
Fターム[4K018AA28]の内容
粉末冶金 (46,959) | 製造目的金属、金属基合金 (5,030) | Fe、Fe基合金 (2,155) | Fe−C系 (603)
Fターム[4K018AA28]の下位に属するFターム
Fe−Cu系 (86)
Fe−Ni系 (97)
P、B、Si、Sを含有するもの (22)
Fe−Cr系 (298)
Fターム[4K018AA28]に分類される特許
61 - 80 / 100
粉末冶金用混合粉末および鉄粉焼結体
【課題】一般的な切削条件域、すなわち、切削速度(V)100〜200m/minにおいても、強度と被削性のバランスに優れた鉄粉焼結体を得ることができる粉末冶金用混合粉末および鉄粉焼結体を提供する。
【解決手段】MnおよびSが予合金化されたプレアロイ型鋼粉でなる母粉と、粉末状添加物とを混合した粉末冶金用混合粉末であって、前記母粉は、Mn:0.1〜2.0質量%、S:0.6質量%以下を含有し、残部がFeおよび不可避的不純物からなり、前記粉末状添加物は、前記母粉と合わせた全混合粉末中の配合質量%として、MoS2粉末:0.1〜1.0質量%、黒鉛(Gr)粉末:0.4〜3.0質量%およびCu粉末:0.5〜3.5質量%を含有することを特徴とする。また、鉄粉焼結体は、前記粉末冶金用混合粉末の圧粉体を焼結することにより得られることを特徴とする。
(もっと読む)
圧粉磁心用粉末、圧粉磁心用粉末の製造方法、及び圧粉磁心

【課題】圧粉磁心への成型時及び成型後の熱処理時であっても、磁性粉末同士の絶縁性を容易に確保することができる圧粉磁心用粉末を提供する。
【解決手段】磁性粉末11の表面に少なくとも絶縁層12が被覆された圧粉磁心用粉末10であって、絶縁層12として、磁性粉末11の表面11aから絶縁層の層厚さ方向に沿って、少なくとも第一絶縁層12aと第二絶縁層12bとが順次形成されており、前記第二絶縁層12bの硬度は前記第一絶縁層12aの硬度よりも高い。
(もっと読む)
圧粉磁心、電動機およびリアクトル

【課題】絶縁性に優れた圧粉磁心と、該圧粉磁心からコアが形成された電動機もしくはリアクトルを提供する。
【解決手段】軟磁性金属粉末1の表面に相対的に硬質な第一の絶縁皮膜(シリカ皮膜2)が形成された第一の磁性粉末10と、軟磁性金属粉末1の表面に相対的に軟質な第二の絶縁皮膜(シリコン樹脂皮膜3)が形成された第二の磁性粉末20と、の粉末混合体が加圧成形されてできる圧粉磁心である。
(もっと読む)
三次元形状造形物の製造方法
【課題】三次元形状造形物の製造方法において、三次元形状造形物の造形後に機械加工を容易に行なうことができるようにする。
【解決手段】三次元形状造形物8の製造方法は、造形用プレート3に金属粉末を供給して粉末層を形成する粉末層形成工程と、粉末層に光ビームを照射して粉末層を溶融させ焼結硬化層を形成する照射工程とを備える。そして、照射工程時に、造形用プレート3のうち三次元形状造形後に所定の機械加工が予定されている領域近傍に形成されている粉末層に対しては光ビームを照射しない。光ビームを照射しないので、造形用プレートには焼入れによる硬化が生じず、従って、機械加工される領域内は硬度差が小さいので、造形後の機械加工を容易に行なうことができる。
(もっと読む)
圧粉成型体の製造方法、圧粉成型体、焼結体の製造方法及び焼結含油軸受
【課題】本発明は、機械的強度に優れる圧粉成型体が得られるとともに、圧粉成型体の金型に対する離型性が改善され、金型への負荷を大幅に低減させることが可能な圧粉成型体の製造方法、該圧粉成型体の製造方法を用いて得られる圧粉成型体、焼結体の製造方法及び焼結含油軸受を提供することを目的とする。
【解決手段】金属材料、ポリビニルアセタール樹脂及びステアリン酸亜鉛を含有する原料粉末を調製する工程1、及び、前記原料粉末を加圧成型する工程2を有する圧粉成型体の製造方法。
(もっと読む)
高剛性材料およびその製造方法
【課題】 本発明は、粉末を窒化処理し、高剛性の窒化物を均一に微細析出させた高剛性材料およびその製造方法を提供する。
