈する発泡体の作製に際して、発泡体の充填不良と密度ばらつきを抑制することができ、所望の密度分布を備えた高品質の発泡体を得ることのできる発泡体の成形方法を提供する。
【解決手段】それぞれが固有の発泡倍率を備えた複数の1次発泡体11〜21を成形型K内に配置する第1の工程と、成形型K内を1次発泡体11〜21の発泡開始温度以上に昇温させて成形型K内の複数の1次発泡体11〜21を発泡させ、複数の1次発泡体11〜21を一体として2次発泡体100を成形する第2の工程と、からなる。
(もっと読む)
車両用フロアカーペットの製造方法
【課題】外方へ凸状の屈曲部を有する車両用フロアカーペットを容易かつ安価に製造できる方法の提供を目的とする。
【解決手段】バインダー付着チップ48をモールドの下型キャビティ面35上に充填し、バインダーを硬化させることにより、中央部13Aとその両端の側部15A,15Aとからなる凸状の屈曲部11Aを有する中間成形品10Aを前記屈曲部11Aの中央部13Aと側部15A,15Aとの間の角度a’が製品角度aよりも大となるように形成する中間成形品成形工程と、その後、中間成形品の屈曲部11Aにおける中央部13Aと側部15A,15Aとの間の角度a’を製品角度aに狭くして加熱し、角度の矯正を行う角度矯正工程とにより、凹状の屈曲部を有する車両用フロアカーペットを製造する。
(もっと読む)
発泡成形体のクラッシング方法及びクラッシング装置
【課題】発泡成形体のクラッシングをより良好に行なうことができる発泡成形体のクラッシング方法及びクラッシング装置を提供する。
【解決手段】搬送路150に沿って搬送されるシートクッションパッド10に対して、第1クラッシング機構110でクラッシングを行ない、その後に第2クラッシング機構120でクラッシングを行なう。搬送路150に対する第2押圧ローラ125の間隔は、シートクッションパッド10の厚みよりも小さい一定の間隔とする。搬送路150に対する第1押圧ローラ115の間隔は、シートクッションパッド10の厚みよりも小さい間隔と、前記一定の間隔よりも大きい間隔との間で、シートクッションパッド10の通過時に可変とする。これにより、シートクッションパッド10内の気泡のセル膜が急激に破泡するのを抑制して、シートクッションパッド10が割れるのを防止することができる。
(もっと読む)
タイヤ、及びタイヤの製造方法
【課題】走行によって色が落ちることのないタイヤを簡単に製造する。
【解決手段】タイヤ10の骨格部材であるタイヤケース17を、着色剤を含んで色が付けられた第1の熱可塑性材料でインジェクション成形する。走行によって色が落ちることのないタイヤを簡単に製造できる。
(もっと読む)
じん性および耐熱性に優れた発泡体
【課題】均一な微細気泡構造を有し、じん性および耐熱性に優れた、新規な発泡体を提供する。
【解決手段】本発明の発泡体は、球状気泡を有する発泡体であって、該球状気泡の平均孔径が20μm未満であり、該発泡体の密度が0.15g/cm3〜0.9g/cm3であり、180°の折り曲げ試験でクラックが発生しない。
(もっと読む)
未加硫ゴム帯状部材の巻取りライナーおよびその製造方法
【課題】十分な剥離性と耐久性を有する未加硫ゴム帯状部材の巻取りライナー及び該巻取りライナーの好適な製造方法の提供。
【解決手段】帯状基布の少なくとも片面に、シリコーン変性熱可塑性ポリウレタンエラストマーをラミネートコートした層を有してなる未加硫ゴム帯状部材の巻取りライナー。シリコーン変性熱可塑性ポリウレタンエラストマー6を、帯状基布5の少なくとも片面にTダイ押出機2により160〜250℃にてラミネートコートする未加硫ゴム帯状部材の巻取りライナー7の製造方法。
(もっと読む)
空気入りタイヤ用静音具
【課題】耐久性の向上を図りつつ薄型化、軽量化を図る上で有利な空気入りタイヤ用静音具およびその製造方法を提供する。
