
Fターム[4F213AH31]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 用途物品 (1,467) | 航空機、ロケット、宇宙開発 (26)
Fターム[4F213AH31]の下位に属するFターム
パラシュート、パラグライダ、気球 (1)
Fターム[4F213AH31]に分類される特許
1 - 20 / 25
熱防御複合材の製造方法
【課題】応力破断の問題が発生しにくく、かつ超軽量アブレータPICAと同レベルの密度を持ちながらPICAと同等又はより優れた耐熱性能を達成することができる積層型アブレータを簡便な手法で製造する方法を提供すること。
【解決手段】樹脂が含浸した強化繊維からなる熱防御複合材の製造方法において、強化繊維に熱硬化性樹脂を含浸させてなる複合シートを複数枚準備し、当該複数枚の複合シートを積層して、電気炉を用いた焼結による一体成形を行うことによって前記熱防御複合材を得ることを特徴とする。
(もっと読む)
複合材航空機の広範囲修理

【課題】一体形複合材航空機構成部品の広範囲修理のための方法を提供する。
【解決手段】構成部品の外板および下層の補剛下部構造に及ぶ損傷範囲を元に戻すための、個別製作の複合材交換用パネル310の設計を行なう。設計には、損傷した複合材料を切り取って生ずる開口部に嵌合する交換用外板、および下層の共硬化された交換用補剛下部構造を含む。さらに、設計に従って複合材交換用パネルを製作し、重ね板330、ボルト340等を用いて、前記開口部に結合する。
(もっと読む)
熱可塑性粉末組成物と、この組成物の焼結で得られる3次元物体
下記(1)〜(3)を含むD50が100μm以下の粉末の熱可塑性組成物:(1)溶融温度が180℃以下の少なくとも一種のブロック共重合体、(2)組成物の全重量の15〜50重量%のモーズ硬度が6以下で、D50が20μm以下の少なくとも一種の粉末充填剤、(3)組成物の全重量の0.1〜5重量%のD50が20μm以下である粉末流動剤。本発明はさらに、可撓性立体物体の製造、特に溶融または焼結によりレーヤーバイレーヤーで粉末を凝集させる方法での上記組成物の使用にも関する。 (もっと読む)
接着ラインを制御する接着パッチ
構造物の一領域を再加工するためにパッチが使用される。パッチは接着剤層によって構造物に接着され、空気及び/又は過剰な接着剤が抜け出ることができる貫通孔を有することができる。パッチ及び構造物の間に配置されたスペーサは、接着剤及び/又は接着ラインの厚さを制御するために使用される。  (もっと読む)
(もっと読む)
繊維強化複合材料成形品の製造方法

【課題】繊維強化複合材料の板状体と熱可塑性樹脂とが良好に密着して一体化した繊維強化複合材料成形品を生産性よく製造する。
【解決手段】繊維強化複合材料からなり、少なくとも一方の面11aが凹凸状に形成された板状体11を成形する板状体成形工程と、凹凸状に形成された面11aに熱可塑性樹脂12を射出成形して、板状体11と熱可塑性樹脂12とを一体化させる射出成形工程とを有し、板状体成形工程では、板状体11の成形と凹凸状の形成とを一括に行う。
(もっと読む)
複合構造の予測可能な結合補修のためのテーパつきパッチ
複合構造の不整合領域の補修用のパッチは、不整合な領域を覆うように構成され、接着層により構造に結合される複合積層パッチを含んでいる。パッチは、テーパの付いた断面と、それぞれ異なる破壊靭性を有する少なくとも第1及び第2の領域とを有する複数の複合プライを含む。 (もっと読む)
適合させたパッチを用いた複合構造の予測可能な結合補修
複合構造の不整合領域の補修用のパッチは、複合積層パッチと、積層パッチを複合構造に結合する接着層とを含んでいる。積層パッチは、不整合領域周辺の歪みエネルギーをそれぞれ異なる速度で放出する少なくとも第1及び第2の領域を有している。 (もっと読む)
シェルボディの製造方法および関連するボディ
【解決手段】
本発明は、シェルボディ(19)の製造方法に関するものである。少なくとも2つのシェル部(20、22)は、コンポジットファイバー材料によってつくられており、塑性変形材料をからなる少なくとも1つの補正ボディ(32、34、36、38)は、少なくとも1つのシェル部(20、22)の少なくとも1つの境界エッジ(24、26、28、30)に固定されており、シェル部(20、22)は、平坦な継ぎ目(40、42)が形成されたシェルボディを形成するためにオーバーラップされており、少なくとも1つの補正ボディ(32、34、36、38)は、継ぎ目(40、42)の少なくとも1つに配置されている。それぞれオーバーラップ部における形状のずれを補正するために、対応する補正ボディの形状が変化し、シェル部(20、22)は、継ぎ目(40、42)において互いに結合される。 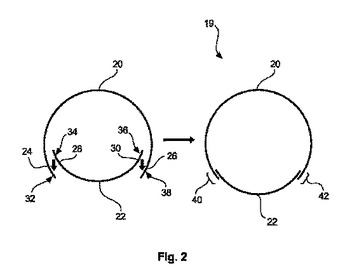 (もっと読む)
