
Fターム[4F213AG28]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 一般形状、構造物品(用途物品優先) (1,313) | 部分(細部) (124) | リブ又は突起を有するもの(←凹部、孔) (53)
Fターム[4F213AG28]に分類される特許
1 - 20 / 53
ウェハーレンズの製造方法、ウェハーレンズ、及びレンズユニット
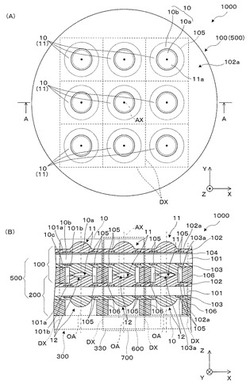
【課題】ウェハーレンズやその積層体を個片化する際における破損の発生を抑制できるウェハーレンズの製造方法を提供すること。
【解決手段】基板101とスペーサー部106の熱膨張係数の差を55ppm/℃以下と小さくするので、積層構造体1000を構成するウェハーレンズ100,200又は積層レンズアレイ500の製造や切断時に、基板101とスペーサー部106との間に膨張収縮差が生じにくくなり、これらの間に比較的大きな応力が発生しにくくなって、ウェハーレンズ100,200を構成するレンズ部であるレンズ要素11,12等が剥離したり割れたりすることを防止できる。
(もっと読む)
樹脂段ボール板の罫線形成装置

【課題】長尺状の罫線であっても、連続する罫線を効率的に形成することができる。罫線周縁の樹脂段ボール板が破断するのを防止することができる。樹脂段ボール板の罫線個所が加熱により白化するのを防止して樹脂段ボール板が外観不良になるのを防止することができる。角度を有した罫線や曲線状の罫線を効率的に形成することができる。罫線にて折り曲げられて製造された樹脂段ボール板製品にあっては、罫線形成個所から水分や粉塵等がリブ相互間の空隙内に進入するのを防止する。
【解決手段】レーザ光出力ヘッド(49)の移動に伴って樹脂段ボール板(21)上にレーザ光を出力して該樹脂段ボール板(21)を非溶融の軟化状態へ加熱しながら加熱軟化した樹脂段ボール板(21)に対して押圧部材(55)を圧接してレーザ光出力ヘッドの移動方向へ連続する凹状に熱変形させて罫線を形成する。
(もっと読む)
プラスチックダンボール製の板状部材及びその製造方法
【課題】プラスチックダンボールの端部よりも内側に円形状や矩形状など所望形状の開口部を開けたりする場合に、当該開口部や凹部の端面に隙間を生じることなく閉塞することが可能なプラスチックダンボール製の板状部材及びその製造方法を提供する。
【解決手段】プラスチックダンボールの表面に所定の断面形状に形成された加熱板22を押圧して加熱することにより溶融される前記プラスチックダンボールの少なくとも表面側に位置する前記プラスチック製平板9及びリブ11からなる溶融部と、複数に分割された構成部材が前記プラスチックダンボールの表面に沿った方向の外側に向けて拡張したときの断面形状が、挿入時の断面形状よりも拡大する拡張部材を、前記加熱板によって溶融された前記プラスチックダンボールの裏面側から挿入することにより起立される前記裏面側に位置するプラスチック製平板からなる起立部とを備えるように構成した。
(もっと読む)
回転体用ブッシュ及びそれを備えた回転体、回転体用ブッシュの製造方法
【課題】回転体が備える回転体用ブッシュにおいて、製造工程を簡略化すること。
【解決手段】回転体2の内周側にインサート成形されて回転体2に取り付けられる回転体用ブッシュ1であって、円筒状の本体部4と、本体部4の一端に形成されて本体部4の外径面から突出し、且つ本体部4の外径面を本体部4の周方向に沿って連続するフランジ部6と、フランジ部6の外径面に、本体部4の軸方向に連続して八箇所形成された凹部8を備える。
