
Fターム[4F213WA84]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 付属する加工、処理技術 (2,889) | 熱的処理 (263) | 冷却 (43)
Fターム[4F213WA84]に分類される特許
1 - 20 / 43
噴出ノズル管の製造方法並びにその方法により製造される噴出ノズル管
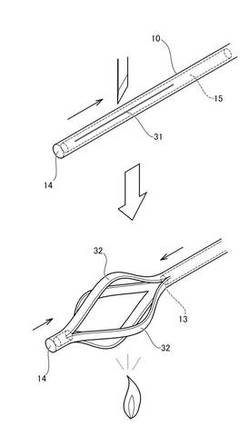
【課題】内容物の安定かつ一定の噴出を実現するための噴出ノズル管の提供を図る。
【解決手段】熱可塑性を有する合成樹脂素材により製造されたノズル管本体10からセンタリング機能を備える噴出ノズル管を製造すべく、ノズル管本体10の長さ方向に複数の切り込み31を入れてできた切片32を加熱し若しくは折り返して夫々ノズル管本体10の外径より外側に膨らんだ状態で冷却・固定化する工程からなる。かかる工程を経ることにより、ノズル管本体10の外径より外側へ膨らんで噴出口13のセンタリング位置決めを行うセンタリング機構が備えられた噴出ノズル管を得ることができる。
(もっと読む)
キャップ付チューブ容器及びその製造方法

【課題】チューブノズル部の側面から侵入する湿気によって吐出口近傍及び径小吐出通路近傍において発生する湿気硬化型組成物の硬化を極力回避することができるようにしたキャップ付チューブ容器及びその製造方法を提供する。
【解決手段】チューブ胴部とチューブノズル部とからなるチューブ容器及びキャップを含むキャップ付チューブ容器であって、前記チューブノズル部が、内部に該チューブ胴部と連通する径大吐出通路を形成した径大接合部と、該径大接合部に連設されかつ内部に該径大吐出通路と連通する径中吐出通路を形成した径中接合部と、該径中接合部に連設されかつ内部に該径中吐出通路と連通する径小吐出通路を形成しその先端を吐出口としたノズル本体とからなり、前記キャップが、キャップ本体と、該キャップ本体の上壁内面に垂設されかつ該径大吐出通路に達する長さを有するヒートンとを具備するようにした。
(もっと読む)
歯付ベルトの製造方法
【課題】歯付ベルトを構成する素材の特性を変化させることなく、歯付ベルトの歯側に磁性体材料を容易に固着することができる歯付ベルトの製造方法を提供する。
【解決手段】歯部が歯布14により覆われた歯付ベルトの製造方法であって、所定強度の磁界を発生する磁性体粉末などの磁性体材料を、溶射装置20により歯布14の裏面に溶射する溶射工程を含み、この溶射工程では、冷却装置30により歯布14を冷却しながら歯布14の裏面に磁性体材料をコールドスプレー溶射することを特徴とする。
(もっと読む)
シール部材の製造方法およびその方法で作製されるシール部材
【課題】
耐圧性が極めて高いシール部材が得られる製造方法を提供する。
【解決手段】
樹脂と充填材を含む樹脂組成物を予備成形素材とする予備成形工程と、前記予備成形素材を加熱する焼成工程と、前記予備成形素材を徐冷して樹脂成形体にする冷却工程と、前記樹脂成形体を切削加工する切削工程を有し、前記焼成工程において、前記予備成形素材が熱膨張する際に、前記予備成形素材の表面にかかる圧力が不均一となるシール部材の製造方法、あるいは、前記焼成工程において、前記予備成形素材が熱膨張する際に、少なくとも前記予備成形素材の一箇所に非固定面が有る状態であり、且つ前記予備成形素材と前記焼成用成形型が嵌合状態であるシール部材の製造方法。
(もっと読む)
エラストマー成形方法およびエラストマー成形品
【課題】外側のみが一体化され、内側は粉体状または粒体状のままであるエラストマー成形品およびそのエラストマー成形方法を提供する。