【解決手段】空気入りタイヤ用静音具10は、2つの帯状部材12からなり、各帯状部材12は、円弧部14と、接続部16とを備え、2つの帯状部材12により環状体18が構成されている。帯状部材12は、厚さよりも大きな幅とこの幅よりも大きな長さを有し、弾性、柔軟性を有する多孔質吸音材料から形成されている。円弧部14は、単一の円周上に延在して配置され、環状体18は2つの円弧部14を備える。接続部16は、各円弧部14の延在方向の両端が互いに接合されて前記単一の円周の半径方向内側に突出し、環状体18は2つの接続部16を備える。
(もっと読む)
空気入りタイヤ用静音具
【課題】コストの低減を図りつつ耐久性の向上を図る上で有利な空気入りタイヤ用静音具およびその製造方法を提供する。
【解決手段】空気入りタイヤ用静音具10は、薄肉帯状部材12からなり、一対の円弧部14と、一対の接続部16とを備え、環状体18を構成している。薄肉帯状部材12は、厚さよりも大きな幅とこの幅よりも大きな長さを有し、弾性、柔軟性を有する多孔質吸音材料から形成されている。一対の円弧部14は、半円状を呈し単一の円周上に位置するように互いに対向して配置されている。一対の接続部16は、一対の円弧部14の両端を接続し単一の円周の半径方向内側に突出している。環状体18は、それら一対の円弧部14と一対の接続部16により構成されている。
(もっと読む)
車両用内装部材の製造方法
【課題】スタンパブルシート内に加熱膨張性粒子を含むことでシート膨張時の厚さを厚くできるようにして、且つスタンパブルシートと表皮材とからなる貼合部材の剛性確保、及びスタンパブルシートと表皮材との接着性の両方を十分に満足できる貼合部材を得る。
【解決手段】熱可塑性樹脂、強化繊維及び加熱膨張性粒子を分散含有するスタンパブルシート1を用意する。スタンパブルシート1に表皮材2を重ねてから平板型のホットプレス機21で加熱圧縮してスタンパブルシート1表面に表皮材2を押付けて、スタンパブルシート1に表皮材2が貼り付けられた貼付部材3を製造する。その後ホットプレス機21を開き、加熱された貼付部材3のスタンパブルシート1中の加熱膨張性粒子を膨張させて所定の厚さの膨張貼付部材4を形成する。その後膨張貼付部材4をコールドプレス機に入れて加圧成形し車両用内装部材を成形する。
(もっと読む)
タイヤの製造方法、及び、タイヤ成形用金型
【課題】リム組み時のエア保持性を充分に確保するとともに、タイヤ成形時でのビードコアの位置ずれを抑制しつつビード部の強度を高めたタイヤの製造方法、及び、タイヤ成形用金型を提供することを課題とする。
【解決手段】本発明では、キャビティS内で進退動する補助ジグ22を備えてタイヤ骨格部材を成形する金型を用いる。キャビティS内に進出させた補助ジグ22でビードコア11を保持した状態で、溶融樹脂をキャビティS内に注入する。そして、キャビティS内で固化した溶融樹脂でビードコア11を保持可能となった後、補助ジグ22をビードコア11から後退させて補助ジグ22が当接していたビードコア部分11Pを露出させ、溶融樹脂をキャビティ内に注入することでビードコア部分11Pを樹脂で覆う。
(もっと読む)
タイヤの製造方法、及びタイヤ
【課題】熱可塑性材料で形成された複数のタイヤ構成部材を接合して構成されたタイヤにおいて、接合部分の強度を十分確保する。
【解決手段】加熱した熱鏝47で一方のタイヤ半体17Aの端部と他方のタイヤ半体17Aの端部を溶融して両者を溶着した後、溶融された溶着用熱可塑性材料43を溶着部分に供給してタイヤ半体17Aの溶融部分と溶融された溶着用熱可塑性材料43とを溶着することで、接合部分の強度が十分確保される。
(もっと読む)
タイヤの製造方法及びタイヤ
【課題】樹脂材料で形成されたタイヤ骨格部材とタイヤ構成ゴム部材との接合強度を確保することが可能なタイヤの製造方法を提供すること。
【解決手段】樹脂材料を用いて環状のタイヤケース17を形成する骨格形成工程と、タイヤケース17の外周面17Sに粒子状の投射材104を衝突させて、外周面17Sを粗化処理する粗化処理工程と、粗化処理された外周面17Sに接合剤を介してクッションゴム29を積層する積層工程と、をタイヤの製造方法が備えることで、タイヤケース17とクッションゴム29との接合強度を確保することができる。