(もっと読む)
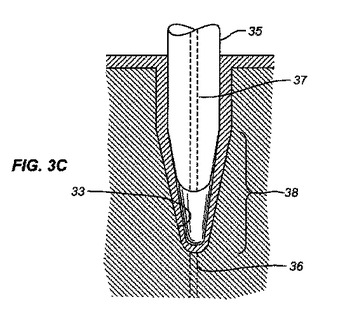
発泡補強部材が配設された中空構造物及びその製造方法
【課題】中空本体の内部に発泡接着剤を介して発泡補強部材が配設された中空構造物において、発泡接着剤の発泡倍率の高い部分によって中空構造物への補強部材の補強効果が低下する場合においても、中空構造物への補強部材の補強効果が低下することを抑制する。
【解決手段】中空本体17の内部に発泡接着剤15を介して発泡補強部材30が配設された中空構造物10において、発泡補強部材30は、複数の接着面部31、32、33、34と複数の接着面部31、32、33、34のうち少なくとも2つの接着面部を連結するリブ37とを備え、複数の接着面部31、32、33、34はそれぞれ発泡成形され、リブ37は、複数の接着面部31、32、33、34のうち少なくとも2つの接着面部における発泡接着剤15の発泡倍率が発泡接着剤15の他の部分より低い部分によって中空本体17と接着結合される部分どうしを連結するように設けられる。
(もっと読む)
樹脂部材の製造方法
【課題】結晶性高分子樹脂を用い、部分的にその結晶化率を向上させて機械的強度を高めた樹脂部材の製造方法を提供することを課題とする
【解決手段】結晶性高分子樹脂でなるシート材に、縦壁部を構成する樹脂材が融点以下、結晶化温度以上で臨界伸張ひずみ速度以上のひずみ速度で伸張することにより配向融液状態を経て結晶化するように、該縦壁部と頂面部とを有する凸部を形成する凸部形成工程と、該凸部形成工程で形成された凸部を有する2つの中間成形品の凸部の頂面部同士を溶着し、両中間成形品を一体化して樹脂部材とする溶着工程とを備える。
(もっと読む)
コルゲートチューブ製造方法及びコルゲートチューブ
【課題】より軽量なコルゲートチューブ及び該コルゲートチューブの製造方法を提供する。
【解決手段】(a)一方向に交互に連続する環状の大径部12及び小径部18と、大径部12の外周面から外周側に突出する中空状の中空突部16とを有する筒状部材を成形する工程と、(b)前記筒状部材から、中空突部16を切り落とす工程とを備えるコルゲートチューブの製造方法。環状の大径部と小径部とが延在方向に交互に連続して設けられた略筒状に形成され、前記大径部の外周部には、内外方向に貫通する孔部が形成されているコルゲートチューブ。
(もっと読む)
インナーリブを備えた樹脂積層板の製造方法
【課題】インナーリブを備えた樹脂積層板の提供。
【解決手段】スライドコア300を設けた一対の金型の間に、熱可塑性樹脂製シートP1、P2を位置決めする段階と、熱可塑性樹脂製シートP1と一方の金型のキャビティとの間に密閉空間を形成する段階と、密閉空間を吸引しつつ、他方の金型に向かってスライドコア300を突出させることにより、熱可塑性樹脂製シートP1を賦形するとともに、シートの一部を他方の金型に向かってU字状に突き出す段階と、熱可塑性樹脂製シートを他方の熱可塑性樹脂製シートに溶着させる段階と、熱可塑性樹脂製シートの周縁同士を溶着して、2枚の熱可塑性樹脂製シートの内部に密閉部280を形成する段階と、スライドコア300を引っ込めることにより、U字状に突き出された熱可塑性樹脂製シートの内面同士を互いに対向させる段階と、対向内面同士を溶着させて、インナーリブを形成する段階とを有する樹脂積層板の製造方法。
(もっと読む)
画像形成装置及びベルト体の製造方法
【解決課題】
転写ニップ部でベルトと摺擦するフィルムやブレードやパッド等の転写部材を有する画像形成装置において、転写ニップ部近傍に滞留する異物に起因する画像不良を防止する。
【解決手段】