(もっと読む)
付加製造装置および方法
製造材料の層状付加によって三次元の物体(30)を形成するための装置(10)は、物体(30)を形成中に支持するための製造支持体(100)と、メッシュか、フィルムか、シートか、あるいは箔の形態にある除去可能な金属のベース層(110)とを有する。ベース層(110)は、製造支持体(100)に対して除去可能に固定できる。  (もっと読む)
(もっと読む)
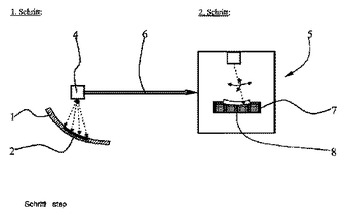
2つの繊維複合材料構成部品間の公差補償のための方法
本発明は、航空機用の2つの繊維複合材料構成部品(1、3)間の公差補償のための方法に関する。
結合される2つの繊維複合材料構成部品間の公差を簡単化された形で補償するために、本発明による方法は、
a)組立面(2)が公差偏差を有することができる、第1の繊維複合材料構成部品(1)を製造するステップと、
b)組立面(2)の面形状から成形用インサート(7)を製造するステップと、
c)第2の繊維複合材料構成部品(3)の接触面(9)の面形状が、組立面(2)の面形状と実質的に一致する、第2の繊維複合材料構成部品(3)を成形用インサート(7)によって製造するステップと、
d)組立面(2)および接触面(9)の領域中で第1の繊維複合材料構成部品(1)を第2の繊維複合材料構成部品(3)に結合するステップとを含む。
 (もっと読む)
(もっと読む)
複合材格納ケーシングの修理方法
【課題】 複合材格納ケーシングの修理方法を提供する。
【解決手段】 複合材格納ケーシングの修理方法は、サンドイッチ構造と、少なくとも1つのアブレイダブル層とからなり、少なくとも1つの損傷部分がある一体型アブレイダブルシステムを有する複合材格納ケーシングを用意し、該アブレイダブルシステムの該損傷部分を除去して穴を開け、サンドイッチ構造セグメントを成形して成形サンドイッチ構造を形成し、該成形サンドイッチ構造を該アブレイダブルシステムの該穴の中に配置し、該成形サンドイッチ構造に樹脂を注入し、該成形サンドイッチ構造を有する該格納ケーシングを硬化させ、少なくとも1つのアブレイダブル層を該成形サンドイッチ構造に塗布して、修理された一体型アブレイダブルシステムを有する該格納ケーシングを形成することからなる。
(もっと読む)
部品の製造方法及び繊維強化熱可塑性部品
【解決手段】
本発明は、機体外皮を航空機の環状リブに取り付ける部品(3、35)、特にアングル部材(4)の製造方法であって、該部品は、少なくとも2つのエッジライン(7〜10、15〜17、40、41、43)に沿って平坦なブランク材(1、36)を曲げることにより形成され、該ブランク材は複数のカーボン繊維層により強化された熱可塑性樹脂で形成される部品(3、35)を製造する方法に関する。
本発明によれば、第1成形工程において繊維層の層間スライドがほぼ終了し、第2成形工程においては、上部ツールと下部ツール(25)により全側面をプレスにより圧縮することで、部品(3、35)の圧密化、つまり最終成形がなされる。これにより複雑な部品(3、35)は、少なくとも2つエッジライン(7〜19、15〜17、40、41、43)と共に製造することができ、これらのエッジラインは、互いにほぼ0°から90°の角度、好ましくは30°から90°の角度を呈する。また、これらのエッジラインは少なくとも2つの異なる面(21〜24、37〜39、42)上にある。
また、本発明は、本発明により製造され、複数の繊維層で強化された熱可塑性樹脂部品(3、35)に関し、特に、環状リブを航空機の機体外皮に内部連結するためのアングル部材(4)に関する。
(もっと読む)
繊維複合構造部材の処理装置及び繊維複合構造部材の処理方法
繊維複合構造部材102の表面部112の上に配置された未硬化繊維層104を繊維複合構造部材に連結する連結装置100を提供する。連結装置は圧力クッション390を備え、圧力クッション390は、表面部より上に配置される圧力キャップ120,308と、圧力キャップの外周縁部107に圧密に連結された圧密キャップマット106とを備え、圧力キャップ及びキャップマットにより限定された圧力領域を形成する。連結装置は、圧力領域にキャップマットを繊維層に押付ける過圧を導入する圧力導入手段302をさらに備える。 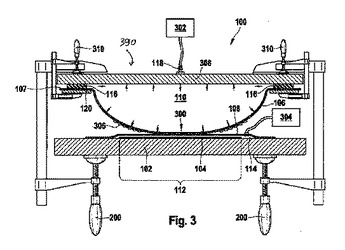 (もっと読む)
(もっと読む)
成型ハニカムを製造する方法及びその方法により製造されたハニカム
本発明は、ハニカムを製造する方法であって、ハニカムが、ハニカムの面を形成するエッジを有するセルを含み、面は、複数の点で画定され、かつ曲率のある領域を有し、点の少なくとも2つが、異なる接平面に位置しており、