(もっと読む)
軽量吸音ポリウレタン成型品
【課題】ポリウレタンのチップ状物から出来上がるウレタン成型品において、低密度を実現しつつ硬さ、撓み難さの両立を図り、しかも吸音性能も満足する軽量吸音ポリウレタン成型品を提供する。
【解決手段】ポリウレタン発泡材を粉砕してなるポリウレタンチップにおいて最小のチップ(C1)の最短の一辺は8mm以上であり、かつ最大のチップ(C2)の最長の一辺は25mm以下であることを満たすチップとする原料ポリウレタンチップ11、反毛材よりなる反毛糸状片12、ウレタン系接着剤13とを混合し水蒸気を導入しながらプレス成型してなり、原料ポリウレタンチップと反毛糸状片との重量混合割合が20:80ないし80:20を満たし、かつ、ポリウレタン成型品の密度が0.03〜0.07g/cm3であり、プッシュプルゲージを用いた計測において28N以上の荷重を満たすポリウレタン成型品10である。
(もっと読む)
タイヤの製造装置、タイヤの製造方法およびタイヤ
【課題】チューブ体の外周部とトレッドの内周面とをその全域にわたって容易かつ確実に接合させる。
【解決手段】熱可塑性材料で形成されるとともにリム10の外周部に嵌合されるチューブ体21と、このチューブ体21の外周部に接合されたトレッド22と、を備えるタイヤ20を形成するタイヤの製造装置であって、内部空間Aに正の気体圧が付与されたチューブ体21をその内周部側から支持する内側支持体41と、チューブ体21に外嵌されたトレッド22をその外周部側から支持する外側支持体42と、チューブ体21とトレッド22との間を加熱して両者を接合する加熱手段と、を備える。
(もっと読む)
タイヤ、及びタイヤの製造方法。
【課題】空気入りを抑制して耐久性を向上させたタイヤを提供することが目的である。
【解決手段】熱可塑性材料で形成された環状のタイヤケース17と、タイヤケース17のクラウン部16に補強コード26を巻回して形成されタイヤケース17の幅方向断面視で補強コード26の少なくとも一部がクラウン部16に埋設された補強層28と、被覆用熱可塑性材料90で形成され、被覆用熱可塑性材料90で形成されクラウン部16に接合されて補強層28を覆う被覆層29と、被覆層29の外周面に設けられるタイヤ構成部材と、をタイヤ10が有することで、補強コード26周囲の空気入り、及び、被覆層29とタイヤ構成部材との間への空気入りが抑制されて耐久性が向上する。
(もっと読む)
タイヤ、及び、タイヤの製造方法
【課題】タイヤ構成部材が熱可塑性材料で形成されていても内圧保持性能が高いタイヤ、及び、タイヤの製造方法を提供することを課題とする。
【解決手段】空気入りタイヤ10は、熱可塑性材料からなるタイヤ骨格部材17と、タイヤ骨格部材17のビード部構成部分12Mに設けられ、リム20と接する熱可塑性チェーファー24と、を備えている。この空気入りタイヤ10をリム20に組み付けると、熱可塑性チェーファー24がリム20に当接している。従って、リムフィット性が良好であり、タイヤ内に空気を充填してもビード部12とリム20との間から気体が抜け難いので、タイヤ骨格部材17が熱可塑性材料で形成されていても内圧保持性能が高い。
(もっと読む)
タイヤ製造方法及びタイヤ製造用金型
【課題】簡単な製造工程でタイヤ骨格部材を製造できるタイヤ製造方法と、このタイヤ製造方法に適用可能なタイヤ製造用金型を得る。
【解決手段】タイヤ骨格部材を製造するためのタイヤ製造用金型52はタイヤ製造用金型部材54A、54Bで構成され、タイヤ製造用金型部材54A、54Bの間にキャビティ60A、60Bが構成される。一方のタイヤ製造用金型部材54Aは固定支持部材62Aにより固定されているが、他方のタイヤ製造用金型部材54Bは、タイヤ製造用金型部材54Aに対して平行状態を維持しつつ、スライド可能となるように、スライド支持部材62Bに支持されており、分割体をタイヤ製造用金型部材54A、54Bから取り出すことなく接合できる。
(もっと読む)
1 - 20 / 60
[ Back to top ]