【解決手段】 窒化物形成元素を含有したFe基の粉末をキャニング前に窒化処理し、窒化物を均一に微細析出させた後、固化成形する高剛性材料の製造方法。上記窒化処理を350〜550℃、5時間以上、窒素含有量を1mass%以上で行う高剛性材料の製造方法。また、上記窒化物形成元素がAl,Ti,B,Cr,Nbのいずれかよりなる高剛性材料の製造方法およびその高剛性材料。
(もっと読む)
多重ピースからなる薄肉の金属粉末シリンダライナー
金属粉末シリンダライナーは、端と端をつなげて配された2以上のシリンダライナーピースを含み、かつ、その肉厚に対する長さの比率が12より大きい。ここで、前記ピースにおける肉厚に対する長さの比率は、20未満である。前記粉末金属組成物は、海綿鉄粉末約85%〜99%と、黒鉛約0.1%〜2.0%と、エチレンビス−ステアラミドワックス約0.1%〜2.0%と、を含む。シリンダライナーピースは、従来の金属粉末圧縮焼結法によって製造され得る。 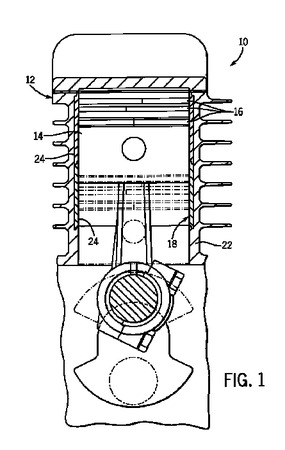 (もっと読む)
(もっと読む)
鉄粉を原料とする成形用素材およびその製造方法
【課題】高密度かつ高強度の鉄基焼結部材を、高価な合金成分を添加することなく製造するための成形用素材およびその製造方法を提供する。
【解決手段】鉄粉に黒鉛粉、あるいはさらに潤滑材と、を混合して得られる鉄基混合粉に加圧成形を施した後、予備焼結を施す成形用素材の製造方法において、予備焼結として不活性雰囲気中で1000〜1200℃の温度範囲に60秒以下保持する。
(もっと読む)
焼結鍛造部材の製造方法
【課題】簡単で優れた封孔処理が可能であり、焼結鍛造部材の品質を格段に向上できる焼結鍛造部材の製造方法を提供する。
【解決手段】焼結鍛造部材を製造する製造方法において、炭素を含む鉄系金属粉末を圧粉成形した圧粉成形体を予備焼結処理する第1工程と、次に予備焼結体をHV100〜350の硬度の鋼製ショット材でショットブラスト処理して予備焼結体の表面部を封孔処理する第2工程と、次に予備焼結体を本焼結処理する第3工程と、次に本焼結処理された焼結体を熱間鍛造する第4工程とを備えている。前記第1工程の予備焼結処理は、非酸化性雰囲気で800〜1000℃の温度で行うことが望ましい。前記第2工程のショットブラスト処理は、粒径0.3〜0.7mmの鋼製ショット材を用い、30〜80m/sの投射速度で、100Kg/分以下の投射量で行うことが望ましい。
(もっと読む)
クラッチ部品の製造方法
【課題】変速機の使用環境で発生する高温に耐えるクラッチ又はブレーキ等の変速機部品を提供する。
【解決手段】重量基準でニッケル0.35〜0.55%、モリブデン0.50〜0.85%、残部鉄を含む合金前金属粉と、炭素0.6〜0.90%、銅1.0〜3.0%を含む添加金属粉を合金前金属に混合し混合金属粉を作製し、前記混合金属粉に潤滑剤を加えて潤滑剤含有混合粉を作製し、前記潤滑剤含有混合粉を金型圧密化する工程により金属半加工品を製造し、前記金属半加工品を焼結して、焼結金属半加工品を形成する工程と、焼結金属半加工品を冷却して、冷却金属半加工品を形成する工程とにより構成される粉末冶金操作を含み、冷却金属半加工品の好ましい金属組織は、マルテンサイト50〜80%と、ベイナイト20〜50%と、微細化パーライトとを含む。
(もっと読む)
鋳鉄系焼結摺動部材及びその製造方法
【課題】摺動特性に優れた鋳鉄系焼結摺動部材の製造方法を提供する。
【解決手段】成長ねずみ鋳鉄鋳物に切削油を使用し切削加工の際に生じた多量の湿式切粉を0.1Torrの真空度にて600°Cの温度で、60分間真空加熱した後、粉砕機にて粉砕し36メッシュの篩を通過するが55メッシュの篩を通過しない切粉を金型内に充填して5トン/平方cmの成形圧力で圧縮成型して圧粉体を形成し、水素ガス雰囲気中において1130°Cの温度で60分焼結して鋳鉄系焼結摺動部材を製造する。なお、上記切粉を金型内に充填するに当たり、軸受性能を向上する目的で、鉄粉を上記切粉重量に対して5%加えて混合し充填しても良い。
(もっと読む)
粉末金属鍛造品とその製造方法及び製造装置