a)融点が120℃〜350℃の5〜50重量部の熱可塑性材料と、1デニール当たり600グラム(1dtex当たり550グラム)以上の弾性率を有する50〜95重量部の高弾性率繊維とを、壁中の熱可塑性材料と高弾性率繊維との総量に基づいて含む複数のシートを、接着剤の平行な線に沿ってボンディングする工程と、
b)ボンドされたシートを、シートの面に垂直な方向に引き離して、セルを有するハニカムを形成する工程と、
c)ハニカムを加熱して、熱可塑性材料を軟化する工程と、
d)ハニカムを、曲率のある領域を有するモールド内または型上で、曲げる、成型する、または成形する工程と、
e)モールドまたは型の曲率のある領域の形状を保持するためにハニカムを冷却する工程とを含む方法に関する。
ハニカムを製造する他の方法は、ハニカムを樹脂で含浸し、B段階とする、かつ/または硬化する工程を含む。
本発明はまた、曲率のある領域におけるハニカムセルの25パーセント未満が180°を超える凹角を有する、本方法により製造された成型ハニカムにも関する。
(もっと読む)
複合構造
複合構造は、複合材料の2個またはそれ以上のプライから形成するパネルを備え、パネルは、パネルの厚さが変化する位置に段差を形成する表面を有する。2個またはそれ以上の補強材をパネル表面に取り付ける。補強材の1つは段差の少なくとも一部分に係合して、パネルに荷重力を伝達するようにする。  (もっと読む)
(もっと読む)
電子写真装置用クリーニングブレード及びその製造方法
【課題】摩擦係数が小さく、優れたクリーニング性を有する電子写真装置用クリーニングブレード及びその製造方法を提供する。
【解決手段】弾性ゴム部材、支持部材及び接着剤層を有する電子写真装置用クリーニングブレードであって、上記弾性ゴム部材は支持部材と接合していないクリーニング層及び支持部材と接着剤層を介して接合しているベース層からなる2層構造を有し、上記クリーニング層は23℃におけるJIS A 硬さが91°〜99°のポリウレタン、上記ベース層は23℃におけるJIS A 硬さが60°〜80°のポリウレタンからなるものであり、上記クリーニング層の厚み(a)とクリーニング層の厚み(a)及びベース層の厚み(b)の和(a+b)との比(a/(a+b))は1/3以下である電子写真装置用クリーニングブレード。
(もっと読む)
構造部品を修理するための装置及び方法
【課題】 構造部品を修理するための改善された装置及び方法を提供する。
【解決手段】 構造部品(305)を修理するための装置であって、構造部品(305)に接合するように適合された第1の部材(401)と、構造部品(305)に接合するように適合された第2の部材(307)とを有し、それぞれの部材が、フランジと、フランジから延在するスリーブとを有するような装置を提供する。
(もっと読む)
サンドイッチ構造におけるコア構造として使用するための3次元骨組み構造の製造方法およびそれによって製造される骨組み構造
本発明は、サンドイッチ構造においてコア構造として使用できる、3次元骨組み構造の製造方法に関する。その方法によれば、2次元格子構造(1)は、棒形の直線状半製品(2,3)から形成され、その構造(1)では、半製品(2,3)が、規定された交点(4)で交差する。棒形の直線状半製品(2,3)は、交点(4)で接続され、交差しない仮想的な3本の直線(5,6)に沿って、格子構造(1)に局所的に熱を加えることによって軟化される。格子構造(1)に3次元形状を与えるために、加熱される仮想の直線(5,6)の中央に沿って、力(F)が、格子構造(1)に導入される。そこで格子構造の変形の結果、導入された力Fは、半製品に作用する一対の張力に偏向され、その結果、格子構造(1)は、加熱された中央の(仮想的な)直線(5,6)に沿って3次元方向に引き込まれる。 (もっと読む)
複合構造の外皮を修復するための方法
複合材料は、2つの外皮(2,3)及び2つの外皮の間の内部コア(1)からなり、前記外皮のうちの一方の外皮(2)の一部(6)がカウンターフォーム(8)及び吸気からの圧力と共に置き換えられなければならない。修復は、コア(1)のセル内の空気を放出するために、対向する外皮(3)における通気口(14)を穿孔することによって達成される。コア(1)上の新しい部分(6)の接着結合を改善する。  (もっと読む)
(もっと読む)
三次元の粉末をベースとする型を使用しない製造方法におけるポリアリーレンエーテルケトン粉末の使用およびこれから製造される成形体
【課題】技術水準に比べて耐熱性と機械的特性がすぐれた成形体を製造するための粉末を提供する。
【解決手段】前記粉末はポリアリーレンエーテルケトンからなり、1〜60m2/gのBET表面積を有する。
(もっと読む)
1 - 20 / 25
[ Back to top ]