【解決手段】粉体状または粒体状のエラストマー1を成形型2,3内に収容した上、この成形型2,3を加熱し、エラストマーのうちの、成形型2,3の内面に近い側の部分は一体化する一方、遠い側の部分1’は粉体状または粒体状のままとなっている状態とし、しかる後に、成形型2,3からエラストマー成形品8を取り出す。得られるエラストマー成形品8は、外側の部分6は一体化する一方、内側の部分1’は粉体状または粒体状のままで、前記一体化した外側の部分6内に閉じ込められた状態となっている。このエラストマー成形品8は、従来の、全体が一体化しているエラストマー成形品では得られない性能を得ることができる。
(もっと読む)
光造形装置
【課題】光硬化性樹脂7にレーザ光を照射し、当該照射部分を硬化し積層して立体造形物を作製する光造形装置で、光硬化性樹脂7の液面部の温度制御を可能として、光硬化性樹脂7の層の形成を良好に実行する。
【解決手段】光硬化性樹脂7の液面に沿って走行するリコータ5と、リコータ5に設けられ温度を検出する温度検出手段23と、リコータ5に設けられ加熱を行う加熱手段21と、リコータ5に設けられ冷却を行う冷却手段22と、を備える。制御手段が、温度に関して予め設定された値と温度検出手段23により検出された温度に基づいて、加熱手段21による加熱及び冷却手段22による冷却を制御する。
(もっと読む)
粉末焼結造形装置及び粉末焼結造形方法
【課題】薄層間の内部応力を低く維持しつつ、造形及びブレークアウトに要する時間を短縮することができる粉末焼結造形方法を提供するものである。
【解決手段】粉末材料の薄層8aを焼結し、積層して3次元造形物を作製する粉末焼結造形方法であって、一つの前記薄層8aごとに選択的に加熱して焼結し、該焼結した一層の薄層8bごとに、或いは該焼結した複数の薄層8bごとに、該焼結した薄層8bの上に新たな粉末材料の薄層8aを形成する前に、冷却する。
(もっと読む)
三次元造形製品の製造装置
【課題】三次元造形製品の製造装置において、基板を載置しているヒーティング装置又はクーリング装置の熱伝導により、散逸を減少することができる構成を提供すること。
【解決手段】造形タンク1内にて、テーブル2及び基板3上において粉末12を順次焼結する三次元造形製品の製造装置において、前記テーブル2に対し上下方向の空隙を形成するか、又は当該空隙を形成したうえで当該形成領域に断熱材を充填した状態にて、前記焼結層を支える基板3を載置しているヒーティング装置又はクーリング装置8を固着し、前記課題を達成している三次元造形製品の製造装置。
(もっと読む)
プリズム及びその製造方法
【課題】導光体と遮光体とからなるプリズムであって、遮光体の周囲の照度が低下することが抑制されたプリズムを提供する。
【解決手段】透光樹脂から成る導光体と、遮光樹脂から成る遮光体と、を備え、導光体は、第1光源から照射される光を導光する第1領域と、第1光源とは異なる第2光源から照射される光を導光する第2領域と、を有し、第1領域と第2領域とは、遮光体を介して連結され、導光体と遮光体との対向面の一部が融着されている。
(もっと読む)
熱可塑性樹脂成形品の再成形方法
【課題】何らかの不良により一部に欠陥を有する熱可塑性樹脂の成形品を、極めて簡単な方法によって修復することができる熱可塑性樹脂成形品の再成形方法を提供すること。
【解決手段】熱可塑性樹脂成形品の再成形方法は、ゴム材料からなるゴム型2のキャビティ22内に、熱可塑性樹脂の再成形用成形体3における成形必要箇所31を配置する配置工程と、ゴム型2を介してキャビティ22内の成形必要箇所31に電磁波Xを照射し、この成形必要箇所31を加熱して溶融樹脂として溶融させる加熱工程と、キャビティ22内の溶融樹脂を冷却して、成形必要箇所31を再成形した熱可塑性樹脂成形品を得る冷却工程とを行うものである。
(もっと読む)
ウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニット
【課題】成形されたウェハレベルレンズアレイのレンズ部に損傷を与えることなく、成形型から滑らかに剥すことができるウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニットを提供する。
【解決手段】基板部1に配列された複数のレンズ部10が形成されたウェハレベルレンズアレイの製造方法であって、第1型と第2型で基板部1と複数のレンズ部10とを一体の成形物として成形する工程と、成形物を離型する工程とを有し、成形物を離型する間又はその前に、第1型及び第2型のうち少なくとも一方を冷却する。
(もっと読む)
擬似藺草の製造方法
【課題】畳表を織製するのに適した擬似藺草を容易に製造することのできる擬似藺草の製造方法を提供する。
【解決手段】延伸された樹脂テープを第一の加熱金型10に導入して温度T1でフィラメント状に融着させることにより、擬似藺草100の中芯部を得る融着工程と、第一の加熱金型10から導出された中芯部を第一の加熱金型10とは別の第二の加熱金型20に導入することにより、その外面に樹脂を温度T2で延伸を受けない状態で溶融接着してコーティング部を形成するコーティング工程と、第二の加熱金型20から導出された擬似藺草100のコーティング部を温度T3で冷却する第一次冷却工程と、を経て擬似藺草を製造する。
(もっと読む)
シームレスベルトの製造方法
【課題】体積抵抗が均一で、且つ、表面の平滑な電子写真用の円筒状エンドレスベルトの製造方法を提供すること。
【解決手段】ポリエーテルエーテルケトンと導電性無機フィラーとを含有する熱可塑性樹脂組成物から押出成形により中空円筒状チューブを取得し、該チューブの表面温度が該熱可塑性樹脂組成物の融点(Tm)−55℃以上の状態で引落率2.5以上50以下となるように該チューブを引き取って薄膜化し、該薄膜化チューブの表面温度がTm−55℃以上の状態で所定時間内にガラス転移温度(Tg)以下に冷却して薄膜化チューブを固化し、該固化させた薄膜化チューブを内型と外型とで挟圧した状態で所定の昇温速度でTgを超えTm未満の結晶化開始温度以下の温度に加熱することを特徴とする。
(もっと読む)
複合歯車ブランクおよび複合歯車ブランクの製造方法
複合歯車ブランクの製造方法は、非回転式金型(10,12,28)に硬質のセンターピース(2)を入れるステップと、金型を不活性化するステップと、センターピースの周囲の金型を満たすまで液体反応混合物(M)を加えるステップと、満たされた金型に静圧をかけるステップと、センターピースを取り囲むプラスチック製外側部を形成するために反応混合物を重合させるステップとを備える。こうして作られた複合歯車ブランクは、室温および120℃までの高温のいずれにおいても垂直および剪断接着強度の値を改善しており、特に、自動車用電動ステアリングシステムのウォーム歯車部を製造するのに適している。 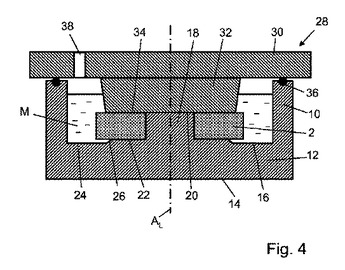 (もっと読む)
(もっと読む)
樹脂レンズ成形方法
【課題】レンズ形状の高精度化とレンズ内部の複屈折を伴わない高性能樹脂レンズ成形に適した樹脂レンズ成形方法を得る。
【解決手段】プレス転写代を見込んで樹脂レンズ成形品を射出成形する射出成形工程、前記樹脂レンズ成形品のプレス転写代に当たる表面部のみを加熱軟化させる加熱工程、及び、表面部を加熱軟化させた前記樹脂レンズ成形品を、樹脂レンズ成形用の転写面に加工されたプレス成形金型で押圧し、前記樹脂レンズ成形品に転写面を転写させ、冷却凝固させる転写冷却工程を施す。
(もっと読む)
電子写真用ベルト及びその製造方法
【課題】単層でありながら、面内の電気抵抗値のムラが小さく、幅方向の表面粗さを制御することが可能な電子写真用ベルトの製造方法の提供。
