
Fターム[4F212AH26]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 用途物品 (2,542) | 車両(←軽車両)部材 (2,396) | 車両用内装材、クッション(←座席) (48)
Fターム[4F212AH26]に分類される特許
1 - 20 / 48
発泡成形体及び表皮材係止部材
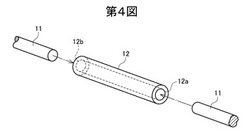
【課題】成形体本体に埋設された線状の表皮材係止部材の延在方向の途中部に比較的簡易な構成にて易屈曲部が設けられた発泡成形体と、この発泡成形体に用いられる表皮材係止部材とを提供する。
【解決手段】発泡成形体1は、発泡合成樹脂よりなる成形体本体2と、該成形体本体2に埋設された線状の表皮材係止部材10とを備えている。表皮材係止部材10の延在方向の途中部に、樹脂よりなる易屈曲部が設けられている。表皮材係止部材10は、複数本の線状体11と、該線状体11同士を連結した連結体12とを備えている。連結体12は弾性樹脂よりなり、該連結体12により易屈曲部が形成されている。連結体12は、複数個の連結体挿入穴12a,12bを有しており、各連結体挿入穴12a,12bにそれぞれ線状体11の端部が挿入されることにより、該線状体11,11同士が連結されている。
(もっと読む)
クッションパッドの製造方法及び発泡成形型

【課題】車両用、特には自動車用のシートクッションパッド2に、裏面に近接して耐力フレーム27を埋め込むにあたり、エアポケットや欠肉といった不具合の発生を低減でき、しかも、製造効率や作業性に優れたものを提供する。
【解決手段】耐力フレーム27の近傍におけるキャビティー16の天井面について、一部が中子型13によって形成されるようにする。すなわち、中子型13から、ひさし状の延在部51が耐力フレーム27の上方にまで延びるようにすることで、上型11と中子型13とのパーティングライン18が、耐力フレーム27の真上に来るようにする。また、さらには、ひさし状延在部51よりもさらに突き出すフレーム取り付け用延在部52を設けることで、中子型13に耐力フレームを取り付けるようにする。
(もっと読む)
車両用フロアスペーサ、および、車両用フロアスペーサ成形方法
【課題】実用性の高い車両用フロアスペーサ及び、それの成形方法を提供する。
【解決手段】ウレタンフォーム原料によって金型内部で成形される車両用フロアスペーサにおいて、連続気泡率(ASTM D 2856−94)が、75%以上であり、密度(JIS K 7222)が、40〜95kg/m3であり、25%圧縮硬さが300N以上、かつ、50%圧縮硬さが500N以上、かつ、75%圧縮硬さが800N以上とする。また、金型内部でフロアスペーサを成形する方法において、多価アルコールにエチレンオキサイドを付加重合させることにより得られる官能基数4〜6、水酸基価400〜500のポリエーテルポリオールであり、EO率が35%以上であり、全ポリオールに対して2〜15質量%となるポリエーテルポリオールをウレタンフォーム原料として採用する。これにより、低密度化、高い圧縮硬度、高い吸音性を実現することが可能となる。
(もっと読む)
自動車用内装基材の製造方法
【課題】十分な剛性を有し軽量でかつ安価な自動車用内装基材の製造方法を提供する。
【解決手段】グラスファイバーの不織布からなるシート状のマット材7にウレタン生成液Lを含浸させ、ウレタン生成液Lの含浸した上記マット材7を加熱して当該マット材7内でウレタン発泡させるとともに熱硬化させる。
(もっと読む)
発泡成形体
【課題】亀甲模様を目立たなくさせることができる発泡成形体を提供する。
【解決手段】多数の発泡性樹脂粒子を発泡成形用金型に充填し、加熱することにより多数の発泡性樹脂粒子を加熱融着させて成形される発泡成形体であって、表面に独立した多数の凹部が形成され、該凹部は、大きさが異なる複数種類の凹部A1,A2,A3,A4,A5からなり、しかも複数種類の凹部A1,A2,A3,A4,A5がランダムに配置され、全ての凹部の面積と凹部が形成されていない平坦部の面積とを含む総面積に対して全ての凹部が占める面積の比率を12.9%〜74.7%の範囲に設定した。