トナー像を担持する感光ドラム1と、回転駆動される中間転写ベルト13と、感光ドラム1に対向して設けられ、中間転写ベルト13と摺動し、感光ドラム1との間で中間転写ベルト13を挟持し、感光ドラム1に担持されているトナー像を転写する一次転写部材10とを具備し、中間転写ベルト13の表面の一次転写部材10と摺動する部分に段差シート301が設けられている画像形成装置である。
(もっと読む)
薄型樹脂成型品の補強構造
【課題】成型品の剛性を確保しつつ、同成型品の表面にヒケと呼ばれる窪みが生じることを抑制できるようにする。
【解決手段】モール2の取付面3aをバンパ1の固定面1aに固定することによって同モール2のバンパ1への固定が行われ、その固定を通じてバンパ1に補強部が設けられる。取付面3aは、固定面1aにおけるモール2の長手方向についての形状と同形状となるよう同長手方向において湾曲しているため、上記モール2のバンパ1への固定を的確に同モール2の長手方向に沿って行うことができ、モール2をバンパ1に固定することによる同バンパ1の剛性確保が的確に行われる。また、モール2のバンパ1への固定に関しては、バンパ1が製造時から冷却固化して熱収縮しきってから行うことが可能である。このようにモール2をバンパ1に固定することで、バンパ1にリブ等の補強部を一体形成する場合のように同バンパ1の表面にヒケが生じることを抑制できる。
(もっと読む)
2段階成形による極薄の壁を有するマイクロプレート
極薄の壁を有するウェルを具備し、さらに、自動化された機器においてマルチウェルプレートの信頼性の高い使用を可能にするのに十分な構造的剛性を有するマルチウェルプレートが、最初に、所望の剛性を提供する厚さのプレートブランクを射出成形によって形成すること、次に、該ブランクを真空成形に供して、ブランクの指定されたエリアを伸張してウェルを形成するか、または既に形成されているウェルを拡張することによって成形される。該伸張は、ウェルの壁部においてのみ、成形樹脂の厚さの減少をもたらす。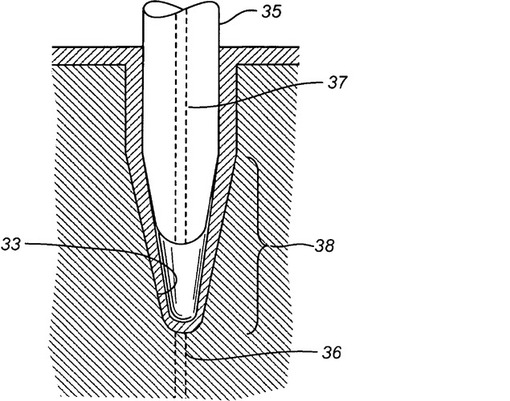
 (もっと読む)
(もっと読む)
Vリブドベルト
【課題】スリップや異音の発生を抑制して動力伝動性や静音性を向上することができ、優れた耐熱屈曲を兼ね備えたVリブドベルトを提供する。
【解決手段】接着ゴム層1とその内側のリブゴム層2を備えると共にベルト長手方向に沿って心線4が埋設され、リブゴム層2にベルト長手方向に沿うリブ5が形成されたVリブドベルトに関する。リブ5は、リブゴム層2を加圧して成形される溝6の間に形成されると共に、リブ5の表面のプーリに接触する摩擦伝動面に短繊維7を固着した植毛層8が設けられている。またリブゴム層2は、エチレン・α−オレフィンエラストマー100質量部に対して溶解度指数が8.3〜10.7(cal/cm3)1/2の可塑剤を5〜25質量部、固体潤滑剤を5〜50質量部配合したゴム組成物で構成されている。さらに接着ゴム層1は、上記の可塑剤を含有しないエチレン・α−オレフィンエラストマーを用いたゴム組成物で構成されている。
(もっと読む)
樹脂製回転体成形用半加工品の製造方法及び樹脂製回転体の製造方法ならびに樹脂製歯車
【課題】1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体を作業性よく製造する。
【解決手段】抄造法により、ブッシュ2の外周部の周囲に補強繊維を集積させてブッシュ2の外周部を囲む補強繊維集積体8を形成する第1のステップと、補強繊維集積体8を回転軸の軸線方向に圧縮して補強用繊維基材5を形成する第2のステップとからなる。そして、第1のステップと第2のステップとを、ブッシュと補強繊維集積体を収容している同一装置7内で連続して行う。