【解決手段】結晶性熱可塑性樹脂と導電性フィラーを含有する樹脂組成物を成形してなる電子写真用ベルトの製造方法において、前記樹脂組成物を溶融して押出すことで、前記樹脂組成物の最大結晶化度の1/5以下の結晶化度を有する管状フィルムに成形し、該管状フィルムを中空円筒状の内型と、内面の粗さを制御した中空円筒状の外型とに挟み込む工程と、前記樹脂組成物のガラス転移温度から結晶化開始温度の間の任意温度まで10℃/min以上の昇温速度で加熱し、その温度域下で該管状フィルムを10kgf/cm2以上に加圧する加熱加圧工程と、ガラス転移点以下の温度まで冷却して型から脱型する工程と、を含むことを特徴とする。
(もっと読む)
エンドレスベルトの製造方法
【課題】 転写ベルト13の製造時に、ベルト本体の端部側に皺(歪み)が発生してしまうことを抑制する。
【解決手段】 ベルト本体13Aの端部から中央側にずれた位置にガイドベルト13Bを配置してベルト本体13Aとガイドベルト13Bとを接着した後、ベルト本体13Aのうちガイドベルト13Bより端部側の領域を切断除去する。これにより、ガイドベルト13Bが設けられた部位を挟んで両側に、接着層が形成されていない非接着部位が存在することとなる。したがって、接着剤が硬化して収縮する際に、接着層の両側に設けられた非接着部位により、接着層が他の部位に比べて大きく収縮してしまうことが抑制されるので、転写ベルト13の製造時に、ベルト本体13Aに大きな歪みが発生することを抑制できる。
(もっと読む)
成形されたポリウレタンフォーム製品の後硬化
発泡製品を製造する方法であって、型穴に液体材料を注入することによって発泡製品を形成(10)すること、型穴から発泡製品を取り出して、型抜き(11)すること、型抜き(11)をした後、そして、圧縮(40)する前に、補助熱を加えることにより、発泡製品を後硬化(20)して、セットダメージを減少し、かつ発泡製品上に表面層を形成すること、及び発泡製品を機械的に圧縮することによって、発泡製品を圧縮(40)して、予め定められた発泡製品の厚みの縮小を得ることを含む方法。本方法は、発泡製品を後硬化(20)した後、そして、圧縮(40)する前に、発泡製品に加えられた補助熱を取り除くことによって、発泡製品を冷却(30)することを更に含む。 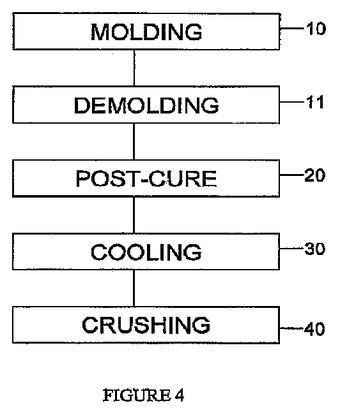 (もっと読む)
(もっと読む)
三次元物体の製造方法及び装置
【課題】製造工程全体を簡略化し、自動化し及び/又は短縮し、かつ、物体製造中の寸法精度を向上させること。
【解決手段】この発明は三次元物体を製造する方法に関する。物体(3)は処理室(100)の内に配置されたコンテナ(1,200)中で製造される。その物体は、コンテナ中で変移可能なキャリア(4)の上で形成される。この形成は、粉末材料(11)の複数の層を、特定の層にある物体の断面に相当する位置で、連続的かつ選択的に固化させることによって行われる。この粉末材料は電磁波照射あるいは分子照射によって固化され得る。この方法は、固化していない粉末材料(11)を除去する間中、完成した後の物体(3)を冷却し、その冷却が、流体流を物体(3)に供給することによって成し遂げられ、物体(3)を冷却する間中、前記キャリア(4)を持ち上げることを特徴とするものである。
(もっと読む)
三次元物体を一層ずつ製造する装置
三次元物体(3)を製造する装置であって、前記装置は、前記三次元物体(3)の横断面領域に相当する各部位において、レーザ(7)等のエネルギー源の影響下で構成材料(3a)を層状に塗布し固化することによって三次元物体(3)を製造する。装置は、層状に塗布される前記構成材料(3a)を加熱または除熱するための加熱要素または冷却要素(22)を備える。温度分布を平滑化するために、熱伝導率において高い異方性を有する中間層(23)が設けられている。  (もっと読む)
(もっと読む)
1 - 20 / 43
[ Back to top ]