(もっと読む)
積層体の製造方法及び積層体
【課題】異なる素材からなる複数の層同士の接着強度を向上させることによって、各層間の剥離が容易に発生するのを防止することができる積層体の製造方法を提供する。
【解決手段】異素材層2を形成するに際し、成形体1の表面における異素材層2との接触領域1aを、成形体1の軟化温度の80%以上の温度で加熱することにより、該接触領域1aを形成する発泡性樹脂粒子1bを軟化させると共に膨張させて接触領域1aに凹凸を形成し、該凹凸の凹部に入り込むように異素材層2が形成されることを特徴とする。
(もっと読む)
発泡成形体のクラッシング方法及びクラッシング装置
【課題】発泡成形体のクラッシングをより良好に行なうことができる発泡成形体のクラッシング方法及びクラッシング装置を提供する。
【解決手段】搬送路150に沿って搬送されるシートクッションパッド10に対して、第1クラッシング機構110でクラッシングを行ない、その後に第2クラッシング機構120でクラッシングを行なう。搬送路150に対する第2押圧ローラ125の間隔は、シートクッションパッド10の厚みよりも小さい一定の間隔とする。搬送路150に対する第1押圧ローラ115の間隔は、シートクッションパッド10の厚みよりも小さい間隔と、前記一定の間隔よりも大きい間隔との間で、シートクッションパッド10の通過時に可変とする。これにより、シートクッションパッド10内の気泡のセル膜が急激に破泡するのを抑制して、シートクッションパッド10が割れるのを防止することができる。
(もっと読む)
複合熱可塑性樹脂粒子の製造方法、発泡性複合熱可塑性樹脂粒子、複合熱可塑性樹脂発泡粒子、及び複合熱可塑性樹脂発泡粒子成形体
【課題】空隙率が高く、発泡粒子相互の融着性、及び強度に優れた複合熱可塑性樹脂発泡粒子成形体を型内成形にて製造できる、オレフィン系樹脂とスチレン系樹脂とを含有する筒形状の複合熱可塑性樹脂粒子の製造方法、発泡性複合熱可塑性樹脂粒子、複合熱可塑性樹脂発泡粒子、及び複合熱可塑性樹脂発泡粒子成形体を提供すること。
【解決手段】水性媒体中に特定の筒形状のオレフィン系樹脂種粒子1を分散させて種粒子分散液を得る。次いで、オレフィン系樹脂種粒子1にスチレン系モノマーを含浸させると共にスチレン系モノマーを重合開始剤の存在下で特定の温度範囲内にて加熱することにより重合させて筒形状の複合熱可塑性樹脂粒子を得る。また、複合熱可塑性樹脂粒子に発泡剤を含浸してなる発泡性複合熱可塑性樹脂粒子、これを発泡してなる複合熱可塑性樹脂発泡粒子、及びこれを成形してなる複合熱可塑性樹脂発泡粒子成形体である。
(もっと読む)
ダクト入りシートパッドの製造方法及びこれに用いる発泡型
【課題】シートパッドを一体発泡成形する際、エア噴出口からダクト内への発泡原料の侵入を阻止するダクト入りシートパッドの製造方法を提供する。
【解決手段】エア噴出口64が設けられた配風用ダクト6を発泡型7にセットし、次に発泡原料mの注入及び型閉じを経てシートパッド1を発泡成形し、シートパッド表面1aに形成する窪み21をエア噴出口64に合わせて空気吹き出し口20にするダクト入りシートパッドの製造方法であって、窪み21を形成する隆起部72に洞穴721が掘り下げさられ、且つ洞穴721内に対向する二枚の板片部8bを有する板バネ体8が配設された発泡型7を用いて、発泡型7へのダクト6のセットで、二枚の板片部8bが間隔を詰めてエア噴出口64からダクト6内へ侵入し、さらに弾性復元で広げてエア噴出口64周りのダクト部66を洞穴721周りの隆起部上面部分722に密着させた後、発泡原料mの注入及び型閉じを経てシートパッド1を一体発泡成形する。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】簡便で経済的に製造可能な熱可塑性樹脂予備発泡粒子を用いて、高い空隙率を有し、かつ、形状保持性、機械的強度の優れた熱可塑性樹脂発泡成形体を提供する。