(もっと読む)
スペーサ要素およびスペーサ要素を製造するための方法
ウェハスタック(8)のためのスペーサウェハ(1)は、第1の表面(11)および第2の表面(12)を有するスペーサ本体(10)を含み、第1のウェハ(6)と第2のウェハ(7)との間に挟まれることが意図される。つまり、スペーサ(1)は、第1の表面(11)に対して配置された第1のウェハ(6)と第2の表面(12)に対して配置された第2のウェハ(7)とを互いから一定の距離に保つものである。スペーサ(1)は、第1のウェハ(6)の機能的要素(9)および第2のウェハ(7)の機能的要素(9)を開口部と整列させることができるように配置された開口部(13)を有する。スペーサ(1)は、形状複製処理によって成形工具(2)で成形され、好ましくは硬化によって固化される材料からなる。
発明の好ましい実施例において、第1および第2の表面(11,12)の少なくとも一方は、開口部(13)から表面(11,12)を分離するエッジ(15)を含み、エッジ(15)におけるスペーサウェハ(1)の厚さは、エッジ(15)の周りの表面位置におけるスペーサウェハ(1)の厚さを上回る。 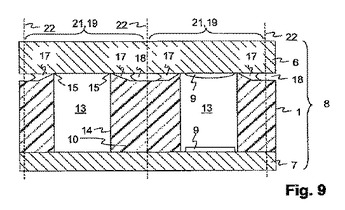 (もっと読む)
(もっと読む)
伝動ベルト製造用ベルトスリーブの加硫方法及び伝動ベルトの製造方法
【課題】残存空気が発生することなくベルトスリーブを加硫することができ、ベルト寿命を向上させた伝動ベルトを製造することができる、伝動ベルト製造用ベルトスリーブの加硫方法を提供する。
【解決手段】金型1の外周面に少なくとも心線2とゴムシート3からなる未加硫のベルトスリーブ4を巻き付けて装着する。この金型1に装着したベルトスリーブ4を加圧・加熱して圧縮する成形を行なう。この後に、加硫工程でベルトスリーブ4を加圧・加熱することによって、ベルトスリーブ4を加硫する。未加硫のベルトスリーブ4を圧縮することによって、心線2の間や心線2とゴムシート3の間に存在する空気を追い出してベルトスリーブ4内のエアー抜きをすることができ、空気が残存しない状態でベルトスリーブ4を加硫することができる。
(もっと読む)
繊維強化樹脂歯車及びその製造方法
【課題】編み物で繊維強化材を構成するとともに、切削加工により歯部が形成された繊維強化樹脂歯車において、歯部の強度低下を抑制する。
【解決手段】繊維強化樹脂歯車11は、芯金12の外周に樹脂部13が形成され、樹脂部13の外周に繊維強化樹脂部14が形成されるとともに歯部15が形成されている。各歯部15の歯先の幅Wは編み物の編み目のコース方向における編み目1つ分の距離より小さく形成されている。各歯部15は、編み物を構成する編み目の横の列20bにおいて、一つのループとそのループに交差する2つのループとの一対の交差部、即ち図において部分A又は部分Bを1個有する。繊維強化樹脂部14の繊維強化材は、帯状に形成された編み物を繊維強化樹脂歯車11の軸方向に螺旋状に巻き重ねて環状に形成されている。
(もっと読む)
自動車用内装部品並びにその製造方法
【課題】自動車用内装部品並びにその製造方法であって、軽量化及びコストダウンを図るとともに、外周端末部の端末処理作業を簡素化する。