粉末金属鍛造品を成形する方法と装置は、第1の金型と、該第1の金型と縦方向に補足関係にある第2の金型とを有する、粉末金属鍛造品成形用の金型セットを含む。前記金型セットは、縦構成部分と横構成部分とを含む、少なくとも2つの寸法的凹凸を有し、少なくとも該横構成部分は縦方向に沿って変化し、少なくとも該凹凸の1つは、各金型内で変化する。前記第1の金型と前記第2の金型の各々は、前記第1の金型内の横に変化する内側における縦方向に設けられた凹凸を前記第2の金型内の横変化凹凸から切り裂くキャストレイテッド分割境界面を含む。前記金型内の前記切り裂きは、鍛造された粉末金属部品を前記金型内にトラップすることなく、該粉末金属部品に正反対ドラフトの凹凸を付与する。  (もっと読む)
(もっと読む)
改良された粉末冶金組成物
粉末冶金混合物は、55〜90%の鉄系マトリックス粉末および45〜10%の硬質相粉末を含む(不可避的不純物を除く)組成を有している。ここで、45〜10%の硬質相は、少なくとも30%のFeと、C、Cr、Co、Ni及びWの各元素の少なくともいくつかとの組成(不可避的不純物を除く)を有し、該元素の重量%がFeのwt%との総計が100%になるように下記範囲、1〜3%のC、20〜35%のCr、2〜22%のCo、2〜15%のNi、及び8〜25%のWから選択される、組成を有している。物品(理想的には、バルブシートインサート)に焼結される前の混合物の最も好ましい組成は、(不可避不純物を除いて)、35%の硬質相および65%のマトリックスを含み、2%未満の一種以上の機械加工助剤および固体潤滑剤が加えられてもよい。ここで、硬質相の組成は、2.2%のC、29.1%のCr、4.9%のCo、5.3%のNi、および20.2%のWを含み、残部がFeであり、マトリックス成分は、−高クロム鋼粉末(例えば、18%のCr、12%のNi、2.5%のMo、残部がFe)、−低合金鋼粉末(3%のCu、1%のC、残部がFe;3%のCr、0.5%のMo、1%のC、残部がFe;4%のNi、1.5%のCu、0.5%のMo、1%のC、残部がFe;4%のNi、2%のCu、1.4%のMo、1%のC、残部がFe)、工具鋼粉末(5%のMo、6%のW、4%のCr、2%のV、1%のC、残部がFe)、または焼結中に銅溶浸プロセスと併せて用いられる前述の低合金鋼粉末の1つである。前述したような混合物を焼結することによって、低モリブデン含量を有し、これによって、同様の耐摩耗性を有する従来の焼結材料よりも著しく安価となる、高信頼性の耐摩耗性物品を得ることができる。  (もっと読む)
(もっと読む)
高炭素表面緻密化燒結鋼製品およびその製法
少なくとも0.4重量%のグラファイト、滑剤および必要に応じてニッケル、クロム、銅、マンガンおよびモリブデンから成るグループから選択された少なくとも1つの合金元素と予め混合された鉄または鉄予備合金化粉末を含有する高表面密度高炭素燒結鋼物品を製造するための粉末状合金混合物を提供する。合金混合物を利用し、a)金属粉末を締め固めて成形体を得;b)成形体を低温において予備焼結することによってグラファイトが鉄の中へ拡散するのを防止し;c)予備焼結された成形体を所定の緻密化深さまで表面緻密化処理し;d)中性雰囲気または浸炭雰囲気下で燒結し;e)燒結された成形体を熱処理するステップから成る方法で物品を製造する。 (もっと読む)
鉄系焼結摩擦材及びそれを用いた鉄道車両用制輪子並びにそれらの製造方法
【課題】環境保護を考慮して、鉄又は鉄合金を主成分とし、PRTR法指定化学物質を一切使用していない鉄系焼結摩擦部材、及びそれを使用した鉄道用制輪子、並びにそれらの製造方法を提供する。
【解決手段】鉄又は鉄合金を主成分とした焼結摩擦部材10,10は、摩擦特性に優れた材料粉末が焼結されてなる第1層11と、接着特性に優れた材料粉末が焼結されてなる第2層12と、補強特性に優れた材料粉末が焼結されてなる第3層13とを含む。焼結摩擦部材10の各層は、鉄又は鉄合金を主成分としており、PRTR法指定化学物質を一切使用していないので、環境保護の点で優れている。また、摩擦材が鉄系材料であり、且つ補強板となる第3層13が鉄系材料であるので、銅と鉄のような異種の金属を接合する際に必要とされるメッキ処理を省略することができる。