【解決手段】成形体内の空隙率が10%未満の部位と、空隙率10%以上60%以下の部位が略区画状に存在し、成形体内の空隙率が不均一である熱可塑性樹脂型内発泡成形体であって、前記空隙率が10%未満の部位が、L/Dが0.8以上1.2以下の熱可塑性予備発泡粒子を使用し、前記空隙率10%以上60%以下の部位が、L/Dが2以上10以下の熱可塑性予備発泡粒子を使用して型内発泡成形されてなることを特徴とする熱可塑性樹脂発泡成形体。
ここで、L/Dとは、Lは発泡粒子の最長部の長さ、DはL方向と垂直な断面における最大径Dmaxと最小径Dminの平均値であり、下記式にて計算される。
D=(Dmax+Dmin)/2
(もっと読む)
発泡成形用金型及びこれを用いて成形される発泡成形体
【課題】離型し易い発泡成形用金型及びこれを用いて成形される発泡成形体を提供する。
【解決手段】成形型によって形成された成形空間に充填された発泡性樹脂粒子を加熱して発泡成形体を成形するための発泡成形用金型であって、前記成形空間を形成する成形型の成形面の対象エリアに、一端から他端に亘って連続する溝部M1が一方向に一定間隔P1で整列するようにして形成されていることを特徴とする発泡成形用金型である。
(もっと読む)
発泡成形体
【課題】擦れる方向の力が加わっても、異音が発生するのを効果的に防止することができる発泡成形体を提供する。
【解決手段】発泡成形用金型に充填された発泡性樹脂粒子を加熱して成形される発泡成形体であって、一方向に整列された複数の第1突条8T1と、他方向に整列され、かつ、前記第1突条8T1と交わるように配置された複数の第2突条8T2とを表面に備え、前記第1突条8T1及び前記第2突条8T2のそれぞれ断面が先端側に先細り形状となっていることを特徴とする発泡成形体である。
(もっと読む)
裏面材、及びシートクッションの製造方法
【課題】シートクッション用成形型の型内面にセットした際に、型内面から浮き難い裏面材を提供する。
【解決手段】裏面材100は、シートクッションの背もたれ部の裏面に一体化される背部布110と、シートクッションのヘッドレスト部の凹部の内面に一体化され、下方に開口するとともに頂辺が円弧状に形成される袋状の頭部布120とを備える。頭部布120の先端部分は、凹部の前方側の内面形状に合わせて形成される頭前面部121と、凹部の後方側の内面形状に合わせて形成される頭後面部122とからなり、頭後面部122は、3つに分割された状態で頭前面部121の円弧状の頂辺から3方向に延出された第1頭部分割片122a〜cを、頂辺に沿って折り返すとともに互いを縫い合わせて形成されている。
(もっと読む)
多層発泡基材及びその製造方法
【課題】十分な剛性を有すると共に、見栄えに優れる多層発泡基材及びその製造方法を提供する。
【解決手段】本発明の多層発泡基材1は、第1スキン層11、樹脂発泡層12及び第2スキン層13を順に備えており、且つ樹脂発泡層12は、真空成形における真空引きにより拡厚されたものであって、本多層発泡基材1には、第1スキン層11側が外側となり、第2スキン層13側が内側となった曲面部が形成されており、この曲面部における第2スキン層13には、真空成形により生じる第2スキン層のたるみを吸収させた突形状の吸収部2が形成されている。
(もっと読む)
自動車用内装材
【課題】温度に関係なくほぼ一定の衝撃エネルギー吸収能力を有する自動車用内装材を提供する。
【解決手段】密度931〜950kg/m3の高密度ポリエチレン系樹脂100重量部とポリスチレン系樹脂100〜500重量部とを含む複合樹脂の発泡体であり、+23℃での破断点変位量Q1と−50℃での破断点変位量Q2との比Q1/Q2が1.5以下であることを特徴とする自動車用内装材により上記課題を解決する。
(もっと読む)