【解決手段】ドアトリム本体20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される補強機能を有する樹脂リブ22と、発泡樹脂基材21の表面に積層される加飾材23とから構成する。そして、発泡樹脂基材21と加飾材23を接着するためのホットメルトシート24を加飾材23側に予めラミネートしておき、成形上下型41,42の型締めにより、加熱軟化処理した発泡樹脂シートSを絞り成形して発泡樹脂基材21を所要形状に成形するとともに、加飾材23と一体化する。その後、ドアトリム本体20を脱型して、加飾材23の巻込みシロ26裏面側のホットメルトシート24Aを加熱溶融させて巻込みシロ26を発泡樹脂基材21の裏面側に巻込み処理することにより、端末処理作業を簡素化する。
(もっと読む)
コグドVベルト及びその製造方法
【課題】コグドVベルトのコグ表面に帆布を積層した伝動ベルトの製造方法であって、詳しくは接着性に劣るエチレン・α−オレフィンゴム製のベルトの製造工程において作業性を改善した伝動ベルトの製造方法を提供する。
【解決手段】コグドVベルト1の製造方法において、帯状の凹凸部を交互に形成したコグC形状を有するモールドMの表面に、ベルト周長方向の糸として伸縮性を有する糸を用いた筒状帆布5を被せてからエチレン・α−オレフィンゴムからなるゴムシート2を積層し、加熱加圧することによってモールドMのコグC形状に沿わせて形付けするとともに加硫を行い、次いで心体をスパイラル状に巻きつけて、背面用の未加硫ゴムシートと少なくとも1枚の上布とを巻きつけて、これを外周面より加圧加熱して広幅の加硫コグ付ベルトスリーブを形成し、このスリーブを円周方向に沿って所定幅にカットすることを特徴とする。
(もっと読む)
部品の製造方法及び繊維強化熱可塑性部品
【解決手段】
本発明は、機体外皮を航空機の環状リブに取り付ける部品(3、35)、特にアングル部材(4)の製造方法であって、該部品は、少なくとも2つのエッジライン(7〜10、15〜17、40、41、43)に沿って平坦なブランク材(1、36)を曲げることにより形成され、該ブランク材は複数のカーボン繊維層により強化された熱可塑性樹脂で形成される部品(3、35)を製造する方法に関する。
本発明によれば、第1成形工程において繊維層の層間スライドがほぼ終了し、第2成形工程においては、上部ツールと下部ツール(25)により全側面をプレスにより圧縮することで、部品(3、35)の圧密化、つまり最終成形がなされる。これにより複雑な部品(3、35)は、少なくとも2つエッジライン(7〜19、15〜17、40、41、43)と共に製造することができ、これらのエッジラインは、互いにほぼ0°から90°の角度、好ましくは30°から90°の角度を呈する。また、これらのエッジラインは少なくとも2つの異なる面(21〜24、37〜39、42)上にある。
また、本発明は、本発明により製造され、複数の繊維層で強化された熱可塑性樹脂部品(3、35)に関し、特に、環状リブを航空機の機体外皮に内部連結するためのアングル部材(4)に関する。
(もっと読む)
突起付ベルトの製造方法及び突起付ベルト
【課題】低摩擦係数の樹脂を突起として使用することで突起の耐摩耗性を上げ、突起のベルトからの剥離と早期損傷を防ぐ突起付ベルトの製造方法とその方法を使用した突起付ベルトを提供する。
【解決手段】突起体をベルトの背面に起立させて一体的に設ける突起付ベルトの製造方法において、熱硬化性樹脂成形物からなる歯付ベルト本体1背面にシアノアクリレート系接着剤、クロロプレンゴム系接着剤又はエポキシ樹脂系接着剤のうちから選ばれた一つを塗布し、上記接着剤の塗布が行われた該熱硬化性合成樹脂成形物上に耐摩耗性を有する熱可塑性樹脂を射出成形することにより熱硬化性合成樹脂成形物と熱可塑性合成樹脂成形物とを固着一体成形し、熱可塑性合成樹脂成形物の突起5,7を形成する突起付ベルトの製造方法及びその方法を使用した突起付ベルト。
(もっと読む)
1 - 20 / 53
[ Back to top ]