(もっと読む)
焼結体の製造方法および焼結体
【課題】目的とするC含有率の焼結体を、焼結体の形状に依存することなく、効率よく低コストで製造可能な焼結体の製造方法、およびかかる方法により製造された焼結体を提供すること。
【解決手段】本発明の焼結体の製造方法は、C(炭素)を含有する金属粉末を、所定の形状に成形した成形体を用意する第1の工程と、この成形体を、図2に示すような焼成炉内に載置し、焼成炉内を密閉状態にするとともに、その雰囲気圧力を60〜140kPaとし、かつ、雰囲気中のH2(水素ガス)の分圧とO2(酸素ガス)の分圧の和を、3Pa以下として、この空間内で二次成形体を焼成して、焼結体を得る第2の工程とを有する。また、焼成炉内の雰囲気は、アルゴンガスのような不活性ガスを主成分とするものが好ましい。
(もっと読む)
鉄系ナノ細線とその製造方法、鉄系炭素複合細線とその製造方法、及びそれを用いた電波吸収体
【課題】 製造が容易でアスペクト比が高く電波吸収特性にも優れ、かつ表面被覆を行なう際の反応性確保にも有利な表面形態を有した鉄系ナノ細線を提供する。
【解決手段】 この発明の鉄系ナノ細線は、線径が50nm以上300nm以下であり、かつ、線アスペクト比が20以上となるように鉄系粒状結晶が列状に連なった細線形態又は該列状に連なった細線部が樹枝状に連結した形態をなす。また、線長手方向において各鉄系金属粒状結晶の線外周面を構成する表面部分の形態が、隣接粒子との接続面位置で線断面積の極小値を形成し、かつ、両側の接続面の途中位置で線断面積の極大値をなす凸湾曲面となる数珠状形態をなす。
(もっと読む)
駒式ボールねじ
【課題】駒部材におけるアームの剛性を高めると共に、ナットに対する駒部材の位置決め精度と固定力を確保し、低コストで信頼性を向上させた駒式ボールねじを提供する。
【解決手段】ナット3の胴部に穿設された駒窓6に嵌合され、転動路を周回経路とする連結溝5aが形成された駒部材5を備え、この駒部材5が焼結合金をMIMによって形成された駒式ボールねじにおいて、駒部材5の両側にナット3におけるねじ溝3aの溝曲率に対応した断面略円形に一対のアーム9が突設され、これらアーム9がねじ溝3aに係合させて駒部材5が位置決めされると共に、一対のアーム9のうち一方のアーム9における端面の外径側角部を切除して逃げ部16が形成され、この逃げ部16を介してゲート15が設けられているので、自動機のみでゲート15を最短長さに切断可能となり作業工程を自動化して低コスト化を図ることができる。
(もっと読む)
高密度鉄基成形体および高強度高密度鉄基焼結体の製造方法
【課題】高密度を有する鉄基成形体、ひいては高強度高密度を有する鉄基焼結体を安定して得る。
【解決手段】鉄基金属粉と黒鉛粉、あるいはさらに潤滑剤を混合した鉄基混合粉を、予備成形後、窒素分圧が30kPa以下の非酸化性雰囲気中にて1000℃超1300℃以下の温度で予備焼結することにより、C:0.10〜0.50mass%、O:0.3mass%以下およびN:0.010mass%以下を含み、残部はFeおよび不可避的不純物の組成で、しかも密度が7.2 Mg/m3以上の鉄基粉未成 形用素材とし、ついでかかる高密度鉄基粉未成形用素材を、成形エネルギー密度が1.4 MJ/m2以上の条件で高速成形する。
(もっと読む)
高窒素焼結合金鋼の製造方法。
【課題】金属粉末射出成形法を用いて、耐食性に優れ、高強度の高窒素焼結合金鋼の製造方法を提供する。
【解決手段】目的とする合金粉末(或いは鉄粉末)に窒素供給源である金属窒化物(目的とする焼結後の合金成分によっては1〜数種類の金属窒化物を混合する)及び金属粉末射出成形に必要な熱可塑性バインダーを混合・混練し、合金粉末(或いは鉄粉末)と金属窒化物が均一に混合した組成物を作製し、該組成物を原料コンパウンドとし、金属粉末射出成形機にて成形体を形成し、この成形体を脱脂・焼結することにより所望形状の高窒素焼結合金鋼を製造する方法で前記課題を達成できる。
(もっと読む)
61 - 80 / 100
[ Back to top ]