自動車内装材及びその製造方法
【課題】耐熱性に優れた自動車内装材を提供することを課題とする。
【解決手段】10〜30重量%のα−メチルスチレンに由来する成分と90〜70重量%のスチレンに由来する成分とを合計100重量部と、炭素数10〜20の多環式テルペノールとメタクリル酸とのエステルに由来する成分3〜30重量部と、架橋性単量体に由来する成分0.005〜2重量部とを含む発泡性ポリスチレン系樹脂粒子の発泡成形体からなることを特徴とする自動車内装材により上記課題を解決する。
(もっと読む)
車両用内装部材の製造方法
【課題】スタンパブルシート内に加熱膨張性粒子を含むことでシート膨張時の厚さを厚くできるようにして、且つスタンパブルシートと表皮材とからなる貼合部材の剛性確保、及びスタンパブルシートと表皮材との接着性の両方を十分に満足できる貼合部材を得る。
【解決手段】熱可塑性樹脂、強化繊維及び加熱膨張性粒子を分散含有するスタンパブルシート1を用意する。スタンパブルシート1に表皮材2を重ねてから平板型のホットプレス機21で加熱圧縮してスタンパブルシート1表面に表皮材2を押付けて、スタンパブルシート1に表皮材2が貼り付けられた貼付部材3を製造する。その後ホットプレス機21を開き、加熱された貼付部材3のスタンパブルシート1中の加熱膨張性粒子を膨張させて所定の厚さの膨張貼付部材4を形成する。その後膨張貼付部材4をコールドプレス機に入れて加圧成形し車両用内装部材を成形する。
(もっと読む)
自動車用内装材及びその製造方法
【課題】石油由来原料以外の原料により、従来品と同程度以上の機能を有する自動車用内装材を提供する。
【解決手段】ポリ乳酸系樹脂発泡体を型内発泡成形したポリ乳酸系樹脂発泡成形体からなる自動車内装材であって、該ポリ乳酸系樹脂発泡体がポリ乳酸系樹脂を少なくとも含み、前記ポリ乳酸系樹脂が示差走査熱量計で測定した際に結晶化由来の発熱ピークを有し、前記発熱ピークは、それを温度の低い方から第1、第2、第3及び第4の区分に四等分した場合、(1)第1、第2、第3及び第4の区分の発熱量の合計が10J/g以上であり、(2)第1、第2、第3及び第4の区分の発熱量の合計に対して、第1、第3及び第4の区分の発熱量の合計が45%以上である形状を有するポリ乳酸系樹脂発泡体からなる。
(もっと読む)
発泡成形体、車両用内装材、車両用タイヤスペーサおよび車両用ラゲージボックス
【課題】成形性、断熱性、耐薬品性、耐衝撃性等に優れ、高温における荷重下での寸法安定性に優れた、発泡成形体、車両用内装材、車両用タイヤスペーサおよび車両用ラゲージボックスを提供することを課題とする。
【解決手段】ポリプロピレン系樹脂100重量部とポリスチレン系樹脂100〜400重量部とを含む発泡性改質ポリスチレン系樹脂粒子を予備発泡させ、次いで型内成形することにより得られ、JIS K 7135に準拠した80℃における寸法の変形係数が−7〜0%/時であることを特徴とする発泡成形体により課題を解決する。
(もっと読む)
軽量吸音ポリウレタン成型品
【課題】ポリウレタンのチップ状物から出来上がるウレタン成型品において、低密度を実現しつつ硬さ、撓み難さの両立を図り、しかも吸音性能も満足する軽量吸音ポリウレタン成型品を提供する。
【解決手段】ポリウレタン発泡材を粉砕してなるポリウレタンチップにおいて最小のチップ(C1)の最短の一辺は8mm以上であり、かつ最大のチップ(C2)の最長の一辺は25mm以下であることを満たすチップとする原料ポリウレタンチップ11、反毛材よりなる反毛糸状片12、ウレタン系接着剤13とを混合し水蒸気を導入しながらプレス成型してなり、原料ポリウレタンチップと反毛糸状片との重量混合割合が20:80ないし80:20を満たし、かつ、ポリウレタン成型品の密度が0.03〜0.07g/cm3であり、プッシュプルゲージを用いた計測において28N以上の荷重を満たすポリウレタン成型品10である。
(もっと読む)
1 - 20 / 48
[ Back to top ]